|
ТИПОВЫЕ МЕТОДИКИ И ПРОГРАММЫ ИСПЫТАНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Проверка точности и усилий закрепления заготовки
Цель. Проверить постоянство положений заготовки при ее повторных закреплениях в патроне.
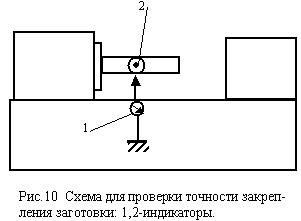
Исполнение. В патроне зажимают стальную цилиндрическую оправку с поверхностью, характерной для заготовок, которые обрабатываются на данном станке (но не хуже Rz 32). На суппорте устанавливают два индикатора (рис), так чтобы их наконечники касались цилиндрической поверхности верхней и боковой образующей оправки; фиксируют показание индикаторов, перемещая суппорт вдоль оси оправки; перезакрепляют оправку, подводя суппорт в первоначальное положение, и фиксируют новые показания индикатора. Цикл перезакрепления и измерения положения оправки повторяют 5 раз.
Оценка. По результатам замеров определяют:
- радиальное отклонение оправки, которое равно корню из суммы квадратов показаний двух индикаторов;
- разность между наибольшими и наименьшими радиальными отклоне-ниями оправки заносят в протокол.
Проверка усилий зажима заготовки в патроне. Цель. Определить величину силы зажима заготовки в патроне.
Исполнение. В патроне измерение силы зажима заготовки осуществляют путем определения силы, прикладываемой к заготовке, для сдвига ее в патроне в осевом направлении.
Оценка. Указывают в протоколе фактическое значение осевой силы и требуемое по нормативно-технической документации.
Предварительное опробование станка на холостом ходу
При этом виде испытания производится опробование всех органов управ-ления путем последовательного включения всех запроектированных циклов, всех скоростей главного движения, всех скоростей подач и быстрых перемеще-ний. Устанавливается правильность взаимодействия механизмов станка и возможность безаварийного проведения дальнейших испытаний.
Испытание станка при работе на холостом ходу
Проверка правильности функционирования системы смазки. Цель. Проверить правильность изготовления, функционирования и эксплуатационные характеристики системы смазки.
Исполнение. При осмотре системы устанавливают для серийного выпуска станка:
- достаточность смазки всех необходимых точек перед пуском станка в ход;
- качество подвода масла;
- уровень масла в баке при работе насоса;
- возможность регулировки количества подводимого масла;
- исправность работы фильтров;
- исправность действия маслораспылителя и влагоотделителя при смазке масляным туманом;
- отсутствие вытекания масла подшипников и уплотненных мест, минуя слив;
- отсутствие просачивания масла из системы распределения;
- правильность функционирования контрольных элементов в системе смазки.
Оценка Результаты испытаний приводят в виде перечня обнаруженных неисправностей и недостатков.
Проверка надежности фиксаций рукояток управления.
Цель. Проверить надежность фиксации рукояток управления во всех рабочих положениях.
Исполнение. Все рукоятки последовательно переключают из одного положения в другое, проверяя надежность удержания их в требуемом положении и отсутствия возможности их самопроизвольного смещения.
Оценка. Замеченные дефекты заносятся в протокол испытаний.
Проверку мощности, потребляемой главным приводом на холостом ходу и проверку потерь на трение подробно рассматривается на лабораторных работах по данному курсу.
Проверка правильности функционирования механизмов приводов подачи и главного движения. Цель. Проверить правильность функционирования механизмов приводов.
Исполнение. Последовательно включают механизмы приводов на всех ступенях скоростей и фиксируют случаи невключений, неплавных включений, повышенный шум, стук и т.п.
Оценка. В протоколе указывают замеченные недостатки.
Проверка уровней вибраций и шума подробно рассматривается на лабораторных занятиях в одноименном курсе.
|