Раздел IV.
МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
НАЗАД:
4.2.2. Влияние кислорода на
свойства металла
4.2.3. Влияние азота на свойства металлов
Азот растворим в тех
металлах, с которыми он образует нитриды. Азот не растворим в Au, Ag, Co, Cu. С железом он
образует два нитрида – Fe2N и Fe4N. Они образуются при температурах ниже 592 0С,
а при температурах выше 700 0С – распадаются. Растворимость азота в
железе:
|
Т, 0С |
20 |
1530 |
2500 |
|
[N], % |
0,001 |
0,04 |
0,06 |
Исходная концентрация азота
в сталях:
от 0,002 ¸ 0,003 % в спокойных сталях;
до 0,04 ¸ 0,08 % в кипящих сталях.
Содержание азота в сталях
порядка 0,001 % соответствует 1,6 см3/(100 г металла). Весь
избыточный азот (выше предельной его растворимости при данной температуре) находится
в металле в виде нитридов. Нитриды железа имеют игольчатую форму, поэтому
ухудшают пластические свойства металла (d, y, КСV или КСU). Но прочностные свойства сталей, твердость металла с
повышением содержания азота возрастают (см. рис. 42).
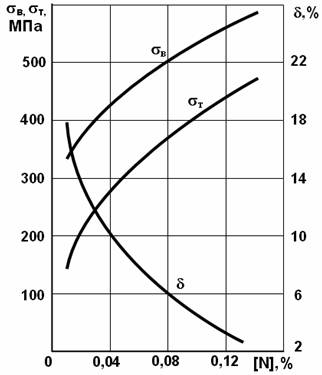
Рис.42. Влияние азота на
механические свойства стали
Азот в сталях приводит к
старению сплава, увеличивает чувствительность к термообработке, придает металлу
хладноломкость, синеломкость, увеличивает электросопротивление металла. Азот в
значительной степени оказывается виновным в пористости металла шва. Кислород
способствует насыщению сталей азотом. Так, при сварке малоуглеродистых сталей в
чистом азоте его содержание в металле шва составляет 0,031 %, а при сварке на
воздухе – 0,128 %. Титан горит в среде азота, при содержании азота в титановых
сплавах выше 0,05 % возникают холодные трещины.
По содержанию азота в
металле шва судят о качестве защиты зоны плавления.
Содержание азота в металле
шва при различных способах сварки сталей приведено в табл. 7.
Таблица 7. Содержание азота
в металле шва
|
Способ сварки |
Содержание азота, % |
|
Сварка плавящимся электродом
открытой дугой голой проволокой |
0,08 ¸ 0,23 |
|
РДС покрытыми электродами |
0,01 ¸ 0,04 |
|
Сварка в аргоне или
углекислом газе |
0,02 ¸ 0,03 |
|
Сварка под флюсом |
Менее 0,01 |
|
Сварка порошковой проволокой
открытой дугой |
0,015 ¸ 0,04 |
|
СОДГП |
До 0,12 |
Для уменьшения содержания
азота в металле шва рекомендуют:
-
защиту зоны
плавления от воздуха;
-
создание окисной
или шлаковой пленки на поверхности металла;
-
уменьшение
содержания азота в защитных газах (аргоне, углекислом газе) до 0,05 % и менее;
-
сварку короткой
дугой;
-
легирование
элементами, образующими термически стойкие растворимые в металле нитриды
(например, в железе нитриды Al, Ti, Mn, Si, V, Nb, Mo, Cr).
Однако возможна сварка
плавящимся и неплавящимся электродом меди в чистом азоте. Азот должен содержать
кислорода не более 0,01 %. При сварке неплавящимся электродом горелка должна
обеспечивать двойную защиту – вольфрамовый электрод – аргоном, а зону плавления
– азотом.
Процесс сварки плавящимся
электродом неустойчив, сопровождается повышенным разбрызгиванием,
неудовлетворительным формированием шва. Использование ИДС в этом случае должно
существенно улучшить процесс сварки.
В 1963 г. на кафедре сварки
Киевского политехнического института под руководством Дятлова В.И. разработана
технология сварки плавящимся электродом высокоаустенитных жаропрочных и
нержавеющих сталей в среде чистого азота на режимах, соответствующих короткой
дуге. Содержание азота в металле шва до 0,162 %, пористости не наблюдалось,
эксплуатационные свойства сварного соединения соответствовали основному металлу.
Азот модифицирует структуру аустенитно-ферритных сталей, повышает стойкость
против горячих трещин глубокоаустенитных сталей. Если осуществлять сварку этих
сталей без защиты на воздухе, то содержание азота в металле шва составляет от
0,286 до 0,360 % (в зависимости от числа проходов).
В том же 1963 году в ИЭС
разработана сварка открытой дугой голой легированной проволокой (СОДГП) на
режимах, соответствующих короткой дуге. Для этих целей созданы две марки
проволоки – Св-20ГСЮТА (для сварки на обратной поверхности) и Св-15ГСТЮЦА (для
сварки на прямой поверхности). Содержание азота в металле шва до 0,12 %. Данные
проволоки обеспечивают надлежащие свойства сварных соединений из малоуглеродистых
сталей. Большое содержание легирующих элементов в проволоке обеспечивает
связывание кислорода и азота в химические соединения, в значительной степени
удаляемые из металлической фазы. Проволоки содержат от 0,4 до 0,8 % РЗЭ, из них
почти половина этого количества – церий. РЗЭ способны не только связывать
кислород и азот, но и производить рафинирование металла шва (очистку его от
серы и фосфора), модифицирование его структуры. Это значительно повышает
механические свойства металла шва.
Несколько позже в нашей
стране разработана проволока для сварки открытой дугой меди. Проволока содержит
до 2% легирующих элементов (раскислителей) и РЗЭ. Обеспечивается стабильность
процесса. Возможна сварка этой проволокой стали с медью.
В 70-х годах прошлого
столетия в Японии разработана проволока для СОДГП нержавеющих сталей.
ДАЛЕЕ:
4.2.4. Влияние водорода на
свойства металлов