Раздел II. ИСТОЧНИКИ
НАГРЕВА ПРИ СВАРКЕ
НАЗАД: 2.2.5. Перенос металла в дуге
2.2.6.
Управляемые формы переноса электродного металла
Мелкокапельный перенос можно получить при сварке на
низких режимах короткой дугой. Недостатком этого процесса является сравнительно
узкий диапазон режимов, соответствующих низким и частично средним плотностям
тока. Поэтому применение сварки короткой дугой в ряде случаев невозможно из-за
недостаточной производительности процесса.
Основной недостаток сварки длинной дугой – повышенное
разбрызгивание и в ряде случаев неудовлетворительное формирование швов. Для
получения мелкокапельного или струйного переноса при сварке длинной дугой
требуются большие токи. Это не всегда применимо, так как в этом случае имеем
глубокое проплавление, большое количество наплавленного металла. Кроме того,
струйный процесс требует применения в качестве защитного газа аргона, дорогого
и дефицитного газа.
Особенно остро стоит вопрос получения
удовлетворительного переноса металла при сварке в СО2 средних толщин
(4 ¸ 8 мм) на токах 250
¸ 380 А. В этих
условиях приходится создавать управляемые формы переноса металла. Для получения
управляемого переноса металла необходимо либо уменьшить силу поверхностного
натяжения, удерживающую каплю на конце электрода, либо каким-то образом
воздействовать на каплю, сорвать ее с конца электрода до того момента, когда
она достигает большего размера.
В настоящее время на практике применяют два способа
управления переносом металла:
нанесение активаторов на поверхность электродной
проволоки;
процесс импульсно-дуговой сварки (ИДС).
Активирование проволоки состоит в нанесении на ее
поверхность (путем окунания в раствор) водных растворов активаторов. Для этого
применяются соли элементов с низкой работой выхода электрона. Наилучшие
результаты получены при использовании водного раствора, в котором массовая доля
Cs2CO3 составляет 7,35 %, a Na2CO3 – 1,2 %.
При такой концентрации активатора расход Cs2CO3 составляет (250¸380) г на 1 тонну сварочной проволоки диаметром 1,6
мм. При такой ничтожно малой концентрации Cs и Na (не поддающейся
определению в дуговом промежутке) дуга качественно меняет свой характер. Активация
электрода при сварке в СО2 на прямой полярности позволяет при
достижении критических токов, как и при сварке на обратной полярности в Ar, получить струйный перенос металла, отличающийся
минимальным разбрызгиванием, отличным формированием шва. Величина критического
тока определяется эффективным потенциалом ионизации:
![]() . (2.21)
. (2.21)
Активация же анода (сварка на обратной полярности) не
вызывает заметных изменений свойств дуги.
При сварке в активных газах активированной проволокой
на прямой полярности производительность расплавления электродной проволоки
уменьшается в 1,5 ¸ 2 раза по сравнению со сваркой неактивированной
проволокой и в предельном случае становится равной производительности на
обратной полярности.
Введение активаторов значительно снижает эффективный
потенциал ионизации и катодное падение напряжения дуги. Снижается температура
столба дуги. При сварке на прямой полярности катодное пятно становится устойчивым
и занимает торец и часть боковой поверхности электрода, т.е. сечение дуги
становится больше сечения электрода. Увеличивается действие пинч-эффекта,
отрываются капли малого диаметра.
При достижении критического тока при сварке на прямой полярности
активированным электродом дуга с перемещающимся катодным пятном и преобладанием
автоэлектронной эмиссии переходит в дугу без ярко выраженных активных пятен, в
которой значительную роль играет термоэлектронная эмиссия.
Низкое значение эффективного потенциала ионизации (не
более 6,5 В) является необходимым, но не достаточным условием достижения
струйного переноса металла. Нужно обеспечить низкую теплопроводность газа в
дуговом промежутке. Пары Cs, Na, K, имеющие более
низкую теплопроводность по сравнению с СО2, снижают теплопроводность
газа в дуговом промежутке.
В ИЭС им. Е.О. Патона разработаны две марки
активированной проволоки, в которых активаторы помещены в шихту наподобие
порошковой проволоки. Их марки АП-АН1 и АП-АН2. По сравнению со сваркой в СО2
проволокой Св-08Г2С при использовании этих активированных проволок коэффициент
потерь снижается с (10¸12) % до (2¸3) %. В состав шихты помимо активаторов входят
раскислители и шлакообразующие. Кроме того, в ИЭС предложено использовать
активирующие покрытия, осаждаемые на сварочные материалы (проволоку или ленту)
методом испарения и конденсации в вакууме.
Наибольшие успехи в управлении переносом электродного
металла осуществлены применением импульсно-дуговой сварки (ИДС). Этот процесс
имеет широкое применение в промышленности. ИДС называют процессы, в которых перенос электродного
металла и другие характеристики задаются определенной программой изменения
тока, напряжения и длины дуги. Считают, что это наиболее простой и надежный
способ управления переносом металла и повышения стабильности процесса.
Применение ИДС позволяет снизить нижний предел базового сварочного тока и
получить мелкокапельный перенос металла.
Уменьшение размеров капель
сопровождается меньшим выгоранием легирующих элементов, улучшением формирования
шва. Принудительно направленный перенос электродного металла значительно
упрощает технику наложения швов с помощью полуавтоматов в вертикальном,
горизонтальном и потолочном положениях.
Проще всего применять ИДС на режимах, соответствующих
длинной дуге. Осциллограмма такого процесса представлена на рис. 25.а. Это ИДС
с жестким режимом. С частотой 50 (100) Гц на дугу, горящую при каком-то базовом
токе Iб,
подается кратковременный импульс пикового тока IПИК, превышающий
базовый в 2 ¸ 3 раза. Пиковый
ток резко увеличивает силы пинч-эффекта, пропорциональные квадрату тока, это
позволяет отрывать капли с конца электрода в момент, когда она еще не достигла
большой величины.
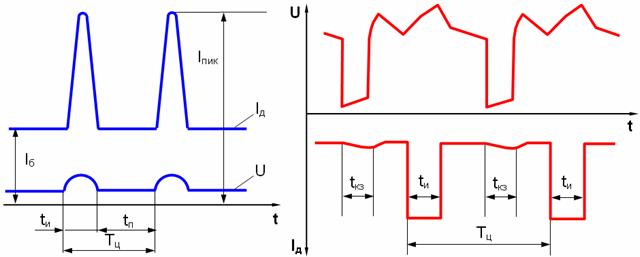
Рис. 25. Осциллограмма процесса ИДС:
а – с жестким режимом; б – с
управлением переноса металла; tи – время импульса;
tп – время паузы; tкз – время короткого
замыкания; Тц – время цикла
В последние годы разработаны сложные схемы управления
переносом металла. Основная их идея заключается в том, чтобы исключить свободный
полет капли, обеспечить ее переход в момент КЗ электрода с изделием при
минимальном разбрызгивании металла и исключении грибовидных швов.
В качестве примера на рис. 25,б приведена
осциллограмма процесса сварки в СО2 проволокой диаметром 1,2 мм тонколистовой
стали, разработанного М. Лифшицем. Здесь величина тока дуги IД = 9A, тока короткого замыкания 11А, пикового тока – 450 А.
В данном случае пиковой ток обеспечивает резкое
увеличение скорости плавления электрода, формирует каплю на конце электрода,
которая переходит в сварочную ванну в момент КЗ электрода с изделием. Так как
величина тока КЗ небольшая, то разбрызгивание практически отсутствует.
ДАЛЕЕ: 3.1. Основные теплофизические величины, понятия и определения