|
10.1
Сущность, задачи и область применения метода
Гистограмма
и вышеприведенные показатели управляемости процесса
характеризуют его одномоментное состояние с присущей ему вариацией
параметров.
Однако, чтобы иметь возможность прогнозировать состояние процесса и
управлять
им, необходима информация, собранная в течение определенного периода.
Появление
определенных тенденций в его протекании и временную вариацию параметров
позволяет оценить еще один инженерный метод управления качеством
– контрольная
карта (КК).
·
КОНТРОЛЬНАЯ
КАРТА –
графическое
представление выборочных данных измерений контролируемого параметра
процесса, накопленных
за определенный промежуток времени и расположенных между линиями
пределов
собственной изменчивости (естественного разброса) параметра,
называемыми
контрольными границами,.
·
Контрольная
карта (рисунок 10.1) состоит из горизонтальной оси, являющейся шкалой
номеров
выборок или осью времени; параллельных ей центральной линии (средняя
величина),
двух линий
верхней (UCL) и нижней (LCL) контрольных границ;
вертикальной оси
контролируемого параметра (показателя качества); результатов его
измерений,
нанесенных на карту последовательно за определенный промежуток времени.
·
Анализ контрольных
карт позволяет судить о
состоянии процесса. Если все значения
характеристики оказываются внутри контрольных границ, не проявляя
определенных
особенностей и тенденций, состояние процесса сохраняет управляемое
состояние. Наличие
самих границ позволяет минимизировать возможность ошибочных решений при
управлении
процессом.
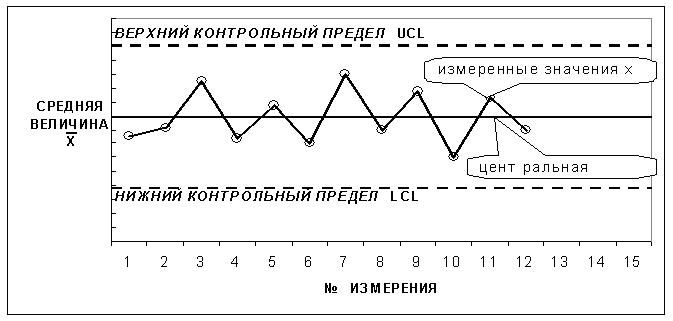
Рисунок 10.1 - Схема
построения контрольной карты
КК являются основным
инструментом
статистического управления качеством и служат одновременно нескольким целям:
- изучению
возможностей производственного процесса;
- накоплению
и
документированию результатов этих процессов;
- повышению
эффективности и производительности
труда.
Использовать
контрольные карты можно лишь в том случае, если технологический процесс
(ТП)
находится в статистически управляемом состоянии. Контрольные карты
позволяют
дать вероятностную оценку не только средних значений, но и вариации показателей
качества. т.е. уровня
настройки ТП. Благодаря указанным свойствам карты являются одним из
эффективных
средств анализа и совершенствования ТП путем выявления и устранения
причин,
вызвавших его нарушение.
Все
многообразие причин, обусловливающих
вариацию процесса, можно разделить на следующие два вида:
-
случайная
причина, обусловленная действием случайного фактора,
органически присущего
данному процессу. Такие причины неизбежно встречаются в любом процессе,
даже
если технологическая операция проводится с использованием одинакового
сырья и
одним и тем же методом, на одном и том же оборудовании и одним и тем же
рабочим. Исключение
случайных причин
затруднительно технически и нецелесообразно экономически;
-
определенная (неслучайная)
причина. Вариация, обусловленная такой причиной, означает,
что существуют
факторы, воздействующие на процесс
закономерно,
а не случайно и допускающие их изучение. Этих воздействий можно
избежать и
нельзя упускать такую возможность.
Впервые
контрольные карты были предложены в 1924 г. У. Шухартом, работавшим в
компании
"Bell Telephone
Laboratories",
с намерением исключить необычную вариацию, отделяя вариации,
обусловленные определенными причинами, от
тех, что
обусловлены случайными причинами.
Основные
задачи, которые решают с помощью
контрольных
карт:
· получение информации о том,
находится ли процесс под статистическим контролем (определение
стабильности
процесса);
· четкая фиксация отклонений
и систематических
несоответствий для
определения момента подналадки ТП;
· обеспечение мероприятий по
улучшению процесса (определение потребности в его улучшении).
Контрольные
карты находят широкое применение при анализе и регулировании ТП.
Первоначально
КК были созданы для промышленного производства, однако в настоящее
время их
широко используют в сфере обслуживания и в управленческой деятельности,
как на
высших уровнях управления, так и на рабочих местах. Это обусловлено
простотой
построения и применения КК. С ее помощью можно предсказать появление
особых
причин, однако, для выяснения их природы и правильной корректировки
процесса
необходимо дополнительное исследование.
В работе с
КК
различают два этапа: разработка КК и их
ведение.
На
этапе
разработки выбирают необходимые и достаточные для
поставленных целей объем
выборок и промежуток времени между моментами их отбора, а также
определяют
положение контрольных и, если это необходимо, предупредительных границ.
Здесь
же проводится и оценка последствий применения КК. На данном этапе
большую роль
играют экономические факторы. Следует учитывать, что с увеличением
объемов
выборки и сокращением периода между ними растут расходы на контроль, а с увеличением периода между
выборками
сокращаются суммарные расходы на подналадку процесса, зато растут
расходы,
связанные с последствиями необнаруженных вовремя существенных
возмущений. На
практике частоту контроля и объем выборки
определяют опытным путем (последний, как правило, выражается нечетным
числом и
редко превышает 15).
Важнейшим
является процесс определения границ. Поскольку распределения
контролируемого
показателя обычно симметричны, границы проводят на одинаковом
расстоянии от
центральной линии, достаточном для обеспечения малой вероятности выхода
за них
параметра налаженного процесса. Это расстояние должно быть оптимальным:
достаточно малым для обнаружения с
большой вероятностью небольших, но явных, неслучайных возмущающих
воздействий и
достаточно большим для исключения "ложной тревоги" при воздействиях
случайных причин на уровне "шума". Исходя из этого, в практике
принято "трехсигмовое" расстояние от центральной линии для
контрольных границ и "двухсигмовое" – для предупредительных
(вероятность нахождения в них контролируемого параметра в отсутствие
неслучайного
возмущения 99,7% и 95% соответственно).
Следует
особо
подчеркнуть, что между положением контрольных границ и заданной для
показателя
качества нормой (например, границами поля допуска на контролируемый
размер)
функциональной связи на большинстве КК не существует. Если на КК
наносят
выборочные характеристики (например, средние значения или стандартные
отклонения), наносить на нее границы поля допуска вообще недопустимо,
поскольку
контрольные границы и границы поля допуска относятся к различным
случайным
переменным: первые – к контролируемой величине, вторые
– к самому показателю
качества. Наносить границы поля допуска на КК имеет смысл только в тех
случаях,
когда они относятся к текущим значениям показателя качества продукции.
Этап
ведения карт включает в себя отбор выборок в определенные
моменты времени,
подсчет или измерения контролируемого показателя, определение оценок
выборочных
характеристик, нанесение результатов контроля на карту и принятие
решения по
определенным правилам в зависимости от полученного результата. При этом
возможны три варианта действий:
- если
результат лежит внутри предупредительных границ, процесс находится в
статистически управляемом состоянии и не требует корректировки;
- если
результат
– на одной из контрольных границ или за их пределами, процесс
статистически
неуправляем и требует вмешательства
с
целью корректировки. Содержание последней зависит от вида процесса,
информации
о нем и характера возмущающего воздействия. Необходима разбраковка
продукции,
выпущенной ранее, вплоть до предыдущей выборки;
- если
результат лежит между предупредительной и контрольной границами,
предполагают
наличие возмущения и берут дополнительную выборку. При повторном выходе
результата за предупредительные границы процесс корректируют.
Для карт без
предупредительных границ первое правило относится к контрольным
границам, а
последний случай невозможен.
10.2
Виды контрольных карт
Виды КК и
общее руководство по их применению содержатся в [6]
По
типу исходных
данных различают:
- КК для
количественных данных;
-
КК для
альтернативных данных.
Количественные
данные – результат измерений
определенного показателя в каждой единице выборки, который
может быть
выражен как в аналоговой, так и в дискретной форме. Альтернативные
данные
– результаты наблюдения наличия (или отсутствия)
определенного признака
(атрибута) для каждой единицы выборки с подсчетом числа единиц, имеющих
(или не
имеющих) данный признак или числа таких признаков в единице, группе или
во всей
выборке.
Для количественных
данных применяют КК двух видов:
- КК
расположения;
- КК
разброса.
Первая
оценивает меру расположения (центр) данных (например, среднее
выборочное  или
медиану Ме), вторая – меру разброса
(рассеивания)
данных в выборке (например, размах R или
среднеквадратическое отклонение s).
Поскольку контрольные границы КК
расположения являются функциями s, важно убедиться, что
собственный разброс процесса
статистически устойчив. Обычно, такие КК строят парами. или
медиану Ме), вторая – меру разброса
(рассеивания)
данных в выборке (например, размах R или
среднеквадратическое отклонение s).
Поскольку контрольные границы КК
расположения являются функциями s, важно убедиться, что
собственный разброс процесса
статистически устойчив. Обычно, такие КК строят парами.
Одной из
важнейших особенностей КК является использование при сборе данных мгновенных
выборок – выборок, внутри
которых вариацию считают следствием
исключительно случайных причин, тогда как вариация между такими
выборками
обусловлена определенными, т. е. неслучайными причинами. Мгновенная
выборка
должна быть сформирована в условиях воздействия всех обычных для
данного
процесса случайных причин. Объем мгновенной выборки определяется
однородностью
отдельных ее единиц и условий их изготовления (одни и те же материал,
оборудование,
инструмент, режимы, оператор и т.п.), технической возможностью извлечения за относительно
короткий
промежуток времени и экономическими соображениями. При сборе данных и
при
определении контрольных границ должно быть использовано одно и то же
правило
формирования мгновенной выборки. Все собранные данные должны
соответствовать
статистически управляемому процессу.
Для
большинства КК количественных данных принято нормальное распределение.
В КК
расположения в результате усреднения данных чувствительность к
отдельным
случайным отклонениям уменьшается, благодаря чему растет
чувствительность к
сигналу о неслучайном отклонении.
Для альтернативных
данных строят только одну КК для выбранного признака,
основываясь на
биномиальном или пуассоновском законах распределения.
По
назначению различают три основных вида КК:
- КК Шухарта
и
аналогичные им;
- приемочные
КК;
- адаптивные
КК.
Основное
назначение КК Шухарта – оценить, остается
ли процесс в статистически
управляемом состоянии.
Приемочная
КК предназначена для определения критериев приемки процесса.
С помощью альтернативной
КК управляют процессом, планируя его тренд и проводя
упреждающие
корректировки на основе прогнозов.
10.2.1
Контрольные карты Шухарта
Принципиальным
отличием КК Шухарта от других КК является использования контрольных
границ как
средства для решения двух задач:
- оценки
статистической управляемости процесса с
обнаружением дестабилизирующих причин при ее отсутствии;
- контроль
состояния процесса во времени и управления им путем корректировок.
Для этого
контрольные границы на карте проводят от центральной линии на расстоянии ±3sв,
где sв
– среднеквадратическое отклонение, определенное в
первом случае - по мгновенной
выборке,
во втором – по результату предварительного исследования.
Центральной линией
является в первом случае – выборочное среднее, во втором
– центр поля допуска.
В КК Шухарта контрольные границы не привязаны к верхнему и нижнему
отклонениям
поля допуска, поэтому эти КК не применяют для приемки продукции. При
нормальном
распределении в этих границах будет заключено 99,7% средних значений
мгновенных
выборок, а значит, 0,3% таких значений окажутся за их пределами, даже
если
процесс остается в управляемом состоянии. Таким образом, a-риск
(риск ошибки первого рода – принятия ошибочного решения о
неуправляемости
процесса) равен 0,003.
С другой
стороны, необходимо определить величину b-риска
(риска совершить
ошибку второго рода – пропустить действительный сдвиг
процесса) при реальном
сдвиге на величину sв.
Его величина зависит от количества нанесенных на КК средних значений
мгновенных
выборок.
Преимущество
КК Шухарта – их нечувствительность к неслучайным сдвигам
процесса,
несущественным для его качества. При необходимости повышения
чувствительности дополнительно
устанавливают предупреждающие границы на уровне
±2sв и вводят дополнительные
правила принятия
решений. В этом случае увеличивается a-риск
процесса.
При выборе
критерия принятия решений по КК Шухарта не учитывают соответствие
техническим
требованиям (например, допуску).
Существуют
два
основных типа КК Шухарта. На КК первого типа контрольные границы
рассчитаны по
выборочным данным (sв),
но не указаны стандартные значения. По ним определяют, есть ли в серии
выборок
отклонения, превышающие ожидаемые, но чисто случайные. Их применяют для
обнаружения непостоянства комплекса факторов, влияющих на процесс, и
для оценки
воспроизводимости показателей качества продукции на стадиях
исследования,
разработки и постановки ее на производство.
На КК
второго
типа контрольные границы определяют по установленным стандартным
значениям
статистик, наносимых на карту. Они служат для выявления отклонений,
превышающих
установленные (ожидаемые) случайные отклонения. Стандартные значения
устанавливают с учетом:
- имеющихся
предварительных данных;
-
экономических соображений (например, затрат на производство);
- требуемого
значения, указанного в технической документации.
КК этого
типа
оценивают не только постоянство системы причин, влияющих на процесс, но
и
соответствие этих причин стандартным значениям, приведенным в
технической
документации. Их можно разделить на две неравные группы. В первую
группу входят
КК, в которых для каждого наносимого на них значения используют данные
одной
выборки. Во вторую - КК, в которых
используют
для каждого наносимого значения данные нескольких выборок.
Чаще других
применяют КК
Шухарта из первой группы,
приведенные в таблице 10.1.
Таблица 10.1 -
Наиболее употребительные контрольные карты Шухарта
| Тип
дан-ных
| Обозна-
чение и наимено-
вание КК
|
Характеристика КК
| | Аналоговые (непрерывные) |
(X) - карта
выборочных средних и размахов |
Анализ и управление процессами.
Несут о них наибольшее количество информации. R-карту используют вместе с X -
картой для управления разбросом внутри выборки. |
| х-карта
индивидуаль-ных значений
| Данные о процессе поступают
редко и наносятся на КК отдельными точками по мере поступления. Для
определения контрольных пределов x используют текущие
значения размаха Rs,
определенные по
двум последовательно поступающим данным. Строят КК скользящих размахов.
| Д и с к р е т н ы е | p-карта
долей несоответствий | Показатель качества –
процент (доля) дефектов в выборке или их количество на сто изделий.
Используется для выборок переменного объема. |
| np-карта
числа несоответствующих изделий |
Показатель качества –
число бракованных изделий в выборке. Используется для выборок
постоянного объема. | | с-карта
числа несоответствий | Показатель качества –
число дефектов в изделиях одинакового размера |
| u-карта
числа несоответствий на единицу продукции
| Показатель качества (u=c/n)
– число дефектов на единицу учета продукции (кубический,
квадратный или погонный метр, килограмм и т.п.). Применяется для
изделий разного размера.
|
Кроме
этих
КК, в данную группу
входят следующие
карты.
Q-карта
взвешенного
качества. Применяется, если качество определяют методом
весовых
коэффициентов.
D-карта.
Разновидность Q-карты.
Карта
для
нескольких признаков. Показатель качества – одна
статистика выборки для
двух и более характеристик (c2
– для некоррелированных, Т2 –
для коррелированных характеристик).
Карта
трендов. Показатель качества – отклонение
выборочных средних от ожидаемого
тренда уровня процесса, определенного эмпирически или методами
регрессионного
анализа.
Во
вторую группу карт Шухарта,
для построения которой используют данные нескольких выборок, входят
следующие
КК.
Карта
скользящих выборочных
средних и скользящих размахов. Для ее построения берут невзвешенные средние
последних n
измерений, при этом
последний результат заменяет самый первый в этой группе. Усреднение в
данном
случае уменьшает случайные колебания, особенно, если доступен только
один
результат в каждой мгновенной выборке. Карта наглядна, однако исключает
возможность предположения о нормальности распределения.
EWMA-карта
(экспоненциально
взвешенного скользящего выборочного среднего) использует
отдельные текущие
измерения или выборочные средние. Их усредняют, но для более ранних
результатов
весовой коэффициент прогрессивно уменьшается. Эта КК более
чувствительна к
малым сдвигам процесса, по ней легко оценить его средний уровень.
Карту
кумулятивных сумм (кусум-карту) строят по накопленным суммам
отклонений
отдельных измерений или выборочных средних от заданного значения.
Границы в них
устанавливают с помощью масок. Карта быстрее других реагирует на
небольшие
сдвиги процесса и позволяет установить начало этого сдвига.
10.2.2
Приемочные контрольные карты
Основное
достоинство и отличие приемочных КК от КК Шухарта состоит в том, что
процесс,
управляемый с их помощью, не требует жесткого удержания контролируемого
параметра на заданном, стандартном уровне, определенном исходя из
самого
процесса. Достаточно, чтобы среднее его значение оставалось в пределах
некоторой
"приемочной" зоны, ограниченной
браковочным и приемочным уровнями, которые определяются с
учетом альфа-
и бета-риска соответственно. Исходя из этих критериев, и вычисляют
контрольные
границы КК. Слишком тщательно отслеживать и корректировать небольшие
сдвиги не
только экономически нецелесообразно и технически сложно, но, чаще
всего,
вредно, т.к. это приводит к разрегулированию процесса и увеличению
вариации его
параметров. Однако, следует учитывать повышенный риск необнаружения на
этом
фоне значительных отклонений в процессе, поэтому не следует допускать
увеличения разброса в выборках, по которому судят о том, находится ли
процесс в
статистически управляемом и удовлетворительном в отношении поля допуска
состоянии. При удовлетворительном состоянии проводят приемку продукции,
изготовленной
ранее, вплоть до предыдущей приемки. При неудовлетворительном
– вся продукция,
произведенная за тот же период, подлежит разбраковке по данному
параметру
качества.
Таким образом, КК этого типа
позволяют
отказаться от процедуры приемочного статистического контроля,
обеспечивая
уровень качества на уровне установленного значения. Их контрольные
границы
зависят от границ поля допуска и располагаются внутри него. Очевидно,
что эта
КК отличается значительной гибкостью, в том числе и благодаря
асимметричности
границ. С помощью этих приемочных КК определяют, находится ли процесс в
статистически управляемом состоянии относительно внутреннего разброса в
выборках и прогнозируют дальнейшее соответствие параметра установленным
требованиям.
Имеются три
вида приемочных КК.
X-R -карта
выборочных средних и размахов;
p-карта
долей несоответствий;
с-карта
числа несоответствий.
Разновидностью
приемочной КК является модифицированная карта. Ее контрольные границы
определяют путем откладывания трехсигмовых интервалов для
индивидуальных
значений и последующего смещения их внутрь на величину  или, если надо
обеспечить большую жесткость регулирования, на или, если надо
обеспечить большую жесткость регулирования, на  .
Такие границы называют модифицированными. .
Такие границы называют модифицированными.
10.2.3
Адаптивные контрольные карты
Такие КК
применяют, если возможно регулирование процесса со строгим
отслеживанием
стандартного уровня параметра. Для этого необходимо модельное
прогнозирование
хода процесса по его текущему состоянию и своевременная корректировка.
Такие КК
уникальны и основаны на специфике процесса и наличии выраженного
тренда,
который должен поддерживаться. Снижение вариации в этом случае возможно
только
при хорошей модели прогнозирования.
10.3
Анализ состояния технологического процесса с помощью контрольных карт
10.3.1
Типичные состояния процесса
В самом общем
виде можно выделить несколько признаков, характеризующих ТП. Рассмотрим
их на
КК Шухарта.
1. Если точки, наносимые на КК,
располагаются вблизи среднего значения,
ТП считают протекающим стабильно. Такие
отклонения расценивают
как неизбежное
рассеивание показателей качества, не требующее вмешательства в ход
процесса.
2. Если в
расположении точек наблюдается стойкая тенденция к смещению со временем
среднего выборочного к любой из границ, считают, что в ТП возникли
определенные
систематические отклонения от нормы, которые должны быть выявлены и
устранены
(рисунок 10.2а).
3. Если
точки
на карте располагаются вблизи границ допуска или выходят за них,
считается, что
ТП находится в нестабильном состоянии и требует корректировки (рисунок
10.2б). 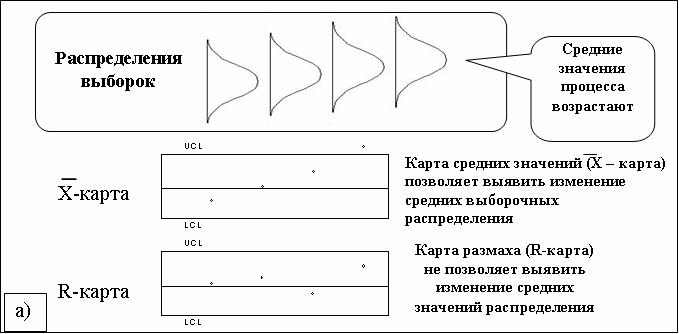
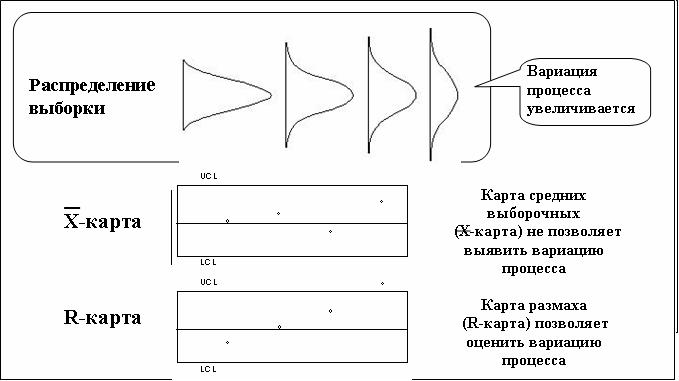
Рисунок
10.2 - Смещение
среднего значения (а) и увеличение
вариации
(размаха) (б) в выборке
Рассмотрим
процесс регулирования ТП на примере КК
Шухарта для количественных и альтернативных данных.
Для
работы с КК определенного типа разрабатывают бланк
специальной формы
(например, форма для  -R-карты
представлена в таблице
Г3 приложения Г). -R-карты
представлена в таблице
Г3 приложения Г).
Для каждой контрольной карты
возможны две
ситуации:
-
нормативные
значения (допуск) для контролируемого
параметра не заданы: контрольные карты служат для обнаружения
вариаций,
обусловленных не случайными причинами;
-
нормативные
значения для контролируемого параметра
заданы: контрольные карты используют для управления
процессом, поддержания
показателя качества и однородности продукции на требуемом уровне.
10.3.2 Работа с -R
– картами для количественного признака, когда нормативные
значения не заданы*
10.3.2.1 Разработка и
ведение -R-
карт с контрольными
границами
Алгоритм работы с КК с целью улучшения ТП
представлен на рисунке Г1 приложения Г.
Работа ведется в следующем порядке:
-
строят -
и R-карты
одну под другой для одних и тех же данных измерений контролируемого
параметра;
приложения
Г) и наносят их на обе КК;
-
собирают данные 20…25 выборок (nВ)
постоянного объема m
каждая для стабильного,
непрерывного процесса, находящегося в статистически управляемом
состоянии (в
общем случае m- не
менее трёх и не более десяти,
в частных случаях выборка может состоять из одного значения);
- заносят данные каждой
выборки в блок данных
КК и для каждой из них находят среднее (  )
и размах(R) по формулам )
и размах(R) по формулам
= ΣХi /m,
(1)
R = (Xi)max
– (Xi)min,
(2)
где Хi
– i-тое значение
контролируемого параметра в выборке,
m – количество
значений в выборке, шт.,
(Xi)max – максимальное
значение
параметра в
выборке,
(Xi)min – минимальное значение
параметра
в выборке;
-
находят среднее средних и среднее размахов  по формулам по формулам
=
Σ ( )/
nВ,
(3)
= Σ R/nВ,
(4)
где nВ
– количество выборок, шт.
Если
выборка состоит из одного значения, находят скользящий размах как
разность
первого и второго измерений, второго и третьего измерений и т.д.
Средний размах
рассчитывают их суммированием и делением на (n-1),
где n
– число измерений. При расчёте
размахов по формуле таблицы Г1 значения коэффициентов Di берут из
таблицы Г2 при n=2 (приложение Г);
-
используя эти
данные, рассчитывают по формулам таблицы
Г1 контрольные границы для среднего (UCLX, LCLX)
и размаха (UCLR, LCLR) и
наносят их на КК в виде
горизонтальных прямых ( и -
сплошные линии; UCLX;
LCLX;
UCLR; LCLR –
пунктирные
линии);
-----------------------------------
* В
разделах 10.3.2 – 10.3.4 использованы материалы работы [8]
-
наносят на
соответствующие карты в виде точек средние
значения ( )
и размахи (R)
всех выборок и соединяют их сплошными линиями;
Пример построенной таким
образом КК приведен в
таблице Г4 Приложения Г для выборок с m=5.
-
проводят анализ контрольных границ по полученным данным:
если
значения и R не выходят за границы
рассчитанных
контрольных границ, то все рассчитанные параметры ( ,
,
UCLХ,
UCLR, LCLХ,
LCLR)
принимают в качестве базовых
для последующего использования этих карт при регулировании ТП;
если
для каких-то выборок значения и (или) R
выходят за рассчитанные
границы регулирования, то эти выборки (смотри [6]) исключают из
рассмотрения, а
для оставшихся выборок описанным выше способом уточняют новые
параметры,
которые аналогичным образом наносят на новую карту; на эту же карту
наносят
фактические значения и R для оставшихся выборок, и их
расположение оценивают по отношению к новым (уточненным) контрольным
границам и
т. д.
Пример
КК, с уточненными
границами, построенной на базе карты, приведенной в таблице Г4, дан в
таблице
Г5 приложения Г;
-
используют найденные
базовые параметры для последующего регулирования производственных
процессов.
При работе с
картами для количественного
признака цена деления шкалы размахов должна быть в два раза больше цены
деления
средних, а разность между верхними и нижними краями значений (Хо)
и R(Ro)
должны соответственно
быть в два раза больше чем разности UCLХ и LCLХ,
UCLR
и LCLR.
10.3.2.2 Анализ КК и управление
технологическим процессом
Целью
анализа КК является
выявление особых возмущающих причин, оценка управляемости ТП и
определение
необходимости корректирующего воздействия.
Анализ
проводят в следующем порядке:
-
анализируют R-карту, оценивая расположение точек
относительно контрольных
границ (выявляют точки, расположенные
вне контрольных границ, участки их необычного расположения
или тренда) в
соответствии с критериями, приведенными в таблице Г 6 приложения Г;
- если
размахи R
находятся в управляемом состоянии и разброс процесса стабилен, то
анализируют –карту
(карта средних), которая позволяет определить изменчивость
положения процесса во времени. На -
карте возможны такие же варианты положения точек
относительно контрольных границ, как и на R – карте с теми же
причинами появления трендов и выхода значений
за контрольные границы. Наличие
неслучайного расположения точек или трендов (даже если все размахи
находятся в
контрольных границах) свидетельствует о неуправляемости или об
изменении
среднего разброса процесса в течение данного интервала времени. Это
указывает
на необходимость корректирующих действий на процесс.
На
рисунке 10.3 приведены некоторые возможные варианты аномального
расположения
точек на –
карте. Следует отметить, что это не исчерпывающий пример, и
каждый процесс может характеризоваться своими особыми аномалиями.
При
установлении по карте средних факта выхода ТП из управляемого состояния
выявляют и устраняют источники особой причины и предотвращают ее
повторение. Подобные
систематические действия приводят ТП в состояние статистической
управляемости.
При этом качество продукции предсказуемо и процесс пригоден для
удовлетворения
требований, установленных в нормативных документах.
При
необходимости проводят дополнительную корректировку КК для случая,
когда
контрольные границы не заданы. При этом заново выполняют все расчеты с
определением ,
,
UCLХ,
LCLх,
UCLR,
LCLR и
в
соответствии с этими данными изменяют вид КК.
10.3.3 Работа с – R
–картами для
количественного признака, когда нормативные значения заданы
10.3.3.1 Разработка и
ведение-R- карт с контрольными
границами
Общая
форма –
R
–карты остается такой же, как и в
предыдущем случае (смотри
таблицу Г3,
приложение Г) с соответствующими изменениями (расчетные формулы и
данные таблиц
Г1 и Г2). Общий вид такой КК с изменениями приведен в таблице Г7
приложения Г.
На нее наносят следующие рассчитанные значения:
-
среднее нормативное значение (середина поля допуска) и среднее
нормативное
размаха (половина ширины поля допуска) (сплошной линией):
где
ТВ
и ТН –
соответственно верхняя и нижняя граница поля допуска
по ТД;
-
верхнюю (ТВ) и нижнюю (ТН)
границы поля
допуска (штрих-пунктирными линиями) для -
и R-
карт соответственно;
-
верхнюю и нижнюю контрольные границы для среднего арифметического (UCLХо,
LCLХо)
и размаха (UCLRo,
LCLRo),
рассчитанные по формулам таблицы Г1 при значениях σ = (ТВ
– ТН)/6
(пунктирными линиями).
При
упрощенных расчётах на карты наносят ТВ,,
ТН,, а UCL и LCL рассчитывают как величины,
расстояние между которыми равно 0,65(ТВ-ТН).
Таким
образом, при построении КК в рассматриваемом случае используют только
значения
границ поля допуска по ТД и никаких дополнительных исследований
процесса не
требуется. Схема такой совмещенной – R – карты
приведена на рисунке 10.4, откуда видно, что в отличие от КК
предыдущего
раздела эти карты дополнительно содержат контрольные
линии (ТВ и ТН)
для – карты и (ТВ
– ТН) для R
– карты, а также дополнительные
зоны
неопределенности и неприемлемых значений.
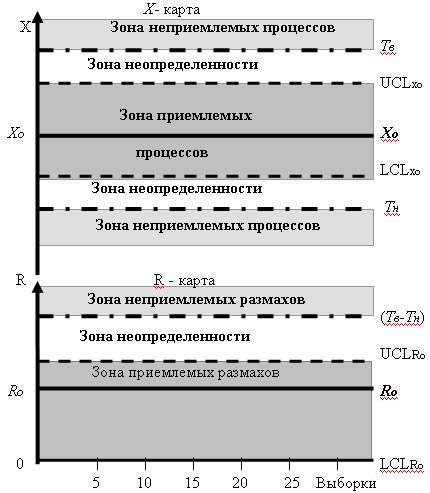
Рисунок 10.4
- Схема расположения зон в КК с нормированными значениями
10.3.3.2
Анализ КК и управление технологическим процессом
При работе с такими КК сбор, обработку данных и их
анализ осуществляют по описанным в разделе 10.3.2 правилам с той лишь разницей,
что если значения R и попадают в зону
неприемлемых значений, то технологический процесс останавливают; изделия,
изготовленные в период от взятия
предыдущей выборки и далее, бракуют; срочно находят и устраняют причины этих
отклонений, после чего процесс запускают снова.
Попадание данных в зону неопределенности говорит о
том, что процесс находится в критическом состоянии и при непринятии надлежащих
мер (корректирующих действий) есть вероятность оказаться в зоне неприемлемых значений.
Пример работы с такой картой приведен в таблице Г8 приложения Г.
10.3.4 Работа с р-, np–, 100р-, c- и u–
контрольными картами для альтернативного признака
Карты этого типа служат для контроля:
- доли несоответствующих единиц продукции или бракованных изделий (р);
- числа несоответствующих единиц продукции или количества дефектных изделий
(nр);
- процента несоответствующих единиц продукции или дефектных изделий
(100р);
- числа несоответствий или количества дефектов (c);
- числа несоответствий или числа дефектов на единицу продукции (u).
Границы регулирования этих карт рассчитывают с учетом формул, приведенных
в таблице В1 приложения В для случаев, когда:
Выход за границу LCL (если она
выше нуля) указывает на повышение качества и, как правило, не требует вмешательства.
При заданных стандартных значениях (р0, nр0,
100р0, с0, u0)
контрольные линии КК рассчитывают с их использованием без дополнительного
исследования процесса.
Если объемы выборок постоянны
или не отличаются от среднего объема более, чем на 25%, применяют np- и c-карты; p-, 100p- и u-карты применяют
в любой ситуации.
Если объём выборки изменяется более, чем на 25% от среднего
значения, для каждой серии выборок
конкретного объема рассчитывают свои контрольные границы.
Продемонстрируем работу с КК для альтернативного признака на двух примерах.
Пример1.
При работе на токарном автомате из
партии деталей ежедневно контролируют выборки объемом n=800 шт. каждая. Данные контроля приведены в таблице
10.2.
Таблица 10.2 - Результаты контроля
|
№
выборки
|
Число дефектных
изделий nр,
шт.
|
Доля дефектных
изделий, р
|
Процент дефектных
изделий 100р, %
|
|
1
|
4
|
0,0050
|
0,50
|
|
2
|
8
|
0,0100
|
1,00
|
|
3
|
0
|
0,0000
|
0,00
|
|
4
|
6
|
0,0075
|
0,75
|
|
5
|
4
|
0,0050
|
0,50
|
|
6
|
2
|
0,0025
|
0,25
|
|
7
|
10
|
0,0125
|
1,25
|
|
8
|
8
|
0,0100
|
1,00
|
|
9
|
4
|
0,0050
|
0,50
|
|
10
|
2
|
0,0025
|
0,25
|
|
|
Σnр = 48
|
Σр = 0,060
|
Σ100р = 6,0
|
С использованием этих данных
построить для этих данных р-, nр- и 100р-
карты для случая, когда нормативные значения не заданы.
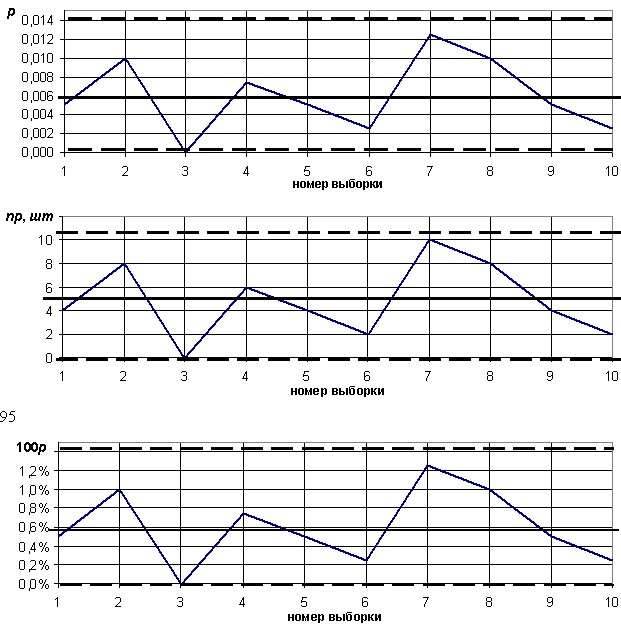
Рисунок
10.5 - р-, nр-
и 100р – карты контроля деталей, обрабатываемых на токарном автомате
Из анализа данных следует, что процесс
находится в статистически управляемом состоянии. Если бы какая-либо точка вышла
за пределы верхней контрольной границы, то это на стадии разработки карт стало
бы основанием для корректировки контрольных границ, а на стадии использования
КК явилось бы сигналом для выяснения причин, вызванных увеличением брака, с
последующей разработкой и реализацией предупреждающих и регулирующих действий.
Очевидно, что р-, nр- и 100р – карты отличаются друг от друга только масштабом оси ординат, но наиболее удобной с точки
зрения восприятия и анализа данных представляется карта 100р. Тем более
что в этом случае требование одинакового числа данных в каждой выборке не
обязательно.
В тех случаях, когда
объемы мгновенных выборок (всего – m выборок) не одинаковы (n1¹n2¹…¹nm), среднее
значение рассчитывают по формулам (10) – (14):
Для практического
применения рекомендуются 100 –карты, общий вид которых и пример исследования приведены в
таблицах Г9 и Г10 приложения Г соответственно. –карты, общий вид которых и пример исследования приведены в
таблицах Г9 и Г10 приложения Г соответственно.
Одновременно с любыми КК
рекомендуется заполнять карты, форма и пример заполнения которых приведены в
таблицах Г11 и Г12 приложения Г соответственно, куда заносят особенности
процесса при его выполнении. Это позволит, при необходимости, выявить источник
особой причины и устранить ее.
Пример 2 -
В цехе испытания машин предприятия в течение 12 месяцев испытывали комбайны «Дон-1500Б» с ежемесячной
фиксацией общего количества выявляемых дефектов и количества дефектов на один
комбайн. Полученные данные приведены в таблице 10.3.
Таблица 10.3 – Результаты ежемесячного контроля дефектов
комбайнов
«Дон-1500Б» в цехе испытания машин
|
Показа-тель
|
Данные по месяцам
|
Сумма
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
|
Количество испытанных комбайнов
(ni, шт.)
|
272
|
295
|
281
|
335
|
349
|
359
|
280
|
277
|
299
|
286
|
268
|
291
|
3592
|
|
Количество выявленных дефектов
(с, шт.)
|
57
|
44
|
37
|
67
|
76
|
56
|
58
|
63
|
70
|
55
|
62
|
59
|
704
|
|
Количество дефектов на один комбайн, (u,шт.)
|
0,21
|
0,15
|
0,13
|
0,20
|
0,22
|
0,16
|
0,21
|
0,23
|
0,23
|
0,19
|
0,23
|
0,20
|
2,36
|
С использованием этих
данных построить c-
и u-контрольные
карты, когда нормативные значения не заданы.
Решение
1 Общее количество
испытанных комбайнов – 3592 (смотри таблицу 10.3)
или в среднем 3592/12 =
299,3 комбайна в месяц.
Если пределы изменения
подгруппы ±25%
от среднего, то количество комбайнов, которые испытывают ежемесячно, должно
быть в пределах 224-374 шт. Фактические данные (268-359 шт.) не выходят за эти
пределы. Поэтому строят c-контрольную
карту для случая примерно постоянного объёма каждой выборки с нахождением
единых контрольных границ.
2 Находят средние линии:
4 Строят и анализируют
контрольные карты
По результатам
выполненных расчётов и данных таблицы 10.3 строят контрольные c- и u-карты, приведенные на рисунке
10.6. Карты показывают, что процесс находится в состоянии статистической
управляемости. В противном случае необходимо было бы применять предупреждающие
и корректирующие действия.
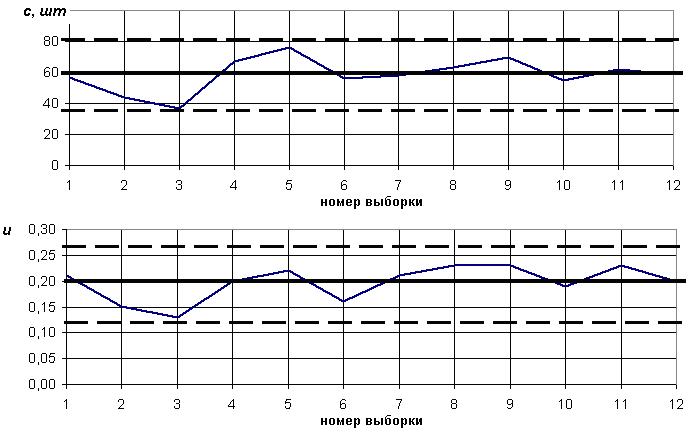
Рисунок 10.6 - c- и u-карты
контроля дефектов комбайнов «Дон-1500Б»
|