Раздел II. ИСТОЧНИКИ НАГРЕВА ПРИ СВАРКЕ
НАЗАД: 2.2.3. Статическая вольтамперная характеристика дуги
2.2.4.
Способы зажигания дуги
Первоначальное установление дугового разряда в
литературе именуют как зажигание или возбуждение дуги. Для первоначального
возбуждения дуги надо выполнить три условия:
-
надо создать катодное
падение напряжения, т.е. источник питания должен иметь напряжение выше
напряжения дуги;
-
сварочная цепь и
источник питания должны обеспечить протекание тока выше порогового I0, ниже
которого дуговой разряд не может существовать;
-
надо обеспечивать
начальную ситуацию, т.е. наличие в разрядном промежутке токопроводящей среды.
Способы зажигания
дуги классифицированы на рис. 16. Остановимся на тех способах, которые имеют
преимущественное применение: электрическим пробоем, электрическим взрывом
(расплавлением электрода в вылете), разрывом электрической цепи (размыканием
электродов).
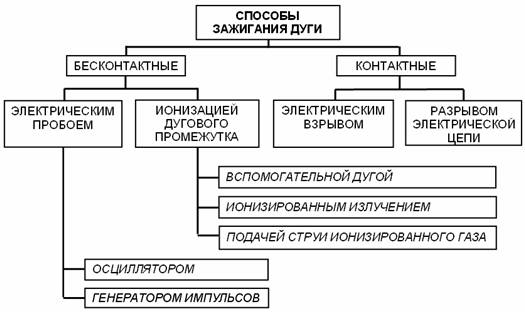
Рис.
16. Классификация способов зажигания дуги
Электрическим
пробоем межэлектродного промежутка пользуются, как правило, при сварке
вольфрамовым электродом. Для этого используют осцилляторы последовательного или
параллельного включения с основным источником питания. Осциллятор вырабатывает
импульсы тока с частотой до 250 кГц напряжением (2500-3000) В. Могут
использоваться генераторы импульсов, подающих напряжение (250-300) В. Как
осцилляторы, так и генераторы импульсов обеспечивают первоначальный пробой
межэлектродного промежутка. Этот маломощный разряд затем поддерживается
основным источником питания, возникает дуговой разряд. Следовательно, при
первоначальном пробое обеспечивается электропроводность в межэлектродном
пространстве.
Процесс возбуждения
дуги разрывом электрической цепи используется при сварке угольным электродом,
ручной дуговой сварке плавящимися электродами, автоматической сварке под флюсом
проволоками большого диаметра (более 2,5 мм). При замыкании электрода на
изделие микровыступы нагреваются до температуры кипения, создаются условия для
термоэлектронной эмиссии. При отрыве электрода от изделия (при сварке под
флюсом это выполняется автоматически) все напряжение источника питания
оказывается приложенным к ничтожно малому зазору. Создается напряженность
электрического поля у поверхности катода достаточная для автоэлектронной
эмиссии. Эмиссия приводит к ионизации газа, возникает дуговой разряд.
При сварке в среде защитных газов плавящимся
электродом и под флюсом проволоками диаметром не более 2,5 мм возбуждение дуги
осуществляется расплавлением (электрическим взрывом) электродной проволоки в
момент короткого замыкания ее с изделием.
Процесс возбуждения дуги
начинается с подачи электрода к изделию. При соприкосновении электродной
проволоки с изделием в сварочной цепи протекает ток короткого замыкания. За
счет тепла, выделяющегося при протекании тока короткого замыкания, электродная
проволока быстро нагревается, деформируется (т.к. подача проволоки продолжается)
и взрывообразно перегорает (как плавкий предохранитель) на участке от наконечника
мундштука до изделия. При этом продукты разрушения проводника (электрода) могут
быть различными – от оплавившихся частей до парожидкого золя и плазмы. Температура
жидких частиц находится в пределах от температуры плавления до температуры кипения,
а температура пара еще выше. Чаще всего после первого замыкания дугового промежутка
стабильный процесс сварки еще не устанавливается.
Одной из главных причин
этого является сравнительно быстрый отвод тепла в холодный основной и
электродный металлы при первом замыкании электрода. Из-за большого теплоотвода
короткое замыкание затягивается, электрод разогревается на сравнительно большом
участке, который затем перегорает. Длина перегоревшего участка проволоки при
первом коротком замыкании значительно больше разрывной длины дуги, поэтому возникаемая
в первый момент дуга гаснет. Такая схема первоначального возбуждения дуги
представлена на рис. 17.
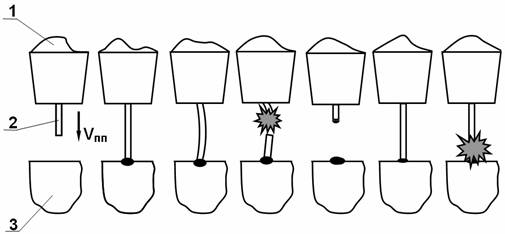
Рис.17. Схема первоначального возбуждения при сварке в
СО2:
1 – сварочная горелка; 2 – электродная проволока; 3 –
основной металл;
Vпп – скорость подачи проволоки
При последующих замыканиях еще
не успевшей затвердеть оплавленный участок основного металла соприкасается с
электродом. В этом случае теплоотвод уменьшится благодаря первому нагреву
металла, а тепло будет выделяться в более ограниченном объеме. При повторном
коротком замыкании проволоки с изделием перегревается только небольшой участок
электрода, оплавленный и разогретый при предыдущем закорачивании. Величина его
соизмерима с длиной дуги, и возникающая при перегорании проволоки дуга уже не
обрывается. С этого момента и начинается устойчивый процесс.
ДАЛЕЕ: 2.2.5.
Перенос металла в дуге