Раздел II.
ИСТОЧНИКИ НАГРЕВА ПРИ СВАРКЕ
НАЗАД:
2.2.4. Способы зажигания дуги
2.2.5. Перенос металла в дуге
Характер
переноса электродного металла в сварочную ванну оказывает значительное (иногда
определяющее) влияние на технологические свойства дуги:
-
пространственную устойчивость процесса;
-
разбрызгивание металла сварочной ванны;
-
формирование шва;
-
интенсивность металлургических процессов между металлом, шлаком и газом.
В основном перенос электродного металла в сварочную ванну осуществляется
в виде капель, лишь 10-25 % – в парообразном состоянии.
Наилучшее
формирование шва обеспечивается при сварке неплавящимся электродом. Отсутствие
возмущения сварочной ванны позволяет получить гладкий шов с минимальной
чешуйчатостью (вызванной периодичностью кристаллизации сварочной ванны), без подрезов,
разбрызгивания. Такое соединение чаще всего не требует зачистки его от брызг.
Брызги не засоряют сопло при сварке в защитных газах, что, в свою очередь, не
нарушает ламинарное истечение защитного газа и обеспечивает качественную защиту
зоны плавления от окружающей среды.
Однако применение этого процесса
ограничено дефицитностью защитных газов (Ar, He), их высокой
стоимостью, а также низкой производительностью процесса. Плотность тока (i =
10-15 A/мм2) и скорость сварки (Vсв = 5-8 м/ч) соответствуют
РДС плавящимся электродом, а себестоимость 1 кг наплавленного металла
значительно выше. Кроме того, при сварке неплавящимся электродом небольшая
величина проплавления металла. Поэтому сварка неплавящимся электродом
применяется только для изготовления ответственных изделий небольших толщин или
средних толщин из легких сплавов.
При сварке под флюсом
плавление металла (свариваемого и электродного) осуществляется в замкнутом
объеме, ограниченном сверху вязкой шлаковой оболочкой. Даже при неспокойном
отделении капель от конца расплавляемого электрода этот металл, как правило, не
покидает этого замкнутого объема. Имеющийся шлаковый покров формирует плавный
шов с минимальной чешуйчатостью.
Потери электродного металла при сварке под флюсом не превышают 1 ¸ 2 % (иногда 0,5 %). Эти потери связаны в основном
с выгоранием (окислением) металла. Но сварка под флюсом применяется только для
протяженных швов (более 1,5 ¸ 2 м) в нижнем положении.
По данным Института электросварки им. Е.О. Патона 50 % всех швов в
сварных конструкциях имеют длину до 300 мм, а с учетом прихваток и длин швов до
500 мм эта величина составляет 70 %. Поэтому абсолютное большинство сварных
конструкций выполняется открытой дугой – ручной дуговой сваркой (РДС)
плавящимся электродом, сваркой в защитных газах и порошковой проволокой (ПП).
При этом, как правило, до (15 ¸ 25) % расплавленного
металла (условно считают, что именно электродного) теряется на испарение,
выгорание (окисление) и разбрызгивание.
При наиболее благоприятном переносе металла (струйный при сварке в
защитных газах) эти потери составляют лишь (3 ¸ 4) %.
Снижение разбрызгивания металла имеет большое народнохозяйственное
значение. Это позволяет не только уменьшить расход электродной проволоки, но и
другие составляющие технологической себестоимости сварной конструкции: электроэнергии
(ее расход составляет до 4-5 кВт×ч на 1 кг наплавленного
металла), трудоемкости изготовления конструкции (времени на сварку и очистку
сопла и свариваемого изделия от брызг), защитного газа, амортизационных
отчислений.
Основные
формы переноса металла через дугу
Существуют три разновидности процесса дуговой сварки (рис. 18):
-
сварка короткой дугой;
-
сварка длинной дугой;
-
сварка с обрывами дуги.
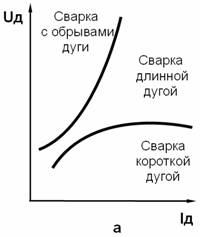
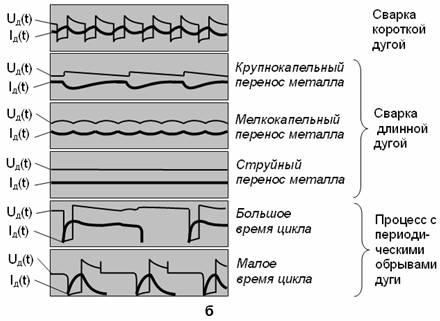
Рис.18. Разновидности
процесса дуговой сварки:
а – области существования разновидностей процесса;
б – осциллограммы тока и напряжения
Изучение процесса переноса металла через дугу осуществляется скоростной
киносъемкой (от 103 до 106 кадров в секунду), совмещенной
с осциллографированием основных параметров дуги (ток, напряжение).
Осциллограммы тока и напряжения
дуги основных разновидностей процесса дуговой сварки приведены также на рис.
18.
Сварка
короткой дугой
Сварку короткой дугой называют иначе сваркой с периодическими
замыканиями дугового промежутка каплей расплавленного электродного металла.
Сварка короткой дугой может наблюдаться при РДС (меловым или
качественным электродом) в потолочном положении, но наиболее она характерна для
сварки в СО2 на низких режимах. Характерным признаком этого процесса
является соизмеримость длины дуги с диаметром электрода (lД £ dэ). Поэтому напряжение дуги
лишь на немного превышает сумму катодного и анодного падений напряжения (UД = 17¸22 В). По данным Сэлэджан (Румыния) при
сварке короткой дугой в защитных газах величина тока в зависимости от диаметра
электрода определяется уравнением:
IД = 125,5 dэ - 32,25; A. (2.18)
При сварке в СО2 напряжение дуги, соответствующее наилучшему
формированию шва и устойчивости процесса, равно
UД = (14 + 0,05 IД) ± 1; B. (2.19)
При сварке короткой дугой ориентировочно IД = 100dэ (dэ в мм), а плотность тока i = (70¸120) A/мм2.
Характер переноса металла через дугу при таком процессе предоставлен на
рис. 19.
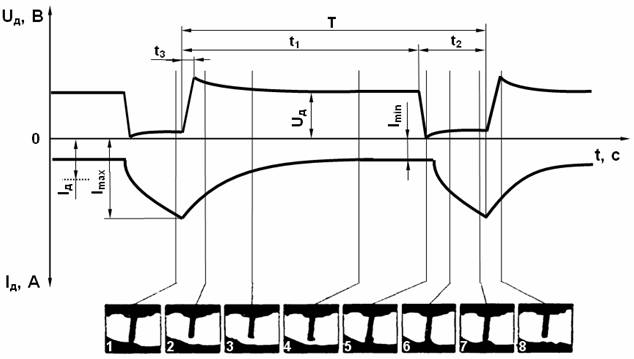
Рис.
19. Осциллограмма тока и напряжения дуги и характерные фотографии дугового промежутка:
Т – общее время цикла; t1 – время горения дуги; t2 – время короткого
замыкания (КЗ) дугового промежутка; t3 – время восстановления
напряжения после взрыва шейки жидкого металла; I max
– максимальная величина тока (IКЗ); Iд – средняя величина тока; Imin – минимальная величина сварочного тока; Uд – напряжение дуги
Процесс горения дуги
чередуется с периодическими замыканиями дугового промежутка каплями
электродного металла. Число коротких замыканий n может быть от нескольких
десятков до 150 в секунду и зависит от режима сварки (I и U), диаметра и материала
электрода, электрических параметров сварочной цепи (индуктивности и активного
сопротивления):
n = 1/T; (1/c), (2.20)
где Т – время цикла, равное сумме времени короткого
замыкания и горения дуги. Обычно время короткого замыкания дугового промежутка
составляет примерно одну треть времени горения дуги.
С увеличением тока число коротких замыканий возрастает, при возрастании
напряжения дуги, активного и индуктивного сопротивлений число коротких
замыканий уменьшается.
При сварке короткой дугой в момент короткого замыкания напряжение дуги
резко падает, ограничиваясь лишь падением напряжения в вылете электрода, а ток
в цепи резко возрастает. В этот момент жидкая перемычка представляет собой
проводник переменного сечения (см. рис. 20), в котором действуют силы
пинч-эффекта (иначе их называют силы Лоренца, электродинамические или
пондеромоторные силы). Эти силы пропорциональны квадрату силы тока. Они
стремятся сжать и разорвать перемычку.
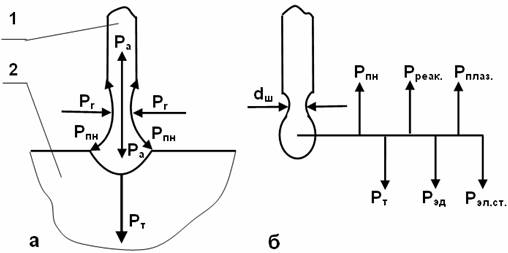
Рис. 20. Силы, действующие
на жидкую перемычку при сварке в нижнем положении:
а – при сварке короткой
дугой; б – при сварке длинной дугой. 1 – электрод; 2 – основной металл; dш – диаметр шейки; Рэд
– электродинамическая сила; Ра и Рr – ее радиальные и аксиальные
составляющие; Рпн – сила поверхностного натяжения; Рт –
сила тяжести; Рпл – сила
давления плазменного потока; Рреак – реактивное давления
испаряющегося материала электрода; Рэл.ст. – электростатическая сила,
создающая поток газа и пара от электрода
При благоприятном подборе режима сварки и параметров электрической цепи
капля может спокойно стекать с электрода в сварочную ванну (за время нескольких
сотых долей секунды). Однако мгновенное выделение большой энергии (ток КЗ
большой, время разрыва перемычки – тысячные доли секунды) может привести к
взрывообразному разрыву перемычки, сопровождающемуся разбрызгиванием
электродного металла и выплеском его из сварочной ванны (околошовные выплески).
Взрывообразное выделение энергии наблюдается и в момент возбуждения дуги
с короткого замыкания дугового промежутка (второй взрыв), так как ток еще не
снизился со своей пиковой величины, а напряжение дуги достигла максимума,
соответствующего напряжению холостого хода источника питания.
Следует отметить, что при
сварке в потолочном положении именно пинч-эффект обеспечивает перенос
электродного металла в сварочную ванну.
Удерживают металл на конце электрода (и сварочную ванну в потолочном
положении) силы поверхностного напряжения.
При РДС покрытыми электродами газовое дутье способствует переносу
металла через дугу. Общий газовый поток в дуге имеет скорость порядка 106
см/с. Обычно РДС протекает длинной дугой или же с редкими замыканиями дугового
промежутка (от нескольких до 20 в секунду, но чаще всего до 6 ¸ 10).
При сварке короткой дугой различают мелкокапельный перенос, когда
диаметр капли dК не превышает диаметра электрода dэ, и крупнокапельный, когда dК ³ 1,5dэ.
Сварка
длинной дугой
При длине дуги lД ³ (1,5 ¸ 2)dэ короткие замыкания
отсутствуют, сварка идет непрерывно горящей (длинной) дугой. Такой процесс
наблюдается при РДС, под флюсом и в защитных газах при повышенных плотностях
тока (IД > 200dэ или i >
120 A/мм2).
Перенос металла с электрода в сварочную ванну осуществляется путем
отрыва капли от конца электрода и ее полета в межэлектродном пространстве.
Капля на конце электрода удерживается силами поверхностного натяжения,
реактивным давлением испаряющегося материала электрода и плазменным потоком
(давлением дуги, пропорциональным току в какой-то степени n >
2). Отрывающее воздействие на каплю оказывают силы пинч-эффекта (электродинамические
силы), сила тяжести и электростатическая сила, создающая поток газа и пара от
электрода (см. рис. 20).
При малой плотности тока на каплю в основном действуют силы тяжести,
поверхностное натяжение, пинч-эффект и плазменный поток (катодный или анодный).
В сварочной дуге потоки газов и паров, исходящих с активных пятен,
взаимодействуют друг с другом. Характер дуги определяется в зависимости от
того, какой из потоков окажется мощнее. Результирующий поток в дуге оказывает
не только механическое воздействие на электрод, в сторону которого он
направлен, но и определяет характер образования капель жидкого металла на
электроде, т.е. определяет характер переноса металла через дугу. Например, в
мощной дуге при сварке в СО2 на прямой полярности капля формируется
на боковой поверхности электрода (рис. 21) и вырастает до значительных
размеров, так как поддерживается над сварочной ванной анодным потоком, который
превосходит по величине катодный поток. Поэтому сварку плавящимся электродом в
защитных газах выполняют только на обратной полярности.
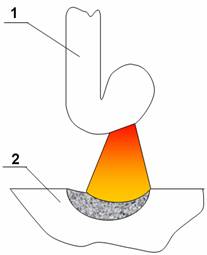
Рис.
21. Формирование капли на электроде на прямой полярности в СО2:
1
– электрод; 2 – основной металл
Воздействие дуги на сварочную ванну именуют газодинамическим напором.
Его следует рассматривать как результат совместного действия механических и
электромагнитных сил, возникающих в дуговом промежутке. В межэлектродном
промежутке энергия не является постоянной во времени. Возбуждение дуги
сопровождается мгновенным испарением (взрывом) части жидкого металла перемычки
между электродом и ванной. При этом тепловое расширение паров металла и газа
дугового промежутка носит взрывообразный характер. Давление дуги резко
возрастает и на сварочную ванну действует импульсная механическая нагрузка или
газодинамический удар.
Этот удар приводит к появлению волны жидкого металла, перемещающегося в
хвостовую часть сварочной ванны. По мере передвижения волны ее высота снижается
вплоть до нуля. Вязкая среда гасит эти колебания жидкости. Частота колебаний
ванны соответствует частоте переноса электродного металла. В момент отрыва
капли ей сообщается ускорение как под действием пинч-эффекта, так и напора
плазменной струи.
При сварке длинной дугой перенос металла может быть:
-
крупнокапельным (dК ³ dэ);
-
мелкокапельным (dК £ dэ);
-
струйным (dК = 0,3 ¸ 0,75 dэ при частоте их следования
до 180 ¸ 200 в секунду).
Размер капель определяется в первую очередь режимом сварки. Изменение
диаметра капли в зависимости от величины силы тока при сварке в СО2
проволокой диаметром 1,0 мм представлено на рис. 22.
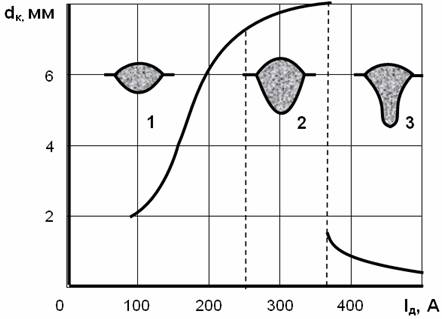
Рис. 22. Влияние величины тока
на размер капель электродного металла при сварке в СО2 проволокой
диаметром 1,0 мм:
1 – область
сварки на низких режимах; 2 – область сварки на повышенных режимах; 3 –
область струйного переноса металла
На графике разделяют три области:
1 – область сварки на низких режимах, обеспечивающих треугольную форму
шва (глубина проплавления составляет примерно половину ширины шва) и
мелкокапельный перенос;
2 – область сварки на повышенных режимах, характерная большим усилением шва,
пальцевой формой проплавления (что способствует образованию горячих трещин в
металле шва), перегревом металла, большим коэффициентом потерь электродного
металла;
3 – область струйного переноса электродного металла с характерной
грибовидной формой шва.
При токах более 380¸400 А (в других условиях
этот порог может быть иным) дуга резко меняет свой характер. Наступает струйный
перенос металла, характеризуемый следующими свойствами:
-
конец электрода приобретает форму отточенного карандаша (конус на электроде);
-
происходит стабилизация катодного пятна;
-
дуга рассредоточивается с одновременным контрагированием ее центральной
части (рис. 23). Плотность тока в центральной части на порядок выше и достигает
(1¸4)×103 А/мм2;
-
резко падает катодное напряжение дуги {с (18¸19) В до (9¸12) В при эффективном
потенциале ионизации не более 6,5 В}, снижается температура столба дуги;
-
вследствие контрагирования активного пятна скорость плавления не
возрастает, а возрастает степень перегрева электродного металла. Скорость
плавления при сварке на прямой полярности уменьшается в 1,5¸2 раза;
-
температура активного пятна возрастает, достигая температуры кипения. Поверхностное
натяжение резко уменьшается, уменьшаются размеры капель, они следуют в
сварочную ванну непрерывной струей;
-
при сварке на обратной полярности увеличивается глубина проплавления,
шов приобретает грибовидную форму;
-
коэффициент потерь резко снижается и достигает (3 ¸ 4) %;
-
сварной шов имеет гладкую поверхность;
-
брызги на поверхности свариваемого изделия практически отсутствуют.
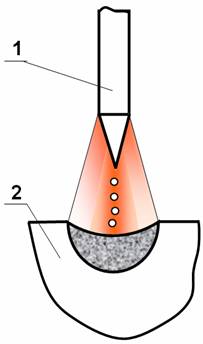
Рис.
23. Строение дуги при струйном переносе металла:
1
– электрод; 2 – основной металл
Струйный перенос в обычных
условиях возможен для всех сплавов и металлов только при сварке в аргоне или аргоносодержащих
смесях на обратной полярности. Условная граница струйного переноса металла при
сварке в газовой смеси аргона (2,8 л/мин) и углекислого газа (15 л/мин)
приведена на рис. 24.
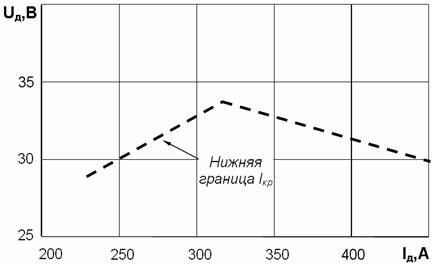
Рис.
24. Граница струйного переноса металла при сварке проволокой Св – 08Г2С диаметром
1,6 мм в смеси СО2 и Ar
Величина критического тока,
соответствующая переходу к струйному переносу, зависит от состава электрода и
защитной среды (характера и давления). Снижение давления способствует струйному
переносу металла.
Сварка с
обрывами дуги
Процесс сварки с обрывами дуги имеет ограниченное применение на
практике. Он характерен повышенным напряжением дуги. Сварка начинается, как
обычно, с короткого замыкания дугового промежутка. В данном процессе скорость
плавления электрода превышает скорость его подачи, поэтому дуга, достигнув
значения разрывной длины, гаснет. После паузы, соответствующей времени
опускания непрерывно подаваемого электрода к изделию, процесс повторяется, т.е.
цикл состоит из трех фаз: короткого замыкания, горения дуги, паузы (или
холостого хода). Если время паузы незначительно (оно зависит как от параметров
режима, так и электрических параметров сварочной цепи), то на формировании
сварного шва перерывы в горении дуги могут не отразиться.
ДАЛЕЕ: 2.2.6. Управляемые формы переноса
электродного металла