Раздел IV.
МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
НАЗАД:
4.2.3. Влияние азота на
свойства металлов
4.2.4. Влияние водорода на свойства металлов
Водород может явиться
защитным газом, предохраняющим металл от насыщения его кислородом и азотом, так
как водород образует с ними химические соединения. На этом свойстве водорода
основана атомно-водородная сварка неплавящимися электродами дугой косвенного
действия, разработанная в 1925 г. И. Лангмюром. Сварка осуществляется на токах
до 100 А в среде чистого водорода (99,95 ¸ 99,99 %).
Свариваются
малоуглеродистые тонколистовые стали, чугун малой толщины, а алюминиевые и
магниевые сплавы только с применением флюсов. Столб дуги имеет температуру 3700
0С. В столбе дуги происходит диссоциация молекулярного водорода на
атомарный. Атомарный водород под напором защитной струи устремляется к
свариваемым деталям. Достигая поверхности относительно холодного металла,
атомарный водород переходит в молекулярную форму, выделяя при этом тепло,
затраченное на процесс диссоциации. Следовательно, водород в этом случае играет
двойную роль – защищает зону плавления от воздуха и является переносчиком части
тепла от сварочной дуги. Так как с металлом соприкасается молекулярный водород,
то растворимость его в металле будет невелика.
Сварка плавящимся
электродом в среде водорода неприемлема, так как процесс неустойчив, формирование
плохое, шов пористый.
Атомарный водород легко
растворяется во всех металлах. Этому способствует высокая степень диссоциации
молекулярного водорода при температурах, имеющих место в столбе дуги. Так, при
Т = 5000 К степень диссоциации водорода a = 0,94.
Растворимость водорода в
железе следующая:
|
Т, 0С |
20 |
1530 |
2500 |
|
[Н], см3/100г |
10-3 |
25 |
44 |
0,001 % водорода в стали
соответствует 11,2 см3/(100г металла).
При охлаждении избыточный
водород стремится выделиться из металла. Это приводит к напряжениям, трещинам
различного рода, хрупкости (водородная хрупкость), пористости, снижению
пластичности, длительной прочности (рассчитываемой на 105 часов
эксплуатации сварного соединения). Выделяющийся из твердого раствора водород
скапливается в микропустотах (дефектах кристаллической решетки металла), где он
переходит в молекулярную форму. Напряжения в микропустотах при комнатной
температуре могут достигать до 106 атм. Скопление водорода в
микродефектах приводит к макротрещинам, порам.
С высокоактивными
элементами (Ca, Pd, V, Ti, Ta, Nb, Zr, Th, РЗЭ) водород образует гидриды, которые при
температуре выше 700 0С разлагаются, создавая напряжения. Водород
способствует радиационной хрупкости металла. В медных и никелевых сплавах может
быть явление, называемое водородной болезнью. В данных сплавах всегда есть
какое-то количество оксидов. Растворенный водород может вступить во
взаимодействие с этими окислами в качестве раскислителя:
Cu2O + 2H ® 2Cu + H2O; (4.6)
NiO + 2H ® Ni + H2O; (4.7)
Образовавшиеся пары воды
стремятся выйти из металла, создают большие напряжения, способные привести к
образованию трещин.
Водород, стремящийся выйти
из металла, является одной из причин образования как горячих, так и холодных
трещин.
С увеличением легирования наплавленного металла его
склонность к водородному охрупчиванию растет (см. рис. 43). С увеличением
содержания водорода в низколегированных сталях до 7,3 см3/100 г
критическая температура хрупкости возрастает на 80 0С.
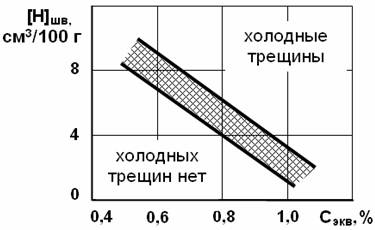
Рис. 43. Влияние содержания водорода на
появление холодных трещин в металле шва, Сэкв – эквивалент углерода
в присадочной проволоке:
![]()
В сталях мартенситного
класса критическим содержанием водорода в наплавленном металле, выше которого в
сварных соединениях наблюдаются холодные трещины, является 10 см3/100
г.
Исходное содержание водорода в сталях – от 3 до 8 см3/100
г. В металле шва при сварке сталей содержание водорода соответствует табл. 8.
Таблица 8. Содержание
водорода в металле шва при сварке сталей
|
Способ сварки |
Содержание водорода,
см3/100 г |
|
1. РДС электродами с
покрытием: - кислым - рутиловым - основным - целлюлозным |
15 £ 30 2 ¸ 6 £ 50 |
|
2. Газовая |
5 |
|
3. В углекислом газе |
4 |
|
4. Под флюсом |
4,4 |
Часть водорода может выделиться из твердого металла.
Это диффузионный водород в отличие от остаточного. Диффузионный водород влияет
на образование как холодных, так и горячих трещин, пористости металла шва.
Остаточный водород влияет на длительную прочность металла.
Источники водорода при
сварке следующие:
-
влага (в
сварочных материалах, на поверхности основного и присадочного металлов);
-
загрязнения
органического характера (масла), ржавчина на поверхности основного и
присадочного металлов;
-
продукты разложения
органических компонентов электродных покрытий:
Cn(H2O)m ® CO + H2. (4.8)
Для получения качественного
сварного соединения надо уменьшать содержание водорода в металле шва. Для
оборудования АЭС остаточное содержание водорода (во избежание радиационной
хрупкости) в металле шва не должно превышать 2 см3/100 г.
При сварке алюминиевых
сплавов содержание водорода более 0,7см3/100г приводит к пористости
металла шва. Отрицательное влияние водород оказывает и на другие сплавы – титановые,
никелевые и пр.
Для уменьшения содержания
водорода в металле шва рекомендуют:
·
выполнять сушку
или прокалку сварочных материалов перед сваркой;
·
ограничивать
содержание влаги в защитных газах;
·
подвергать
очистке поверхности основного и присадочного металла перед сваркой;
·
ограничивать
число проходов;
·
использовать
постоянный ток обратной полярности;
·
создавать
некоторую окисленность газовой фазы за счет добавления в нее небольшого
количества кислорода или углекислого газа (см. рис. 44). В этом случае возможно
протекание следующих реакций:
{CO2} + {H} ® {CO} + {OH} (4.9)
{O} + {H} ® {OH} (4.10)
{O2} + {H2} ® 2{OH) (4.11)
·
связывание
водорода в газовой фазе с образованием HF.
Последовательность
протекания этого процесса следующая:
2(CaF2) + 3(SiO2) ® 2(CaSiO3) + {SiF4} (4.12)
{SiF4} + 3{H} ® 3{HF} + {SiF} (4.13)
Кроме того, возможны
реакции:
{SiF4} +2{H2O} ® (SiO2) + 4{HF} (4.14)
(CaF2) + 2{H2O} ® (Ca(OH)2) + 2{HF} (4.15)
Аналогично реакциям (4.12),
(4.13) протекает реакция CaF2 c TiO2:
3(TiO2) + 2(CaF2) + 3{H} ® 2(СаTiO3) + {TiF} + 3{HF} (4.16)
·
предварительный и
сопутствующий подогрев. Подогрев позволяет повысить пластические свойства
металла, т.е. его сопротивляемость хрупкому разрешению, снижает неравномерность
нагрева, т.е. величину сварочных напряжений, повышает диффузию водорода из
металла в окружающую среду.
·
термический отдых
(выдержка при температуре 150 ¸ 200 0С в течение 12 ¸ 20 часов для удаления диффузионного водорода);
·
термообработку
сварных соединений после сварки (чаще всего высокий отпуск) с целью уменьшения
содержания водорода, сварочных напряжений и вероятности образования холодных
трещин.
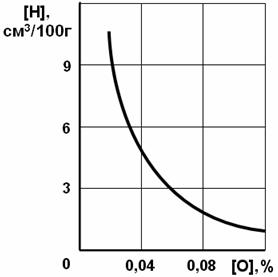
Рис.44. Зависимость
содержания водорода в стали от степени
её окисленности
При сварке закаливающихся сталей
при невозможности провести после сварки термообработку применяют аустенитные
сварочные материалы. Аустенитная структура металла шва снижает содержание
водорода в зоне термического влияния по сравнению с его исходным содержанием.
ДАЛЕЕ:
4.3. Шлаковая фаза при сварке
плавлением