|
ТИПОВЫЕ МЕТОДИКИ И ПРОГРАММЫ ИСПЫТАНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Испытание станка в статическом состоянии
Проверка паспортных данных станка проводится методом сопоставления фактических и технических параметров станка с соответствующими данными на станок и ГОСТами на соответствующий станок.
Проверка станка на соответствие нормам точности проводится по методике, изложенной в ГОСТе на конкретный типоразмер станка.
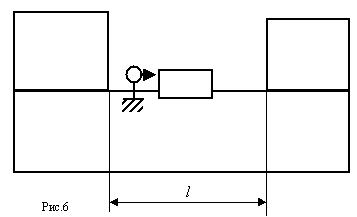
Проверка равномерности ручных перемещений рабочих органов станка. Проверяется равномерность ручных перемещений суппорта, салазок, стола и других органов стола.
На неподвижной части станка (станине) закрепляют индикатор (рис.6), так чтобы ось его мерительного штифта совпадала с направлением движения перемещаемого узла, а наконечник упирался в его обработанную поверхность. Узлу плавно сообщают ручное перемещение. При перемещении наблюдают за плавностью движения стрелки индикатора. Измерения производят на: 1/4;1/2; 3/4 полного пути перемещения. Измерение повторяют 5 раз. В протоколе указывают максимальную величину скачков индикатора при перемещении узла станка.
Проверка станка на соответствие нормам статической жесткости.
Для этого необходимо определить:
- относительное перемещение под нагрузкой резцодержателя и оправки, установленной в шпинделе или пиноле задней бабке (для токарных и токарно-винторезный станков ГОСТ 18097-72).
- смещение под нагрузкой стола и оправки, установленной в шпинделе (для фрезерных станков).
Определение производится в соответствии с техническими условиями на эти станки. Общие условия испытания станов на жесткость приведены в ГОСТ 7035-75.
Определение величины зазоров и натягов в шпиндельных подшипниках.
а) Проверка величины радиального зазора (натяга) в переднем опорном подшипнике.
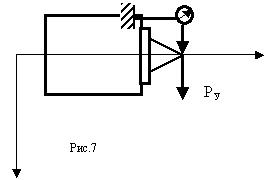
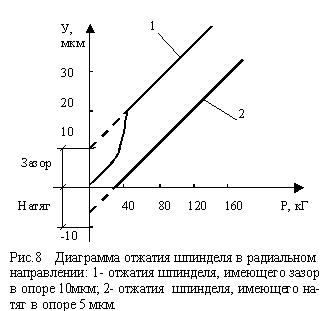
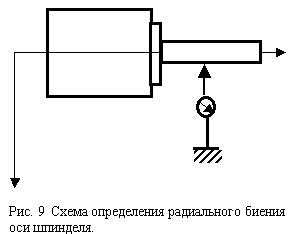
Измеряют перемещение шпинделя при нагружении его силой, действующей в перпендикулярном оси шпинделя направлении (рис.7 , для горизонтального расположения шпинделя силу прикладывают в вертикальной плоскости). Нагружение осуществляют ступенчато, с помощью динамометра, до состояния линейной зависимости между силой и измеряемым отклонением. Перемещение шпинделя измеряют относительно корпуса шпиндельной бабки в направлении действия приложенной силы в точке, наиболее удаленной от корпуса бабки.
Проверку проводят при не вращающемся шпинделе с подшипниками в холодной и разогретом состоянии. Разогрев подшипников осуществляется при максимальной скорости вращения шпинделя до установившейся температуры подшипника.
Оснастка: контрольная оправка, нагружающее приспособление, индикатор, динамометр.
Оценка. По полученным результатам измерений строят диаграмму отжатий шпинделя в координатах Р(у), где Р – сила; у – перемещение (мкм). Линейный участок кривой отжатий продолжают до пересечения с осью ординат и определяют величину отрезка между точкой пересечения оси ординат и началом координат. Если отрезок расположен выше начала координат, то его величина соответствует (с учетом консоли шпинделя) величине зазора в переднем подшипнике, а если ниже – то величине натяга (рис.8).
Б) Аналогично проводится подобная проверка в заднем опорном подшипнике.
Проверка стабильности положения оси шпинделя при его вращении.
Определяют величину радиального биения оси вращающегося шпинделя. Проверка осуществляется двумя методами: графоаналитическим и с помощью шариковой оправки.
1. Графоаналитический способ.
Измеряют биение шпинделя с помощью оправки (оправка с некруглостью не превышающей 0,1-0,3 мкм при диаметре шпинделя до 100 мм), установленной в шпинделе станка, и датчика биения, закрепленного на резцедержателе или на столе. Поворачивают шпиндель последовательно на 1/8 или 1/12 оборота и измеряют размах биения оправки по измерительному прибору. Затем снимают оправку и повторно устанавливают в шпиндель. Всего делают 10 оборотов, при этом в каждом положении записывают показания измерительного прибора (см. табл.6)
Таблица 6
Результаты измерений биений оправки
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
hm |
HСР |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
уi |
у0 |
у1 |
у2 |
у3 |
у4 |
у5 |
у6 |
у7 |
у8 |
у9 |
у10 |
у11 |
а0 |
|
Затем проводят оценку результатов измерений:
1. Строят по точкам кривую биения оправки .
2. Вычисляют средний размах биения, который соответствует показателю биения шпинделя по действующим ГОСТам на станки:
где hm=ymax - ymin, ymax и ymin – максимальная и минимальная ордината m-го оборота .
3. Вычисляют среднюю координату
 (10 опытов) (10 опытов)
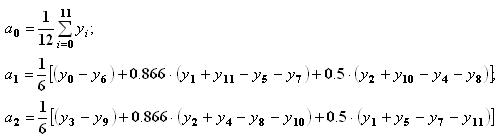
4. Рассчитывают коэффициенты ряда Фурье по известным формулам для а0, а1, а2 (для 12 точек):
5. Определяют и заносят в таблицу ординаты вспомогательной кривой по формуле:
 (для 12 точек). (для 12 точек).
6. Определяют ординаты кривой биения оси вращения шпинделя, вычитая почленно из ординат кривой биения оправки соответствующие (по углу) ординаты вспомогательной кривой:

Размах кривой биения оси вращения сравнивают с величинами, указанными в технических условиях.
Проверка соответствия органов ручного управления требованиям безопасности и эргономики.
Проверяют соответствие станка общим эргономическим требованиям по ГОСТ 12.2.049-80 и ГОСТ 12.2.009-80, например:
- Расположены ли органы ручного управления на высоте 500-1700мм от нижней плоскости основания станка.
- Хорошо ли видны органы управления, имеется ли к ним легкий доступ и не затруднено ли манипулирование ими.
- Удобны ли размеры и форма рукояток, маховиков; не могут ли они стать причиной травм.
- Удобочитаемость на расстоянии 0.5 м таблиц, шкал.
В протокол испытаний заносится перечень органов управления, которые не отвечают требованиям.
Проверка работоспособности электроборудования. Включает в себя проверку: надежности изоляции; сопротивления изоляции.
|