ПРОЕКТИРОВАНИЕ ОПЕРАЦИЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ С ЧПУ
3. Программирование технологического процесса обработки заготовок
3.1. Размерные связи между системами координат станка, детали и инструмента
При обработке деталей на станках с ЧПУ точность размеров обеспечивается относительно начала отсчёта координат станка. Поэтому для получения требуемых размеров деталей необходимы не только точные перемещения рабочих органов станка, но и исключительно точное согласование положения детали и инструмента в системе координат станка, т.е. точное согласование систем координат станка, инструмента и детали. Формирование размерных связей между указанными системами координат осуществляется на двух этапах: технологической подготовки и настройки станка.
В процессе подготовки управляющих программ для станков с ЧПУ наиболее трудоёмким этапом является расчёт траектории инструмента . Траектория строится относительно контура детали, и при отработке программы по ней осуществляется перемещение соответствующих рабочих органов станка. При этом большое значение имеют правильный выбор и взаимная увязка систем координат детали, станка и инструмента.
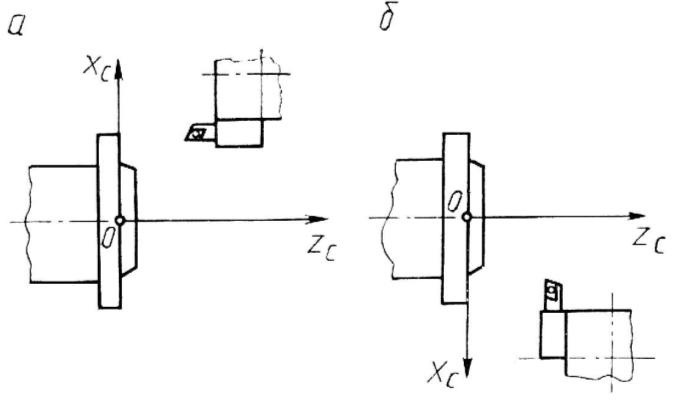
Рис. 11. Системы координат токарных станков
В системе координат станка (СКС) определяются начальные и текущие положения рабочих органов станка, их предельные перемещения. Программирование и наладка станка для работы по управляющей программе (УП) осуществляются с использованием характерных точек. В ГОСТ 20523-80 эти точки названы нулевой, исходной и фиксированной.
За нулевую точку станка принято начало системы его координат. Стандартной системой координат токарного станка является двух координатная система Xc Yc с началом в базовой точке, лежащей на пересечении базового торца шпинделя с осью его вращения (рис. 11).
Исходная точка станка определяется относительно нулевой, с неё начинается работа по УП. Выбирают исходные точки из условий сокращения вспомогательных ходов, обеспечения безопасности смены инструмента и удобства закрепления заготовки на станке. Перед началом работы станка по УП с исходными точками совмещаются базовые точки его рабочих органов.
Фиксированная точка станка определяется относительно нулевой и служит для нахождения положения его рабочих органов. Совмещение базовых точек рабочих органов с фиксированными точками станка производится с помощью датчиков положения. При изготовлении первой детали партии (после переналадки станка) фиксированные точки станка служат исходными. Для последующих деталей партии исходные точки выбирают по возможности ближе к заготовке.
Система координат детали (СКД) предназначена для задания координат опорных точек обрабатываемых поверхностей, а также координат опорных точек траектории инструмента. Опорными при этом считаются точка начала, конца, пересечения или касания геометрических элементов, которые составляют контур детали и влияют на траекторию инструмента на переходах обработки. В качестве СКД используются правая прямоугольная, цилиндрическая и сферическая системы координат (рис. 12).
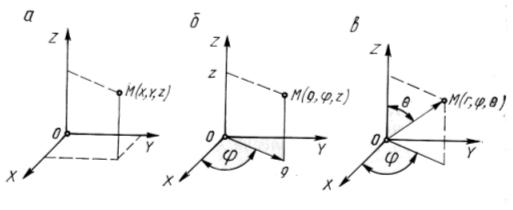
Рис.12. Системы координат детали
Для упрощения разработки УП при выборе системы координат детали целесообразно:
а) направления осей координат детали принимать такими же, как и направления осей координат станка;
б) координатные плоскости совмещать с поверхностями технологических баз или располагать параллельно;
в) начало системы координат выбирать таким, чтобы все или большая часть координатных опорных точек имели положительные значения;
г) координатные оси совмещать с осями симметрии детали или с выносными линиями, относительно которых проставлено наибольшее число размеров.
Система координат инструмента (СКИ) предназначена для задания положения его настроечной точки относительно державки или центра поворота инструментальной головки. Оси СКИ Xи Zи параллельны осям стандартной СКС и направлены в одну и туже сторону. При выборе начала СКИ должны учитываться особенности установки инструмента на станке (чаще его совмещают с базовой точкой инструментального блока). Положение настроечной точки инструмента А(В) задаётся координатами X(0иА) , Z(0иА) (X(0иВ), Z(0иВ )) (рис. 13). Инструмент рассматривают в сборе с державкой. Настройка, как правило, осуществляется вне станка с помощью специальных приборов.
Наличие связи систем координат детали, станка и инструмента позволяет выдерживать заданную точность обработки детали при её переустановке, а при подготовке УП траекторию перемещения инструмента задавать в системе координат детали. Связаны системы координат через базовые точки рабочих органов станка, несущих заготовку и инструмент.
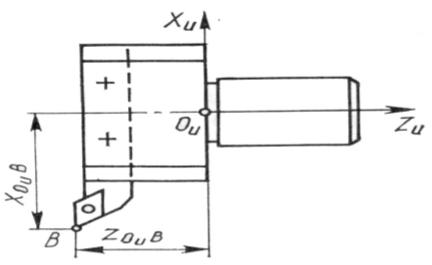
Рис.13. Система координат инструмента
Например, на токарном станке (рис.14) за начало системы координат Xc Zc принята базовая точка шпиндельного узла (точка пересечения торца шпинделя с осью его вращения). Настроечная точка В инструмента задаётся в системе его координат Xи Zи и переводится в систему координат станка через базовую точку К суппорта (координаты X0 Z0). С точкой К совмещено начало 0 и системы координат инструмента. Текущая точка А траектории инструмента переводится из системы координат детали Xд Zд в систему координат станка через базовую точку Б крепёжного приспособления, которая определена в системе координат детали (координата Z(0дБ)) и станка (координата Z(0сБ)). Чаще точка Б совмещается с точкой 0д , т. е. технологическая база совмещается с соответствующей опорной поверхностью приспособления.
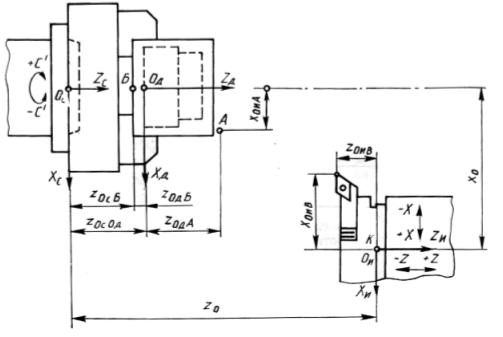
Рис. 14. Связь систем координат детали, станка и инструмента при токарной обработке
На этапе технологической подготовки, кроме решения общих вопросов, связанных с разработкой технологического процесса, осуществляется выбор системы координат детали, пересчёт размеров, выбор исходной точки обработки, составление управляющей программы. В соответствии с принятой схемой базирования детали, конструкцией приспособления и выбранной исходной точкой обработки составляется управляющая программа, в которой задаются координаты программируемых точек. В общем случае радиус-вектор программируемой точки r(прог) = ri - r0 , где ri - радиус-вектор опорной точки; r0 - радиус-вектор исходной точки. Очевидно, что на этапе технологической подготовки возникают размерные связи, представленные векторами ri , r0, r(прог).
На этапе настройки станка устанавливаются размерные связи между системой его координат, относительно которого ведётся отсчёт размеров, исходной точкой, являющейся началом программы обработки, и инструментом. Так как исходная точка обработки материализуется опорно-установочными элементами приспособления, при размерной настройке определяется положение приспособления станка (вектор r(ит)).
Важным этапом настройки станка является также точное определение координат настроечной точки инструмента относительно базовой.
3.2. Составление расчётно-технологической карты
По операционному эскизу, выполненному на основе попереходного технологического процесса в соответствии с выбранными типовыми траекториями движения инструмента, технолог составляет расчётно-технологическую карту (РТК). Расчётно-технологическая карта (РТК) согласно ГОСТ 3.1418-82 является основным технологическим документом для подготовки программ на операцию, намеченную к выполнению на станке с ЧПУ. Карта содержит полную информацию о всех решениях, принятых на этапах проектирования операционной технологии. Её оформление производится в определённой последовательности.
Эта карта содержит законченный план обработки детали на станке с ЧПУ в виде графического изображения траектории движения инструмента со всеми необходимыми пояснениями и расчётными размерами. По данным РТК технолог-программист, не обращаясь к чертежу детали или каким-либо другим источникам, может полностью рассчитать числовую программу автоматической работы станка. Ниже приведена последовательность оформления РТК.
1. Вычерчивают деталь в прямоугольной системе координат оси которой параллельны осям координат станка, выбирают исходную точку обработки О. При многоинструментальной обработке могут быть выбраны несколько исходных точек – для каждого инструмента. Контуры детали, подлежащие обработке, и контур заготовки вычерчивают в масштабе с указанием всех размеров, необходимых при программировании.
Намечают расположение прижимов и зон крепления детали в соответствии с техническими условиями на приспособление.
2. Наносят траекторию движения центра инструмента в двух плоскостях системы координат. Вычерчивание схемы движения инструмента осуществляется цветными или специальными линиями в системе координат соответствующей плоскости обработки XOY и XOZ . Траектория движения инструмента даётся с учётом выбранной последовательности обработки с указанием начала и соответственно конца в исходной точке. Если предполагается многоинструментальная обработка, следует изображать траектории движения центра каждого используемого инструмента. Началом (и концом) траектории инструмента является исходная точка О. Если положение исходной точки не совпадает с началом координат детали, оно должно быть задано координатами относительно этого начала. Траекторию инструмента наносят с учётом его параметров, выбранной ранее последовательности обработки и намеченных типовых траекторий и инструментальных переходах.
3. На траектории движения инструмента отмечают и обозначают цифрами (реже буквами латинского алфавита) опорные точки траектории и ставят стрелки, указывающие направление движения. Опорные точки необходимо намечать по геометрическим и технологическим признакам, т. е. они должны быть или точками, в которых изменяется геометрический характер траектории инструмента, или точками, в которых изменяется технологическое состояние детали (изменение режимов обработки, включение подачи и пр.).
4. При необходимости указывают места контрольных точек, в которых предусматривается кратковременная остановка инструмента в целях проверки точности отработки программ рабочими органами станка. Такие точки предусматривают, например перед окончательными чистовыми проходами при обработке дорогостоящих деталей. Обозначают также точки остановки, необходимые для смены инструмента, изменения частоты вращения шпинделя, перезакрепления детали и пр., указывают продолжительность остановки в секундах.
Особо обозначают опорные точки, координаты которых можно определить графически непосредственно на РТК.
5. На РТК наносят дополнительные данные (тип станка, шифр, наименование и материал детали), указывают особенности заготовки и её крепления, параметры инструмента и режимы его работы на отдельных участках, характер движения на отдельных участках траектории и пр.
6. Заполнение табличной формы РТК, в которой даётся перечень всех команд по управлению станком и количественные значения перемещений, скоростей и подач, размеры инструмента (например, диаметр фрезы) и его номер, указывается цена импульса на перемещение инструмента по осям координат, точность аппроксимации криволинейных участков, время разгона и торможения рабочего органа станка в конце каждого участка траектории.
Кроме этих сведений, в таблице РТК записываются участки траектории с их характеристиками (прямая, дуга окружности); указываются координаты опорных точек концов участков, подача инструмента на каждом участке (мм/мин) и частота вращения шпинделя; отмечаются в строгой последовательности все необходимые спецкоманды (поворот револьверной головки, включение быстрого хода и рабочей подачи, торможение каретки, останов, отвод инструмента и др.); заносятся в карту координаты контрольных точек, в которых предусматривается кратковременная остановка инструмента для проверки обработки программы рабочими органами станка.
При построении траектории движения центра инструмента на РТК необходимо соблюдать следующие правила.
1. Подводить инструмент к обрабатываемой поверхности и отводить его следует (при необходимости) по специальным траекториям – вспомогательным перемещениям.
2. Недопустимы остановки инструмента и резкое изменение подачи в процессе резания, когда режущие поверхности лезвия соприкасаются с обрабатываемой поверхностью, иначе неизбежны повреждения поверхности. Перед остановкой, резким изменением подачи необходимо отвести инструмент от обрабатываемой поверхности.
3. Длина холостых перемещений должна быть минимальной.
4. Для устранения влияния на точность обработки люфтов станка желательно предусматривать дополнительные петлеобразные переходы в зонах реверса, обеспечивающие выборку люфта.
5. При необходимости по расчётной силе следует определить возможную деформацию детали (инструмента) и ввести требуемое предискажение траектории.
3.3. Расчёт траектории инструмента
Расчёт траектории инструмента при ручном программировании состоит прежде всего в определении координат опорных точек на контуре детали и (если траектория является эквидистантной к обрабатываемому контуру) на эквидистанте. При этом предполагается, что принятую траекторию, фиксированную опорными точками, при обработке последовательно обходит центр инструмента.
При расчёте траектории инструмента уточняют параметры резания (скорость резания и подачу) на отдельных участках траектории.
Расчёт координат опорных точек на контуре детали. Начальный этап расчёта – определение координат опорных точек контура детали в выбранной системе координат. Для этого используют заданные на чертеже деталей размеры и данные РТК. Координаты опорных точек контура детали вычисляют с помощью уравнений, описывающих геометрические элементы контура детали, и соотношений в треугольниках. Точность вычислений обычно ограничивается дискретностью задания перемещений, определяемой конкретной схемой УЧПУ и используемым станком.
Наиболее часто в процессе программирования контурной обработки решаются задачи определения координат опорных точек, лежащих на прямых, окружностях и пересечениях этих элементов.
Расчёт координат опорных точек на эквидистанте. Координаты опорных точек на эквидистантной траектории инструмента наиболее просто представить как приращение координат опорных точек контура детали. Целесообразность предварительного определения опорных точек контура очевидна, поскольку в плоскости обработки в большинстве случаев траектория центра инструмента представляет собой линию, эквидистантную обрабатываемому контуру.
Эквидистанта как геометрическое место точек, равноудалённых от контура детали на расстояние, равное радиусу инструмента, строится справа или слева от элементов этого контура в зависимости от расположения инструмента относительно обрабатываемого контура.
3.4. Общие сведения о структуре управляющей программы
Все данные, необходимые для обработки заготовки на станке, УЧПУ получает от управляющей программы (УП). Под управляющей программой понимают последовательность команд на языке программирования, обеспечивающих заданное функционирование рабочих органов станка. В устройствах числового программного управления металлорежущими станками программа определяет координаты опорных точек кривой, по которой движется рабочий орган станка. Устройство ЧПУ аппроксимирует отрезки межлу опорными точками методом линейной или круговой интерполяции и выдаёт управляющие сигналы на привод станка.
Кроме информации о геометрическом перемещении в программе указываются скорость обработки и технологические команды управляющие автоматикой станка, а также сведения о режиме работы устройства. Фиксируют эти команды программоносители , в качестве которых используются перфоленты, магнитные ленты, магнитные диски и др.
Наибольшее распространение в системах ЧПУ получили программоносители в виде восьмидорожечных перфолент шириной 25,4 мм , программа на которых записывается комбинациями отверстий, располагаемых на поперечных строчках восьми дорожек (рис. 15).
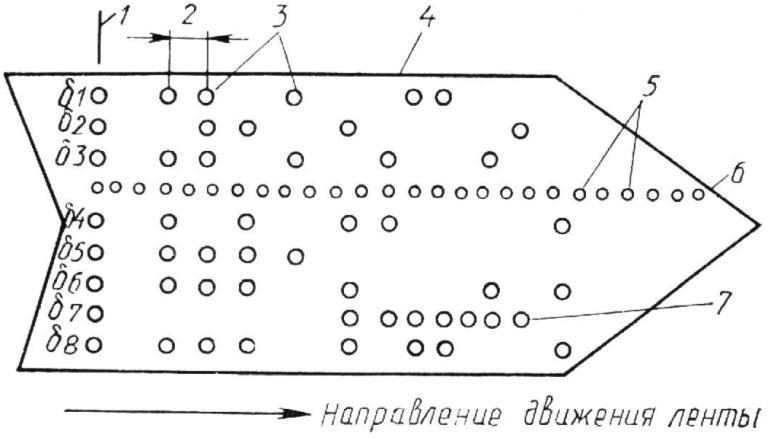
Рис. 15. Основные элементы восьмидорожечной перфоленты для систем ЧПУ: 1 – строка; 2 – шаг перфорации; 3 – кодовые отверстия; 4 – базовая кромка; 5 – транспортные отверстия; 6,7 – транспортная и кодовая дорожки
В последнее время появились УЧПУ новых конструкций: с записью УП в кодированной форме на магнитных дисках и с оперативными системами ручного набора программы на пульте. В отличие от станков с ЧПУ, управляемых от программоносителя - перфорированной ленты, подготовка которой требует специального персонала технологов-программистов и операторов перфорирующих устройств, разработка управляющих программ для станков с оперативным программным управлением может осуществляться наладчиком или оператором. Применение оперативных систем целесообразно при обработке простых по форме заготовок, когда ручной набор программы требует меньше времени, чем подготовка перфоленты.
Исходными документами при подготовке УП являются рабочий чертёж детали и технологическая карта. Текст готовой УП либо записывается на программоноситель, либо вводится в устройство ЧПУ с помощью клавиатуры и переключателей на пульте управления.
От способа ввода УП в систему ЧПУ зависит только вид документа, на котором фиксируются результаты программирования. На процесс подготовки УП способ её ввода не оказывает влияния.
Метод подготовки управляющих программ (УП) может быть ручным или автоматизированным.
Сложность и многообразие задач, решаемых при разработке УП, привела к необходимости создания систем автоматизированного программирования (САП) для станков с ЧПУ, основанных на использовании совокупности математического, программного обеспечения и проблемно-ориентированного языка для записи и ввода в ЭВМ исходной информации.
Ручное программирование применяется при изготовлении сравнительно простых по конфигурации деталей, когда трудоёмкость подготовки программ вручную соизмерима с трудоёмкостью подготовки исходных данных для расчётов на ЭВМ.
В общем случае для выполнения ручного программирования необходимы:
а) чертёж детали с техническими требованиями на её изготовление;
б) руководство по эксплуатации станка;
в) инструкция по программированию для устройства ЧПУ на данном станке;
г) каталог режущего инструмента с настроечными размерами;
д) нормативы режимов резания.
Подготовка УП осуществляется в следующей последовательности:
1) проектирование маршрутного технологического процесса обработки, представляемого в виде последовательности операций с выбором режущих и вспомогательных инструментов, станочных приспособлений, с разработкой технических условий на заготовку;
2) разработка операционного технологического процесса с расчётом или назначением режимов резания, с построением траекторий движения режущих инструментов;
3) расчёт координат опорных точек траектории движения режущих инструментов;
4) составление расчётно-технологической карты;
5) разработка карты наладки станка;
6) кодирование информации - формирование кадров УП с их ручной записью в виде текста или таблицы;
7) нанесение информации на программоноситель;
8) контроль программы и исправление ошибок.
Важно отметить, что в процессе программирования решающими этапами являются сбор и упорядочение всей геометрической и технологической информации о детали, заготовке, инструменте, станке с устройством ЧПУ, а также информации о технологических приёмах, используемых при обработке детали . Программист-технолог определяет расстояния, направления движения, скорости подачи и технологические команды по чертежу детали и технологии её обработки. Суммарная информация по отдельным переходам, выполняемым в процессе обработки детали в соответствии с заданными технологическими параметрами, и составляет УП.
Вся информация разбивается на кадры . В программу каждого кадра должна записываться та геометрическая, технологическая и вспомогательная информация, которая изменяется по отношению к предыдущему кадру. Информация об обрабатываемом контуре детали (заготовки) разбивается на части, которые задаются в технологических кадрах, располагаемых в соответствии с последовательностью их обработки.
Кадр включает номер кадра, одно или несколько информационных слов и знак конца кадра (ПС). Информационные слова в кадре рекомендуется записывать в приведенной последовательности:
· слово (слова) «Подготовительная функция» - G ;
· слова «Размерные перемещения», которые рекомендуется записывать в последовательности символов: X , Y , Z , U , V , W , P , Q , R , A , B , C ;
· слова «Параметр интерполяции или шаг резьбы»: I , J , K ;
· слово (слова) «Функция подачи» - F , которое относится только к определённой оси и должно следовать непосредственно за словом «Размерное перемещение» по этой оси. Слово «Функция подачи», относящееся к двум и более осям, должно следовать за последним словом «Размерное перемещение», к которому оно относится;
· слово «Функция главного движения» - S ;
· слово (слова) «Функция инструмента» - T ;
· слово (слова) «Вспомогательная функция» - M .
Например:
N 120 G 00 X 100 Y 200 M 03 ПС
Номер кадра Слова Знак конца кадра
Последовательность расположения информации в кадре программы называется форматом кадра . Формат определяет структуру кадра для конкретного станка с ЧПУ.
Можно программировать кадры различной длины в зависимости от устройства ЧПУ. Слово «Номер кадра» служит для обозначения элементарного участка УП, является вспомогательной информацией и должно всегда стоять в начале кадра. Последовательность остальных слов, содержащихся в кадре, может быть произвольной. Номер кадра задаётся адресом N и целым десятичным числом. Рациональна последовательная нумерация кадров, однако допускаются любые переходы номеров и должна соблюдаться только их неповторяемость в пределах одной УП. При нумерации вставляемых в программу в процессе её редактирования новых кадров во избежание изменения ранее установленной последовательности их номеров практикуется запись новых номеров с использованием более высоких разрядов десятичных чисел. Например, если после кадра N 205 необходимо вставить несколько новых кадров, их можно нумеровать N 2051, N 2052, N 2053 и т. д. В главном кадре программы вместо адреса N предусмотрена запись символа «:», который может быть использован для останова перфоленты при её обратной перемотке.
Программное слово кадра состоит из буквы адреса и нескольких цифр, означающих содержание слова. Например:
N 120 X +1250 Z +2500 ПС
Здесь: N , X , Z – адрес; 120, +1250, +2500 - содержание слова.
В состав кадра могут входить слова различной длины, однако при этом необходимо записывать только те цифры, которые несут информацию. Например, кадр со словами постоянной длины
N 0010 G 00 X 005000 T 01 M 03ПС
переменной длины
N 10 G 0 X 5000 T 1 M 3ПС
Из двух одинаковых запрограммированных адресов действителен запрограммированный последним:
N 130 X +100 Z -200 M 03 M 04ПС
В этом примере будет действовать только М04.
Знак «+» записывать не обязательно. Вся информация о длине пути без знака считается положительной. Место записи знака – между буквой адреса и первым числом. Знак « - » записывается всегда, его место также между буквой адреса и первым числом.
При необходимости в программе могут быть обозначены кадры, которые при считывании пропускаются. Эти кадры помечаются специальным знаком «/».
В пределах кадра могут содержаться также специальные знаки «*», «,» и сочетание букв «ПС», « CR », « SR », «НТ», которые означают для конкретной системы ЧПУ выполнение определённых команд: возврат каретки; интервал; начало программы; конец кадра и т. д.
Результатом ручного программирования является условная текстовая или табличная запись кадров управляющей программы. Эти кадры, записанные первоначально от руки программистом, наносятся затем с помощью перфоратора на перфоленту в виде соответствующих комбинаций отверстий или (для оперативных систем ЧПУ) набираются на пульте управления системы ЧПУ.
Запись программы обработки осуществляется на восьмидорожечную перфоленту кадрами переменной длины, которые содержат информацию о о технологических условиях обработки, длине перемещения и вспомогательных функциях. Порядок кадров определяется последовательностью обработки. Кадр состоит из информационных слов (команд), которые включают числовую информацию и символ, определяющий вид информации. При адресном способе записи символ предшествует числовой информации и выражает определённую часть операции обработки детали. Для представления информации используются коды ИСО ( ISO ).
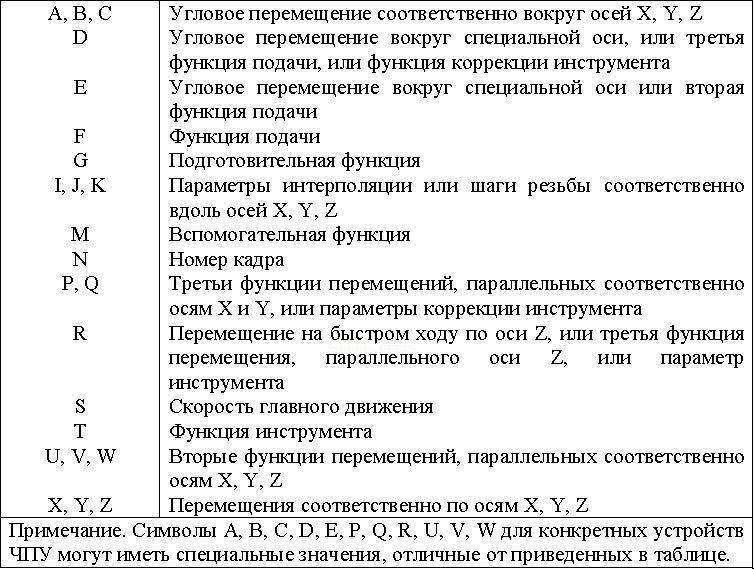
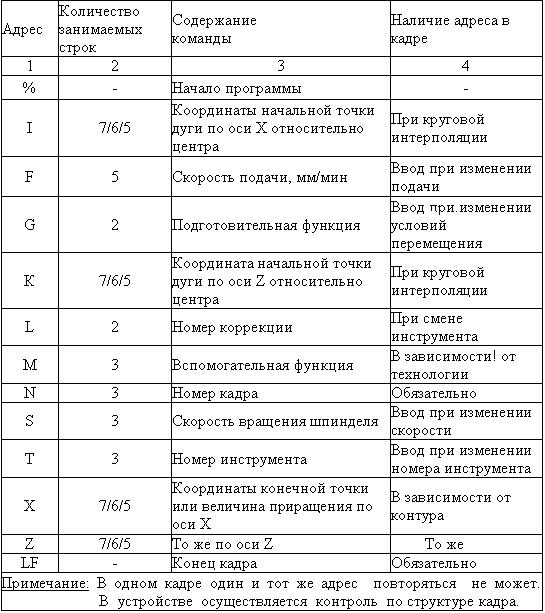
Значения символов адресов и управляющих символов, используемых при разработке управляющих программ, представлены в табл. 5 и 6.
Таблица 5
Значения символов адресов
Управляющую программу рекомендуется составлять таким образом, чтобы в кадре записывалась только изменяющаяся по отношению к предыдущему кадру информация. Каждая УП должна начинаться символом «%» - «Начало программы», после которого следует символ «ПС» - «Конец кадра», а затем кадр с соответствующим номером. Информация, расположенная до символа «Начало программы», а также в круглых скобках устройством не воспринимается. Внутри скобок не должны применяться символы «%» - «Начало программы» и «:» - «Главный кадр». После символа «Начало программы» обязательно указывается числовая информация – номер УП, а затем символ конца кадра. Номер управляющей программы может находиться в пределах от 1 до 999.
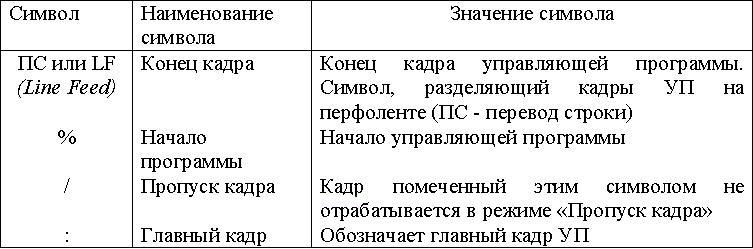
Таблица 6
Значения управляющих символов и знаков
В состав управляющей программы могут входить основная УП и подпрограммы. При размещении на одном носителей нескольких управляющих программ перед символом «Начало программы» в основной программе допускается записывать ещё один символ «Начало программы», например: %%ПС или %%003ПС.
Перед символом «Начало программы» может быть записана любая информация, не содержащая этого символа (примечания по наладке станка, различные идентификаторы программы и т. п.).
Управляющая программа должна заканчиваться символом «М02» - «Конец программы».
3.5. Методика составления управляющей программы
Чтобы точно задать величину и направление перемещений инструмента, необходимо чётко представлять положение и направление осей координат станка. Исходная ось - ось шпинделя Z (рис. 14), положительным направлением которой является направление от детали к инструменту. Ось Х горизонтальная и перпендикулярная к оси Z . Положительное направление её получается поворотом оси Z по часовой стрелке. Отрицательное направление движения записывается в программе со знаком "минус", например, Х-200. Вращение заготовок вокруг оси Z будет положительным (+ G ), если оно происходит по часовой стрелке, когда смотрят вдоль положительного направления оси Z . Если при обработке образуется сливная стружка, то резцы устанавливают передней гранью вниз, чтобы направить её в стружкосборник в нижней части станины. Вращение шпинделя необходимо изменить на обратное , т. е. отрицательное (- G ).
Отсчёт координат при задании перемещения в кадре бывает абсолютным, программируемым функцией G 90, или относительным, программируемым функцией G 91. При абсолютном отсчёте координаты задаются относительно начала станочной или рабочей системы координат.
При относительном отсчёте величины приращения, например D х, задаются относительно системы координат, начало которой помещено в начальную точку рассматриваемого кадра.
Перед началом обработки заготовки подвижные части станка выводятся в крайнее положение, создавая исходную точку. Станочная система координат располагается так, чтобы исходная точка имела координаты, соответствующие станочным константам. Начало станочной системы координат называют «нулём станка». При задании перемещений в станочной системе координат в кадр вносят функцию G 53. Все другие системы координат – рабочие и при задании перемещений в кадрах ставятся функции G 54 или G 55. При этом начало рабочей системы координат сдвигается линейно по каждой из координат в соответствии с предварительно заданными координатами.
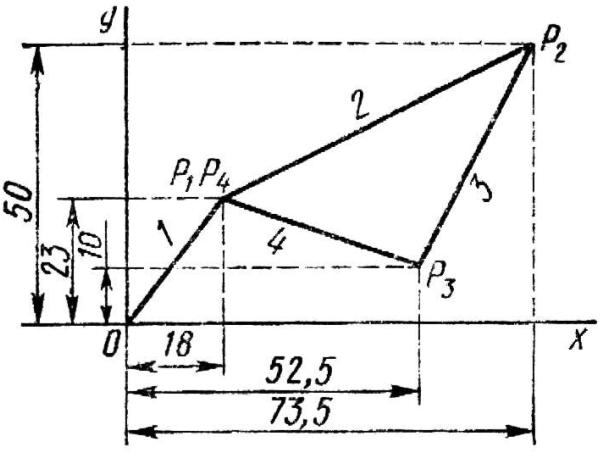
Рис. 16. Задание перемещений в абсолютных размерах
Участки прямых задаются в абсолютных или относительных размерах. При задании перемещений в абсолютных размерах (рис. 16) содержание кадров записывается так:
N001G90G01 N002 N003 N004 |
X18000; X73500; X52500; X18000; |
Y23000 ПС Y50000 ПС Y10000 ПС Y23000 ПС |
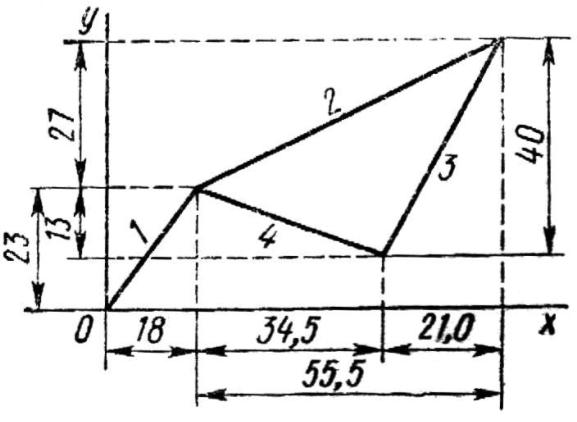
Рис. 17. Задание перемещений в относительных размерах
При задании перемещений в относительных размерах содержание кадров записывается так (рис.17):
N001G91G01 N002 N003 N004 |
X18000; X55500; X21000; X34500; |
Y23000 ПС Y27000 ПС Y-40000 ПС Y -13000ПС |
Обрабатываемый контур разбивается на участки, представляющие собой либо отрезки прямых, либо дуги окружности. В случае если контур детали построен по другому закону, он должен быть аппроксимирован, т. е. приближённо выражен другими более простыми элементами – прямыми и дугами.
При линейной интерполяции может быть задано не более пяти координат в одном кадре.
При задании круговой интерполяции в кадре должны быть указаны:
а) способ задания перемещений в размерах абсолютных ( G 90) или в размерах относительных ( G 91);
б) плоскость обработки ( G 17 – плоскостью XY , G18 - плоскостью ZX , G 19 - плоскостью YZ );
в) направления обхода дуги ( G 02 - по часовой стрелке и G 03 - против часовой стрелки, если смотреть в сторону положительного направления оси, перпендикулярной плоскости траектории движения);
г) координаты конечной точки в абсолютных ( G 90) или в относительных ( G 91) величинах;
д) проекция радиуса-вектора кругового участка (дуги), проведенного из центра круга в начальную точку дуги.
4. Разработка и отладка управляющей программы для токарных станков с СЧПУ Н22-1МТ1
4.1. Принцип функционирования и назначение ЧПУ
В устройствах числового программного управления (ЧПУ) металлорежущими станками программа определяет координаты опорных точек кривой, по которой движется рабочий орган станка; устройство аппроксимирует отрезки между опорными точками методом линейной или круговой интерполяции и выдает управляющие сигналы на привод.
Кроме информации о геометрическом перемещении в программе указываются скорость отработки и технологические команды, управляющие автоматикой станка, а также сведения о режиме работы устройства.
Программист-технолог определяет расстояния, направления движения, скорости подачи и технологические команды по чертежу изделия и технологии обработки. Вся информация разбивается на кадры и в соответствующих символах заносится на перфоленту.
Рабочий получает карту технологического процесса, соответствующего программе на перфоленте, в которой указаны режимы работы станка и устройства ЧПУ (диапазон главного привода, положение корректоров и пр.)
Устройство ЧПУ Н22-1МТ1 предназначено для работы с токарными станками типа ТПК-125ВМ, у которых дискретность:
по оси Х = 0.001 мм, по оси Z = 0.002 мм.
4.2. Код перфорации
Для перфорации используется 8-дорожечная перфолента шириной 25,4 мм по ГОСТ 10860-68.
Кодирование информации производится в соответствии с ГОСТ 13052-74 и рекомендациями ИСО. При вводе информации осуществляется контроль по четности количества пробивок в строке, отверстие на 8-й дорожке - дополнение до четного числа; 8-я дорожка в коде ИСО называется "паритетной".
Цифра, буква или знак представляется в соответствии с установленным образцом расположения отверстий на горизонтальной линии:
- слово состоит из адресной и числовой части ( G 04, X + I 2500);
- числовая часть задается только целыми числами, причем, перед числовой частью геометрической информации обязательно указываются знак "+" или "-";
- группа из нескольких слов, расположенных в определенном порядке, называется кадром;
- разделительный знак между кадрами - кодовый сигнал "Конец кадра" LF .
4.3. Состав программы
Согласно рекомендациям ИСО при написании используется латинский алфавит. В состав программы могут входить функции и адреса, указанные в табл.7.
4.4. Программирование функции ЧПУ
4.4.1. Номер кадра
Номер кадра в программе указывается первым.
Максимальное количество кадров в полной программе 999. В программе номер кадра задается адресом " N " и следующими за ним тремя десятичными цифрами.
Порядок номеров кадров в программе может быть произвольным, но для удобства в работе рекомендуется упорядоченная последовательность в сторону возрастания. Номер кадра индицируется на пульте оператора.
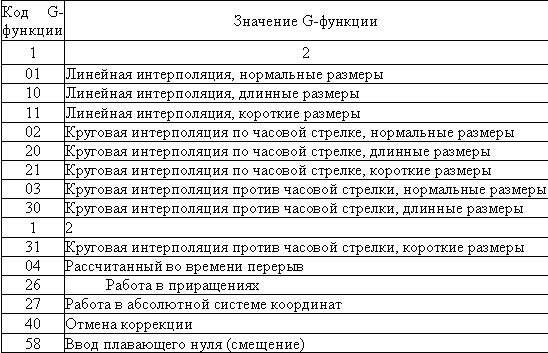
4.4.2. Подготовительные функции ‘G'
Они определяют режим работы устройства и на станок не выводятся. В табл.8 перечислены G-функции, используемые в устройстве ЧПУ.
Признак нормальных, длинных, коротких размеров влияет только на разрядность геометрической информации (ГИ).задаваемой в кадре после адресов X , Z , I , K . Задаваемая ГИ может быть в пределах:
- нормальные размеры: 00000 - 99999 дискрет
- длинные размеры: 000000 – 999999 дискрет
- короткие размеры: 0000 - 9999 дискрет
При задании типа интерполяции с признаком "Нормальные размеры" (Это функции G 01, G 02, G 03) перфорируется только 5 десятичных разрядов ГИ. Перфорация 6-го разряда не допускается
Пример: X +00025; Z -12347; Z -02681.
При задании типа интерполяции с признаками "Длинные размеры" (это функции G 10, G 20, G 30) перфорируются все 6 десятичных разрядов ГИ.
Пример: Х+000005; Х+100100; Z -005056.
При задании признака "Короткие размеры." (это функции Gil , G 21, G 31) перфорируются только 4 десятичных разряда ГИ. Перфорация 5 и б разрядов не допускается.
Пример: Х+0001; Z -0059; Х+2931;
Х+002931- нельзя.
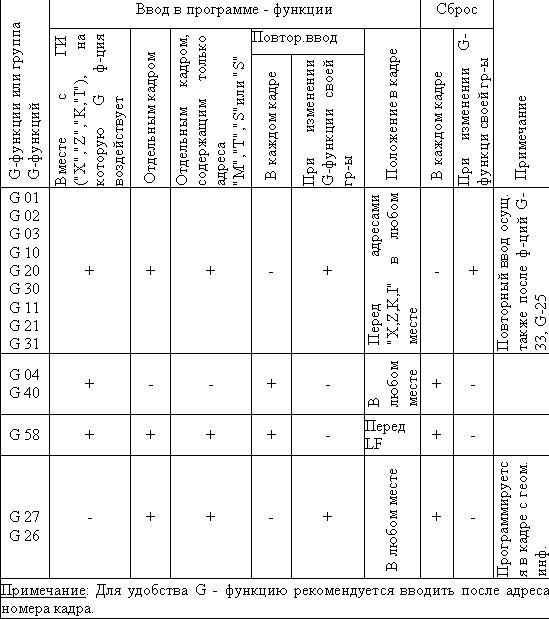
Ввод в программе G -функций (табл.9).
Примеры на положение и ввод G-функций в программе:
N001 G11 S003 Х +2000 LF
N001 G11 S003 LF
N002 X+2000 LF
N001 G11 LF
N002 S003 X+2000 LF
При наличии функции G 04 происходит блокировка импульсов шагов на привод и накопители, но устройство продолжает работу.
Задавая скорость и определенное расстояние для отработки, можно осуществить задержку в диапазоне: 0.2+108000 с.
Таблица 7
Перечень адресов, входящих в состав программы
Если дано время задержки t з и скорость обработки F , то в одних единицах измерениях необходимо задать количество импульсов
N дискр. z = F * t3 * 100; N дискр.х = F * t3 * 200;
где N дискр-z - количество импульсов по оси Z ;
N дискр.х - количество импульсов по оси X.
Адрес "F" задается, мм/мин и умножается на к=5; t3 - мин.
Таблица 8
G-функции устройства ЧПУ
Признак размеров (нормальные, длинные, короткие) и тип интерполяции в кадре с функцией G 04 остаются от предыдущих кадров.
Если в кадре с функцией G04 нужен другой признак размеров и тип интерполяции, то они вводятся отдельным кадром.
Пример: N 011 Х+3000 F 10500 LF
N012 Z+2500 LF
N013 G10 LF
N 014 G 04 Х+250000 LF
4.4.3. Скорость подачи ‘F'
Скорость подачи в программе задается по адресу "F" пятью десятичными цифрами.
Величина подачи задается в мм/мин., а затем умножается на коэффициент К=5. Полученное значение задается в программе.
Ввод в программе возможен как отдельным кадром, так и вместе с информацией, которая будет отрабатываться с данной скоростью. Место в кадре - после номера кадра перед любым адресом. Введенная величина подачи сохраняется на все время отработки до прихода новой величины подачи.
Таблица 9
Положение G-функций в программе
N 002 G 01 Х+01006 LF
N 003 Х-00197 LF
N 004 F10020 Х+00300 LF
Кадры 002, 003 отрабатываются с адресом F =2530 мм/мин.
В устройстве возможны 2 диапазона скоростей рабочих подач и быстрый ход:
- 1-й диапазон - от 1 до 1200 мм/мин;
- 2-й диапазон - от 0.5 до 120 мм/мин;
- быстрый ход - 1440 мм/мин по Z и 720 мм/мин по X.
Эти диапазоны соответствуют двум состояниям генератора:
- 1-й - состоянию разгона f ген = 8000 Гц
- 2-й - состоянию торможения f ген = 400 Гц
Различная дискретность по осям и верхний предел рабочих частей (2 кГц) накладывают ограничения при задании величины подачи при обработке.
Величина подачи перфорируется пятью десятичными разрядами. В первом разряде после адреса задаются признаки состояния генератора (разгон, торможение, быстрый ход).
В четырех младших разрядах скорость в мм/мин умножается на коэффициент К=5, полученное число перфорируется на ленте.
Первый разряд может принимать значения соответствующие следующим режимам:
- 1 - разгона (первый диапазон рабочих подач);
- 2 - торможение (второй диапазон рабочих подач);
- 7 - признак быстрого хода с разгоном / торможением в одном кадре.
В режиме "Торможения" все величины подач уменьшаются в 20 раз.
Максимальная величина подачи, которую можно задавать в режиме торможения - 2400 ед.под./мин, действительная подача при этом будет равна 24 мм/мин. Максимальная величина подачи в режиме разгона - 200 мм/мин. При задании режима быстрого хода перемещение допускается только по одной из координат. Величина подачи на быстром ходу не программируется.
Пример: N 001 F 10600 10 Х+010000 Z +005000 LF
N002 F70000 X+003000 LF
4.4.4. Задание перемещений по координатам
Числовая информация о перемещениях набивается после адресов X, Z , К, I. Отработка сигнала шага от устройства по оси Х вызывает перемещение на 0.001 мм, по оси Z на 0.002 мм.
4.4.4.1. Задание перемещений при линейной интерполяции
При линейной интерполяции в одном кадре можно отработать только один отрезок прямой. Максимальная величина отрезка в одном кадре в дискретах:
- по оси Х ± 999999 дискрет;
- по оси Z ± 999999 дискрет;
соответственно, перемещения при отработке:
- по оси Х ± 999,999 мм;
- по оси Z ± 1998,998 мм.
При работе в приращениях ( G 26) после адресов X, Z набивается числовая информация, соответствующая приращениям в дискретах по оси Х и Z соответственно. Информации присваивается знак в зависимости от того, с каким направлением координатных осей, выбранных на станке, совпадает направление движения при отработке.
При работе в абсолютной системе координат ( G 27) после адресов Х и Z набивается числовая информация, соответствующая координатам конечной точки в кадре относительно выбранной системы координат. Началом отсчета координат может быть нулевая точка станка или точка обрабатываемой детали, принятая за начало координат.
4.4.4.2. Задание перемещений при круговой интерполяции
При круговой интерполяции необходимой геометрической информацией является:
- числовая информация о координатах начальной точки дуги окружности по адресам I (Х) и К(Z) относительно центра обрабатываемой дуги;
- числовая информация о приращениях по осям Х и Z .
В одном кадре возможно задание дуги только одного квадранта. Приращениям присваивается знак в соответствии с направлением движения инструмента вдоль осей координат. Информация об адресах I и К всегда со знаком "+".
Пример программирования перемещений при круговой интерполяции контура детали, изображённой на рис. 18, приведен ниже:
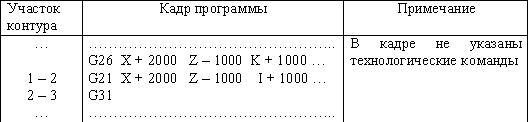
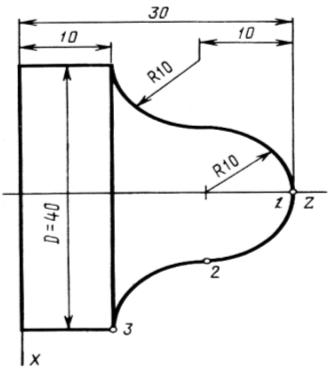
Рис. 18. Эскиз детали со сферической обработкой
4.4.5. Коррекция инструмента
Коррекция инструмента позволяет компенсировать износ инструмента и разницу в установке инструмента между теоретической, принятой программистом и действительной позицией.
Необходимым условием для введения коррекции является режим линейной интерполяции ( G 01, G 10, G 11).
Величины коррекции инструмента набираются на декадных переключателях технологического пульта перед началом работы (число декадных переключателей - 18). Величина коррекции может меняться в пре делах ± 9999 дискрет. Переключатели разбиты на 2 группы по 9 номеров в каждой. В устройстве возможен ввод коррекции по одной и осей или по двум (парная коррекция). Обозначение коррекций:
1 - одиночная коррекция первой группы (по оси Х);
2 - одиночная коррекция второй группы (по оси Z);
3 - парная коррекция (по осям Х и Z).
В младшем разряде адреса L указывается номер корректора (1...8), в старшем - тип коррекции (1, 2 или 3).
Коррекция на переключателях набирается в виде количества дискрет по 0.002 мм по оси Z и по оси Х - по 0.001 мм.
Величины, набранные на переключателях, алгебраически складываются с величинами введенных в этом же кадре приращений или конечны:
значений координат.
Во всех последующих кадрах до отмены коррекции перемещения по координатам отрабатываются с учетом введенной ранее коррекции.
Вспомогательной командой для отмены коррекции является функция G 40. При введении в кадре функции G 40 и адреса L набранная на технологическом пульте коррекция, вводится с противоположным, чем на пульте, знаками при работе в приращениях или блокируется при работе в абсолютной системе.
4.4.6. Скорость вращения шпинделя ‘S'
Адрес S - скорость вращения шпинделя, определяется по паспорту станка.
При работе в режиме "Автомат" можно программировать пять скоростей шпинделя в диапазоне от 100 до 3000 об/мин. Скорость вращения шпинделя внутри диапазона выставляется регуляторами скорости вращения шпинделя на пульте управления станком. Номер регулятора программируется адресом S, причем:
1-му регулятору соответствует команда - S 001;
2-му регулятору соответствует команда - S 002;
3-му регулятору соответствует команда - S 004;
4-му регулятору соответствует команда - S 008;
5-му регулятору соответствует команда - S 010.
Ответ об исполнении для команд S не программируется.
4.4.7. Номер инструмента ‘T'
Адрес Т - номер инструмента берется из технологической карты обработки детали. Станок, для которого предназначена система ЧПУ типа Н22 - IMT оборудован шестипозиционной револьверной головкой.
Номер необходимого инструмента программируется в приращениях. Для поиска необходимого инструмента по адресу Т программируется число проходимых инструментальных позиций плюс 2, т.е. в это число включается инструмент, стоящий на рабочей позиции и искомый инструмент, т.е.:
Т = n + 2,
где: n - число проходимых во время поиска инструментальных позиций.
Адрес Т всегда трех разрядный. Старший разряд всегда имеет значение "I", т.е. отработка следующего кадра начинается после ответа о выполнении команды.
Пример: Т = 105
Единица в старшем разряде означает, что отработка следующего кадра начинается только после нахождения требуемого инструмента. Цифра 5 означает, что искомый инструмент находится через 3 инструмента от находящегося в рабочей позиции (например, если рабочий инструмент находится в позиции 2, то искомый - в позиции 6).
4.4.8. Вспомогательная функция ‘M'
Адрес М используется для выполнения различных вспомогательных; (технологических) команд для станка.
В системе УЧПУ типа Н22-1МТ1 используются номера и адреса М, указанные в табл. 10.
Ответ для адреса М не программируется.
Таблица 10
Назначение адресов М-функции
Адрес |
Назначение |
М000 |
Запрограммированный стоп: остановка шпинделя и прекращение дальнейшого считывания программы с перфоленты. Действует после завершения отработки кадра в пределах одного кадра. Для продолжения работы нажать кнопку "Пуск" |
М001 |
Остановка с подтверждением (то же, что и команда М000, но при подтверждении, т.е. кнопка "ТЕХНОЛ. ОСТАНОВ" в положении "нажато") |
М002 |
Конец программы, то же, что и М000 и возвращает перфоленту до начала программы |
М003 |
Вращение шпинделя по часовой стрелке. Действует с начала отработки кадра, сохраняет действие до отмены, замены однородной команды |
М004 |
Вращение шпинделя против часовой стрелки, остальное как у М 003 |
М005 |
Остановка шпинделя, остальное как у М 003 |
4.4.9. Запись в программе адресов ‘S', ‘М', ‘Т'
Технологические команды S, М, Т программируются в одном кадре только с той геометрической информацией, отработке которой не мешает одновременное выполнение команд S, М, Т в противном случае команды S, М, Т программируются отдельным кадром.
Разрешается программирование команд S, М, Т в одном кадре вместе с другими адресами.
Разрешается программирование в одном кадре двух или трех технологических команд по разным адресам.
4.5. Особенности программирования токарной обработки
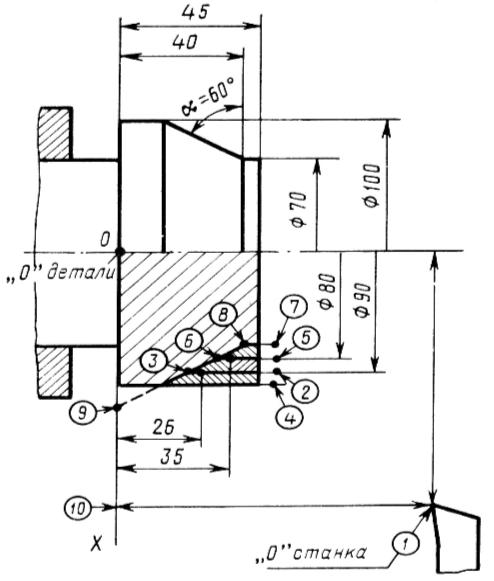
Рис. 19. Операционный эскиз
Ось Х - перпендикулярна оси вращения шпинделя и направлена на оператора.
Ось Z - совпадает с осью вращения шпинделя и направлена к задней бабке станка.
Рекомендуемая последовательность адресов:
N, G, F, X, Z, I, К , М , S, Т , L, LF
(присутствие того или иного адреса обусловлено программой).
В одном кадре два одноименных адреса присутствовать не могут.
В первом кадре программы обязательно указывается функция G 26 или G 27 и величина подачи F.
Если по адресам X, Z, К, I следует нулевая геометрическая информация, то этот адрес не программируется.
При задании круговой интерполяции скорость подачи задается равной или меньше 120 мм/мин.
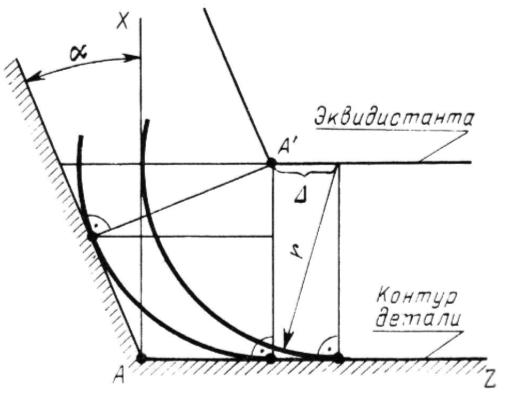
Рис. 20. Расчёт эквидистанты
Пример программирования токарной обработки детали, изображённый на рис. 19, приведен в таблице 11. Полный съём металла осуществляется в несколько проходов (на чертеже показаны различной штриховкой). Стандартный цикл черновой обработки цилиндрической поверхности состоит из подвода инструмента на ускоренной подаче, проточки на рабочей подаче и отвода на ускоренной подаче.
Таблица 11
Кадр управляющей программы токарной обработки
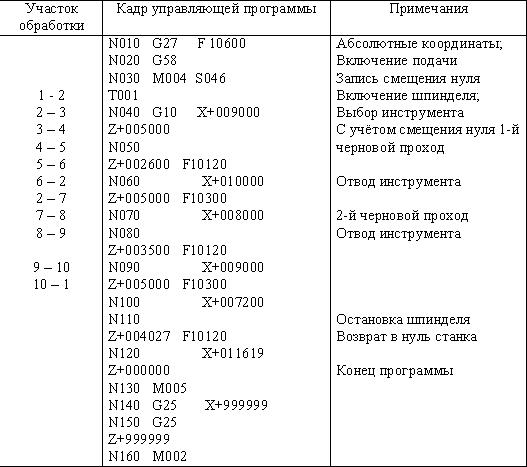
Чистовой проход осуществляется по эквидистанте к обрабатываемому контуру. Расчёт корректирующих значений перемещений режущего инструмента с учётом эквидистанты приведен на рис. 20. В данном случае принято a = 60 ° , г = 1 мм, тогда D = 0,73 мм.
Рабочая подача для данных условий обработки 120 мм/мин ( F 10120). Ускоренная подача для отработки смещения нуля – 600 мм/мин ( F 10600). Ускоренная подача для малых пермещений на холостых ходах в зоне обработки – 300 мм/мин ( F 10300). Частота вращения шпинделя – 710 об/мин ( S 046). Инструмент установлен в первой позиции резцедержавки (Т001).
В рассматриваемом примере на декадных переключателях УЧПУ должны быть заданы величины смещения «0 детали» относительно «Останов» соответственно «Смещение 0 х », «Смещение 0 z ). По команде G 58 эти смещения записываются в регистры-накопители и дальнейшая отработка ведётся с учётом этих смещений.
4.6. Контроль и отладка управляющей программы на ЭВМ
4.6.1. Режимы и функции главного меню
После запуска отладочно-контрольной программы на экран выводится основное меню, которое предоставляет пользователю возможность выбрать следующие функции и режимы:
F 1-Имя файла; F 2-Ред. текста; F 3-Вариант; F 4-Отладка; F 5-Печать; F 6-Выход
- Функция "F1 Имя файла" - служит для задания имени файла, в котором находится текст управляющей программы.
- Режим "F2 Ред. текста" - подключает текстовый редактор для набора в нем текста управляющей программы,
- Функция "F3 Вариант" - служит для выбора варианта детали, для которой разрабатывается управляющая программа.
- Режим "F4 Отладка" - подключает программу прорисовки траектории движения инструмента и индикации технологических команд.
- Функция "F5 Печать" - служит для вывода текста управляющей программы на печатающее устройство.
- Команда "F6 Выход" - прерывает работу отладочно-контрольной программы и осуществляет выход в DOS .
4.6.2. Функции режима "F4 Отладка"
После перехода в режим отладки управляющей программы на экран выводится меню, которое содержит следующие функции:
F1-Уст. нуля; F2-Автомат; F 3-Полная; F 4-Работа; F 5-Обновить; F 6-Выход
- Функция " F 1-Уст. нуля" - служит для установки исходного положения инструмента относительно начала координат.
Установка исходного положения инструмента (точки начала траектории) производится перемещением указателя с помощью клавиш управления курсором в необходимую точку с расчетными координатами.
Координаты точки начала траектории контролируются на панели "Установка нуля".
Изменение шага перемещения указателя осуществляется при нажатии клавиши F1. При этом в верхней части экрана появляется меню с возможными значениями шага указателя. Перемещая курсор клавишами управления курсором, необходимо установить его на нужную величину шага и нажать клавишу < Enter >. Текущая величина шага указателя индицируется в правом верхнем углу экрана.
Установка точки начала траектории и выход из функции установки исходного положения инструмента осуществляется нажатием клавиши < Enter >.
- Функция " F 2 Автомат" позволяет переключать режим отработки управляющей программы из пошагового в непрерывный и обратно.
В режиме "F2 Автомат" отработка управляющей программы осуществляется непрерывно (от начала до конца).
В режиме "F2 Шаговый" отработка управляющей программы осуществляется по кадрам. Отладка каждого последующего кадра начинается после нажатия клавиши < Enter >.
- Функция "F3 Полная" позволяет выводить на экран либо всю траекторию движения инструмента целиком, либо участок траектории, образованный текущим кадром управляющей программы, либо участок траектории, обрабатываемый одним инструментом.
В режиме "F3 Полная" траектория движения инструмента выводится на экран целиком.
В режиме "F3 Участок" выводится на экран участок траектории, соответствующий текущему кадру управляющей программы.
В режиме "F3 Технол." выводится на экран участок траектории, соответствующий обработке одним инструментом.
- Функция "F4 Работа" осуществляет построение траектории движения инструмента и индикацию технологических команд управляющей программы в соответствии с режимами, установленными функциями "F2 Автомат" и "F3 Полная". Прерывание работы этой функции происходит при нажатии клавиши < Esc >.
- Функция " F 5 Обновить" служит для очистки экрана при неверной установке исходного положения инструмента или ошибки в тексте управляющей программы.
Функция "F6 Выход" служит для выхода из режима отладки управляющей программы в главное меню отладочно-контрольной программы. Для этих целей можно использовать клавишу < Esc >.
4.6.3. Порядок работы контрольно-отладочной программы
1. После загрузки программы задать имя файла, в котором будет набираться текст управляющей программы. Например: С: TEXT . UPR , где: С: - имя диска, TEXT . UPR - имя файла с расширением.
2. Войти в текстовый редактор, набрать текст управляющей программы, записать его на диск и выйти из редактора.
3. Указать вариант эскиза детали, для которого составлена управляющая программа.
4. Войти в режим отладки управляющей программы.
5. Установить исходное положение резца, согласно текста управляющей программы, изменяя при необходимости шаг движения указателя.
6. Установить необходимые режимы отладки управляющей программы.
7. Запустить управляющую программу в режим отладки.
8. При обнаружении ошибок в управляющей программе выйти в главное меню и повторить работу с п.7.2 по п.7.7.
4.7. Пример проектирования операции токарной обработки на станке с ЧПУ
4.7.1. Исходные данные
Используется система числового программного управления Н22-1М и токарный центровой станок мод. 1Б732Ф3.
Дискретность по оси OZ = 0,01 мм/мин (продольная подача).
Эскиз обрабатываемой детали (рис. 21).
Обработке подлежит контур, ограниченный линейным размером 600мм. Заготовкой служит пруток с наружным диаметром 45 мм.
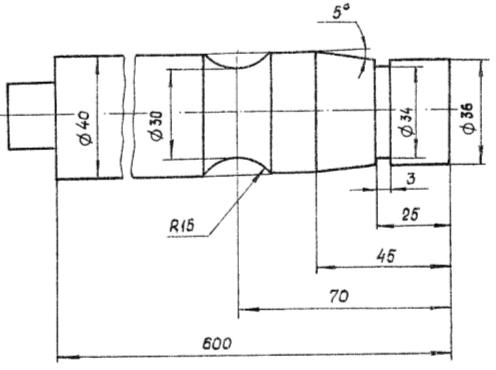
Рис. 21. Эскиз обрабатываемой детали
4.7.2. Выбор инструмента, его кодирование и настройка
Для черновой обработки используем проходной резец (рис.22), который принят за эталонный при настройке других инструментов.
Резцу присваиваем код Т101 и закрепляем за ним корректор №1.
Для обработки канавки используем специальный резец (рис. 23) шириной 3 мм. Резцу присваиваем код Т102 и закрепляем за ним корректор №2.Для чистовой обработки принимаем проходной резец с радиусной ( R 2) вершиной (рис. 24). Инструменту присваиваем код Т103 и закрепляем за ним корректор №3.
Рис. 22. Настройка чернового резца
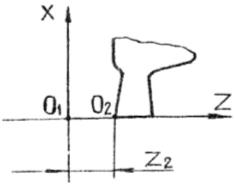
Рис. 23. Настройка канавочного резца
Рис. 24. Настройка чистового резца
Координаты Z 2 , Z 3 , X 2 и X 3 показывают смещение инструментов Т102 и Т103 относительно вершины резца Т101.
Эти координаты необходимы для определения положения инструментов при их замене по мере необходимости при обработке детали.
4.7.3. Определение положения исходной точки эталонного инструмента относительно базовых поверхностей детали ыбор инструмента, его кодирование и настройка
На бланке для эскизов технологического процесса (рис. 25) вычерчиваются деталь с указанием базовых поверхностей и положение исходной точки для эталонного инструмента, координаты которой выбираются согласно паспортным данным используемого токарного станка.
4.7.4. Проектирование технологических переходов
Для правильного проектирования переходов следует с использованием условных обозначений и составить схему снятия припуска, с помощью которой затем определяются траектории для каждого инструмента с указанием опорных точек (рис. 26).
Для проектирования переходов можно использовать бланки для эскизов технологического процесса. Траектории должны содержать всю геометрическую информацию, необходимую для определения координат опорных точек.
Координаты опорных точек вычисляются и заносятся в специальную таблицу (табл. 12), с помощью которой в дальнейшем определяются перемещения по координатным осям в каждом кадре программы, т. е. величины D C и D Z , выраженные в импульсах. Суммы этих перемещений должны равняться нулю.
Для определения координат опорных точек в импульсах необходимо численное значение координаты разделить на величину дискретности для соответствующей оси координат.
Вычисление перемещений D C и D Z на участках производится путём вычитания из координат конечной точки координат начальной точки участка с соблюдением правила знаков.
Например, на участке 1-2 (табл. 12) перемещение по оси 0 Z составит
+60500 – (75500) = - 15000,
где +60500; +75500 соответственно координаты точек 2 и 1, выраженные в импульсах.
На участках, где производится замена инструмента (участки 12-13 и 15-16), указываются перемещения, соответствующие разности координат центров применяемых инструментов. Например, при замене Т101 на Т102 вершина канавочного резца смещается по оси 0 Z на +1000 импульсов; соответственно при замене Т102 на Т103 центр радиусного резца смещается по оси 0 Z на 1000 импульсов. При замене Т103 на Т101 смещения центров инструмента не происходит, поскольку настроечные размеры этих инструментов одинаковые.
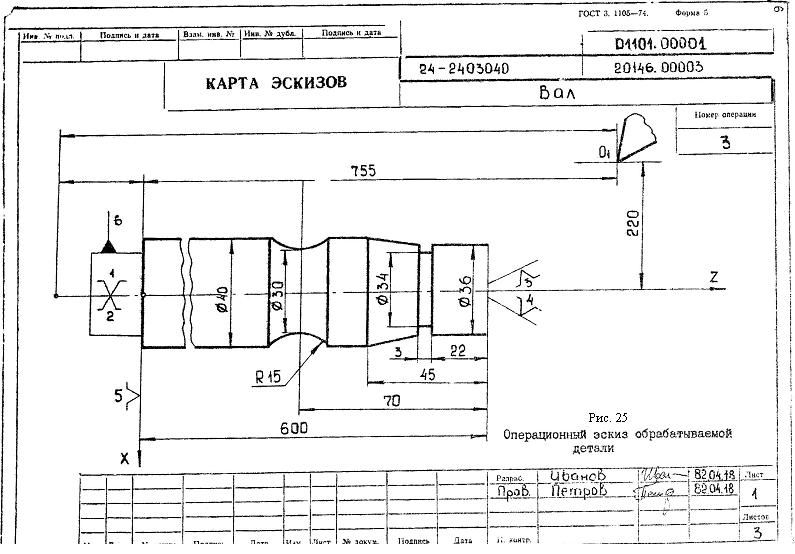
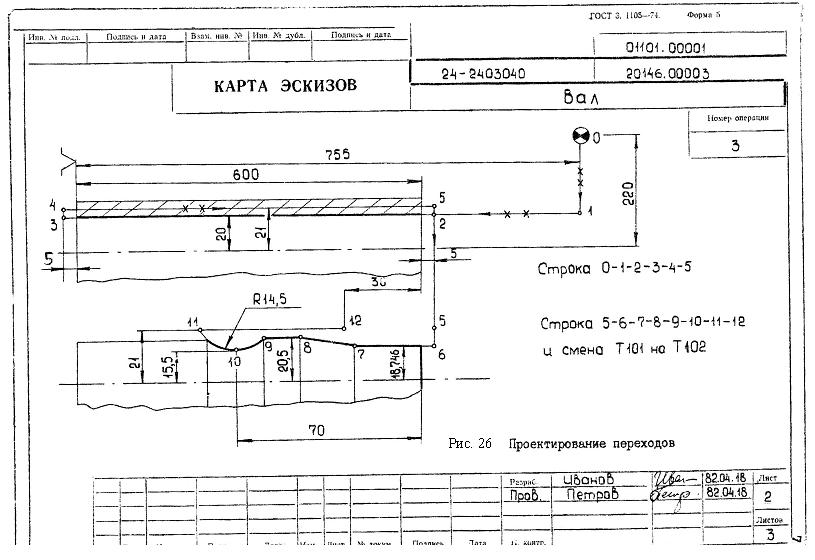
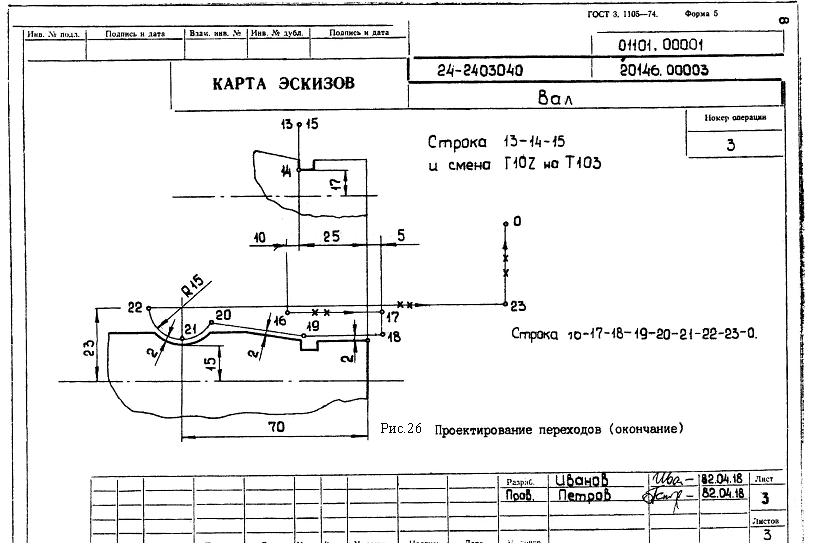
Таблица 12
Расчёт координат опорных точек траектории инструмента
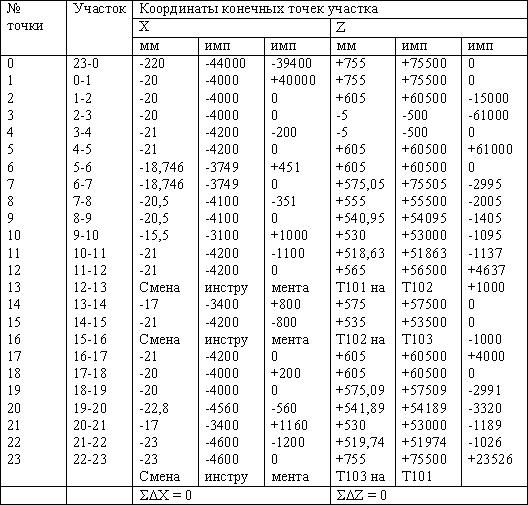
Для построения траектории последнего перехода опорные точки 18, 19, 20, 22 располагаем на эквидистанте, удалённой от обрабатываемого профиля на величину радиуса вершины резца R = 2 мм.
Вычисления координат опорных точек упрощаются, если продольные перемещения инструментов, выходящие за правый торец, заканчиваются в одном месте. Так, при проектировании переходов принято, что опорные точки 2, 5, 6, 17, 18 имеют одинаковые координаты по оси 0 Z .
4.7.5. Назначение режимов резания и их кодирование
Определение скорости резания и подачи производится по машиностроительным нормативам. Корректирование частоты вращения детали производится по паспортным данным станка.
Значения минутных подач корректировке не подлежат.
В рассматриваемом примере использованы следующие режимы резания:
Для резца Т101 n 1 =800 мин -1 , S мин1 =180 мм/мин; S 015 F 10180.
Для резца Т102 n 2 =300 мин -1 , S мин2 =40 мм/мин; S 010 F 10040.
Для резца Т103 n 3 =800 мин -1 , S мин3 =180 мм/мин; S 015 F 10180.
Для ускоренных перемещений по осям 0 Z и 0 C используется подача 600 мм/мин (F10600).
Кодирование частоты вращения шпинделя и подач выполнено согласно рекомендациям изложенным выше.
4.7.6. Назначение коррекции
При подводе каждого инструмента к детали вводится команда с использованием закреплённого за ним корректора. В последнем кадре использования того или иного инструмента подаётся команда на сброс коррекции G 40 с указанного ранее корректора.
4.7.7. Программа для обработки детали
N001 S015 M104 LF
N002 G01 X+40000 F10600 LF
N003 Z-015000 L31 LF
N004 Z-061000 F10180 LF
N005 X-000200 LF
N006 X+061000 F10600 LF
N007 X+000451 LF
N008 Z-002995 F10180 LF
N009 Z-002005 X-000351 LF
N010 Z-001405 Lf
N011 G02 Z-001095 X+001000 J+001900 K+001095 LF
N012 Z-001137 X-001100 J+002900 LF
N013 G01 Z+004637 F10600 LF
N014 G40 L31 LF
N015 T102 M006 LF
С указанной подачей инструмент перемещается из точки 0 в точку 2, предварительно включается шпиндель (кадры №001 - №003). В третьем кадре подаётся команда на парную коррекцию с использованием корректора №1. В дальнейшем инструмент перемещается последовательно в точку 12, где происходит смена инструмента. Перед сменой (кадр №014) подаётся команда G40 на сброс информации из первого корректора.
N016 S010 M104 LF
N017 G01 X+000800 L32 F10040 LF
N018 X-000800 F10600 LF
N019 G40 L32 LF
N020 T103 M006 LF
Эта часть программы кодирует обработку канавки (опорные точки 13 – 15). Коррекция подаётся с использованием второго корректора, перед сменой инструмента она отменяется.
N021 S015 M104 LF
N022 G01 Z+004000 F10600 LF
N023 X+002000 L33 LF
N024 Z-0029991 LF
N025 Z-003320 X-000560 LF
N026 G02 Z+001189 X+001160 Y+001440 K+001120 LF
N027 Z-001026 X-001200 K+002600 LF
N028 G01 Z+023526 F10600 LF
N029 X-039400 LF
N030 G40 L33 LF
N031 T101 M006 LF
N 032 M 002 LF
В последней части программы описывается окончательная обработка детали. Коррекция вносится с 3-го корректора. По окончании обработки инструмент возвращается в исходную точку и подаётся команда на сброс коррекции, в последнем кадре команда М002 «Конец программы».
5. Разработка и отладка управляющей программы на токарных станках с оперативным программным управлением с СЧПУ «Электроника НЦ31»
5.1. Устройство числового программного управления «Электроника НЦ31»
УЧПУ "Электроника НЦ-31" предназначено для применения в оперативной системе управления станками токарной группы, снабженным следящим приводом и фотоэлектрическими импульсными измерительными преобразователями. Примером такого станка является станок модели 16К20Ф3Т1.
Станок оснащен оперативным УЧПУ модели "Электроника НЦ-31", которое обеспечивает ввод управляющей программы непосредственно на станке (с помощью клавиатуры) без подготовки перфоленты в специальных бюро, что значительно сокращает время ожидания управляющей программы и время на ее корректировку по результатам обработки первой детали. Станок модели 16К20Ф3Т1 является типичным для станков с ЧПУ и предназначен для токарной обработки (в центрах и патроне) наружных и внутренних поверхностей деталей типа тел вращения различной сложности, а также для нарезания резьб. Этот станок применяется в единичном, мелкосерийном и серийном производстве.
Основные технические характеристики системы ЧПУ «Электроника НЦ31»:
Число управляемых координат - до 4.
Приводы подач - следящие.
Датчики обратной связи - импульсные фотодатчики.
Разрешающая способность измерит. системы - до 0,005 мм.
Разрядность каналов связи - 16 бит.
Потребная мощность - 300 Вт.
Габаритные размеры - 483 x 335 x 300 мм.
Масса с блоком питания - не более 30 кг.
Диапазон рабочих подач - 0,01...40,95 мм/об.
Максимальная подача при резьбонарезании - 7000 мм/об.
Максимальная подача при при автоматической обработке:
по оси X - 5000 мм/об;
по оси Z - 5000 мм/об.
При ускоренном перемещении:
в продольном направлении - 10000 мм/мин;
в поперечном направлении - 10000 мм/мин.
Режимы работы УЧПУ.
УЧПУ "Электроника НЦ-31" обеспечивает следующие основные режимы работы:
- ручное управление (включение и перемещение исполнительных органов от клавиатуры пульта и от маховичка);
- автоматическая работа управляющей программы. Возможны два подрежима: покадровая отработка управляющей программы (УП) и отработка УП без перемещения суппорта;
- индикация введенных в память кадров УП обработки дета ли и параметров станка и УЧПУ;
- ввод (запоминание) кадров УП и параметров станка и устройства;
- деблокировка памяти при выводе УП на индикацию;
- установка (задание) нулевой точки отсчета.
5.2. Структура управляющих программ СЧПУ «Электроника НЦ31»
Управляющей программой принято называть систему команд, сообщаемых исполнительным органам станка для осуществления процесса изготовления заданной детали. Команды в виде буквенно-цифровой информации размещаются в электронной памяти ЧПУ и исполняются в строго заданной последовательности.
В СЧПУ НЦ31 управляющая программа состоит из набора кадров, в каждом из которых имеется одна команда. Предельное количество кадров – 249. Команды УП могут содержать следующую информацию:
перемещение инструмента по двум координатам;
управление приводом подач и главного движения;
управление ходом отработки управляющей программы;
автоматическая смена инструмента, подача СОЖ.
Структура УП показана на рис. 27. Каждый кадр содержит:
цифровой адрес (номер кадра N );
буквенный адрес (один из: G , F , X , Z , P , M , S , T );
значение буквенного адреса (числовая часть параметра);
При необходимости в кадр дополнительно вводятся:
признак системы отсчёта ( ® ® );
признак модификации (~, +45?, -45?);
признак принадлежности к группе кадров (*).
Например, запись
N 10 X 200~
Представляет в УП кадр N 10, в котором задана команда перемещения инструмента по оси Х на величину 20 мм, модифицированная признаком ускоренного хода.
Каждый последующий кадр имеет номер на единицу больший, чем предыдущий. Рекомендуется применять так называемые «пустые кадры» для ввода дополнительных или пропущенных команд.
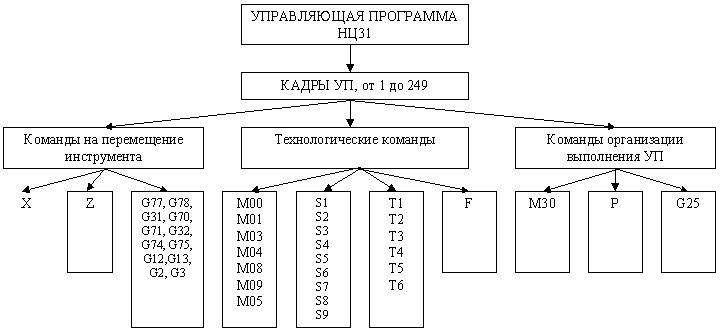
Рис. 27. Структура управляющей программы СЧПУ "Электроника НЦ31"
Приступая к проектированию управляющей программы, необходимо иметь информацию по следующим вопросам:
§ какова схема базирования детали?
§ в какой последовательности ведётся обработка элементарных поверхностей детали?
§ известно ли число проходов и припуски на обработку каждой поверхности?
§ какие режимы обработки ( V , S ) заданы технологическим процессом?
§ все ли размеры под обработку поверхностей заданы?
§ какие режущие инструменты есть в наличии?
5.3. Команды управляющей программы
5.3.1. Команды на перемещение режущего инструмента
Задание на перемещение вдоль оси X (поперечное) или вдоль оси Z (продольное) представляется, соответственно, кадрами с буквенными адресами X или Z. Значения буквенных адресов в кадрах этого типа задаются в сотых долях миллиметра в абсолютной или относительной системах отсчета. Диапазон значений буквенных адресов X и Z изменяется от 0 до (+/-) 999999.
При этом, одной дискрете по оси Z соответствует перемещение 0.01 мм, а по оси X - 0.005 мм. Фактически, числовые значения перемещений по оси X задаются не на радиус, а на диаметр.
Пример:
N1 X1500
N2 Z1500
Кадры 1 и 2 в абсолютных значениях задают системе: сначала перемещение инструмента по оси X в точку с диаметром 150 мм (радиус 75 мм), а затем по оси Z в точку с координатой 150 мм.
В некоторых случаях требуется запрограммировать совместное перемещение по осям X и Z. Для этого существует модификация кадра символом '*'.
Пример:
N1 X1500 *
N2 Z1500
Звездочка «*» указывает на совместную отработку двух кадров, то есть одновременное перемещение инструмента в точку с координатами X=150 мм (диаметр) и Z=150 мм.
При необходимости быстрого перемещения инструмента используется символ '~'.
Пример:
N1 X2000 ~
N2 Z2000 ~
При отработке кадров инструмент на быстром ходу перемещается в точку с диаметром X=200 мм, затем в точку с координатой Z=200 мм.
По программе:
N5 X2000 *~
N6 Z2000
инструмент на быстром ходу перемещается в точку с координатами X=200 мм и Z=200 мм, двигаясь одновременно по обеим осям.
Команды типа 'G' предназначены для организации комплексов перемещений режущего инструмента при отработки той или иной поверхности.
На станке 16К20Ф3Т1 применяются следующие рабочие циклы:
G2 - отработка контура дуги окружности (менее 90 град.) по часовой стрелке;
G3 - то же против часовой стрелки;
G12 - обработка галтели дуги окружности в 90 град. По часовой стрелке;
G13 - то же против часовой стрелки;
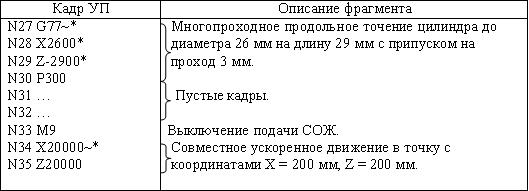
G77 - цикл продольного многопроходного точения;
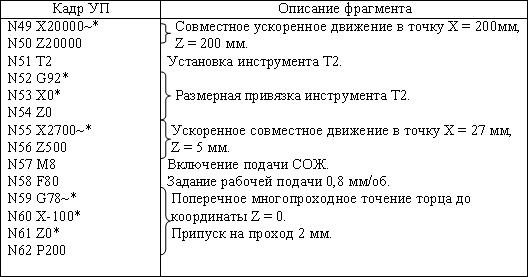
G78 - цикл поперечного многопроходного точения;
G31,G32 - циклы нарезания резьбы;
G74,G75 - циклы обработки канавок;
G72,G73 - циклы глубокого сверления.
5.3.2. Группа технологических команд
5.3.2.1. Задание рабочей подачи ‘ F '
В СЧПУ «Электроника НЦ31» задаётся оборотная (мм/об) или минутная (мм/мин) подача. Режим оборотной подачи при включении устанавливается автоматически. Подача, введённая в одном кадре (в отличие от подачи в группе кадров) распространяется на все последующие кадры вплоть до задания новой подачи.
Таблица 13
Способы задания подачи ‘ F '
№ п/п |
Режим подачи |
Код режима |
Дискрета |
Область применения |
Пример |
1 |
Оборотная |
G 95 |
1 : 100 |
Задание подачи в одном кадре |
N 1 F 150 (1,5 мм/об) |
2 |
Оборотная |
G 95 |
1 : 10000 |
Задание подачи в группе кадров (1,5 мм/об) |
N1 G95* N2 X2000* N 3 F 1500 |
3 |
Минутная |
G 94 |
1 : 1 |
Задание подачи в одном кадре (200 мм/мин) |
N1 G94 N2 F200 |
4 |
Минутная |
G 94 |
1 : 100 |
Задание подачи в группе кадров (10 мм/мин) |
N1 G94 N2 X2000* N 3 F 1000 |
5.3.2.2. Группа команд типа ‘ S '
Команда ‘ S ' задаёт скорость вращения шпинделя станка. На станке 16К20ФТ1, имеющим ступенчатое регулирование привода с помощью автоматической коробки скоростей, число оборотов задаётся в соответствии с таблицей:
Таблица 14
Число оборотов шпинделя, об/мин
Команда |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Диапазон |
|||||||||
I |
12,5 |
18 |
25 |
35,5 |
50 |
70 |
100 |
140 |
200 |
II |
50 |
71 |
100 |
140 |
200 |
280 |
400 |
560 |
800 |
III |
125 |
180 |
250 |
355 |
500 |
710 |
1000 |
1400 |
2000 |
Номер диапазона устанавливается рукояткой вручную перед началом работы.
Пример:
(перед включением станка установлен диапазон II )
N 2 S 7 - установка скорости 400 об/мин.
5.3.2.3. Группа команд типа ‘ M '
На станке 16К20ФТ1 с УЧПУ «Электроника НЦ31» реализованы следующие функции:
М00 – безусловный останов отработки УП;
М1 – технологический останов, после которого выполнение УП может быть продолжено;
М3 – включение правого вращения шпинделя;
М4 – включение левого вращения шпинделя;
М5 – останов шпинделя;
М8 – включение подачи СОЖ;
М9 – выключение подачи СОЖ.
5.3.2.4. Группа команд типа ‘ T '
Числовая часть команды ‘ T ' указывает на номер инструмента, который требуется привести в рабочее положение. Всего на станке может быть установлено 6 инструментов.
Пример:
N 1 T 1 - команда установки инструмента N 1;
N 2 G 92* - функция размерной привязки;
N 3 X 20* - коррекция по осям X и Z .
N 4 Z 0
По команде ‘ T ' происходит установка инструмента номер один, имеющегося в резцедержателе.
Группа команд по ‘ G 29' необходима при объявлении каждого нового сменяемого инструмента для размерной привязки его к системе координат детали.
5.3.3. Команды организации последовательности выполнения кадров УП
5.3.3.1. Безусловный переход ‘ P '
Применяется для изменения естественного порядка выполнения кадров. Значение адреса ‘ P ' соответствует номеру кадра, к которому надо перейти.
Пример:
N 50 X 1000
……………
N 151 P 50
После выполнения кадра N 151, осуществляется переход к кадру N 50.
5.3.3.2. Команда обращения к подпрограмме по функции ‘ G 25'
В тех случаях, когда какой-либо участок УП необходимо выполнять несколько раз в разные моменты времени обработки, применяют подпрограммы. Их располагают в любом месте УП и в нужный момент производят к ним обращение. Обращение задаётся тремя кадрами:
N 1 G 25* - функция обращения;
N 2 P 095108* - задание кадров начала и конца подпрограммы;
N 3 P 2 - число повторений;
……………
N 95 X 400
…………. - подпрограмма.
N 108 Z 0
Число вложений подпрограмм (обращения из подпрограммы) не более семи.
5.3.3.3. Команда ‘ M 30'
Является последней в любой УП. При её выполнении происходит останов УП, главного привода, приводов подач, и переход к началу УП на кадр N 0.
5.3.3.4. Команда выдержки времени по функции ‘ G 4'
Применяется, когда по техническим соображениям требуется приостановить отработку УП в определённом месте.
Пример:
N 5 G 4* - функция выдержки;
N 6 P 100 – время выдержки (1 сек).
Максимальная величина заданного адреса ‘ P ' = 32767 дискрет, что соответствует 327,67 секунд.
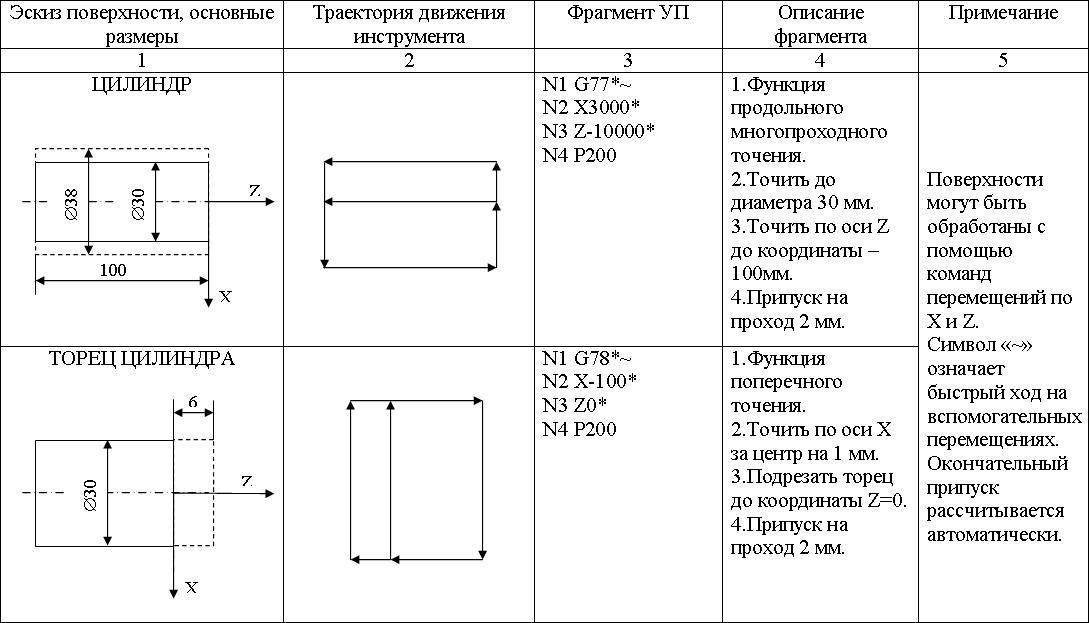
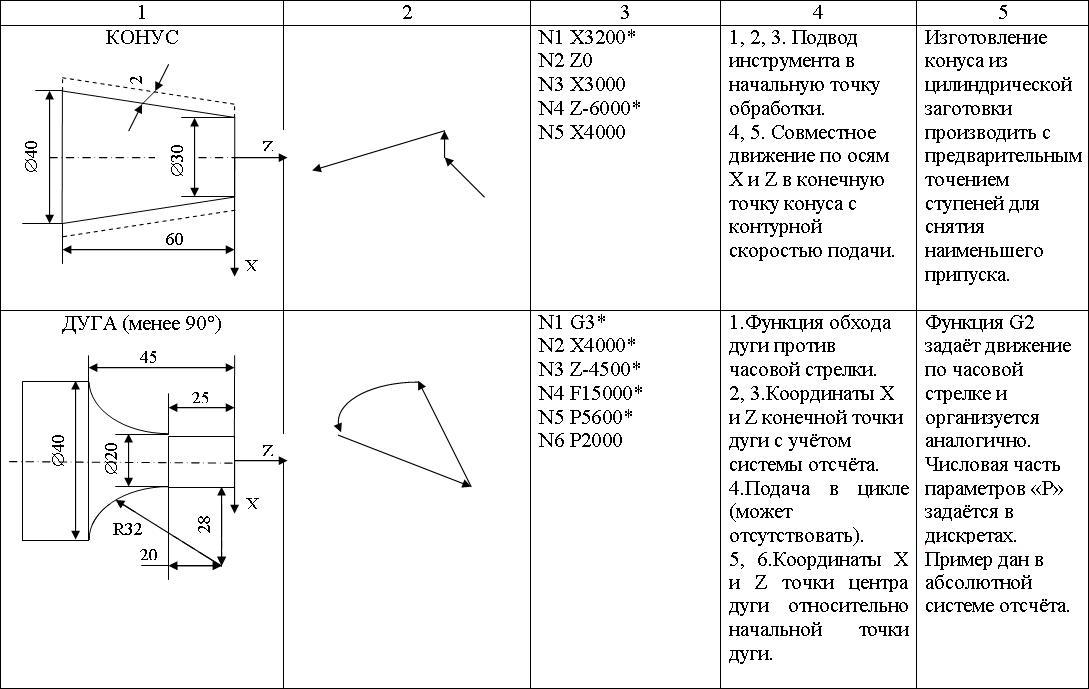
5.4. Программирование обработки поверхностей
На станке 16К20Ф3Т1 обрабатываются поверхности типа цилиндр, конус, сфера, резьба, фаска. Основные приёмы программирования приведены в таблице 15.
Таблица 15
Программирование обработки поверхностей
Продолжение таблицы 15
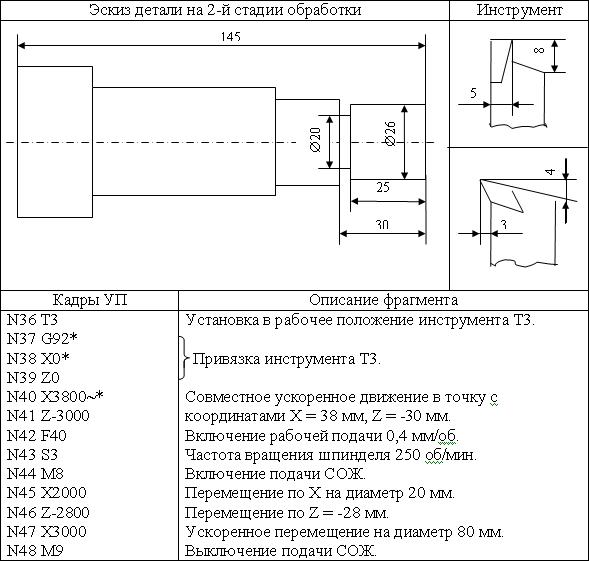
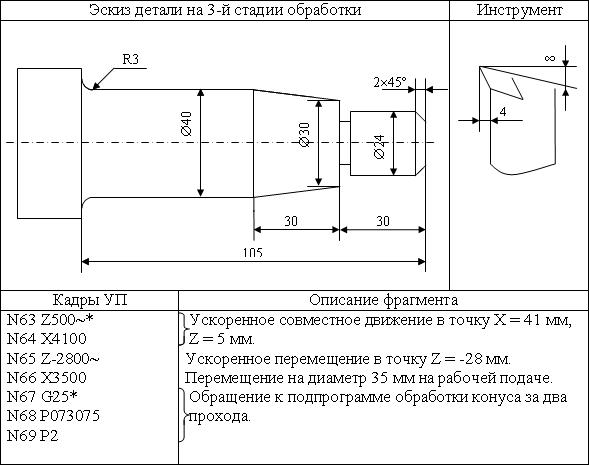
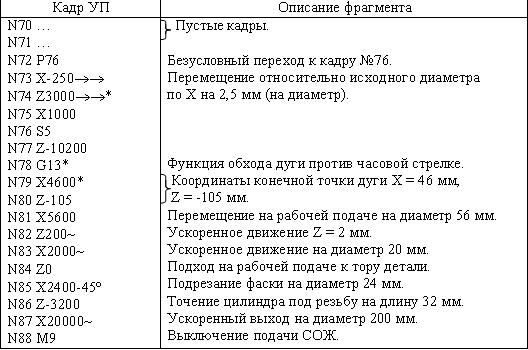
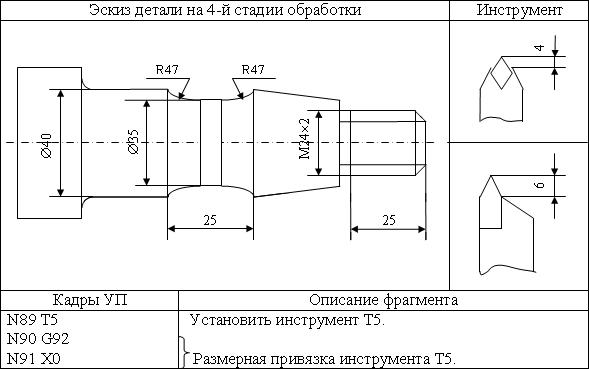
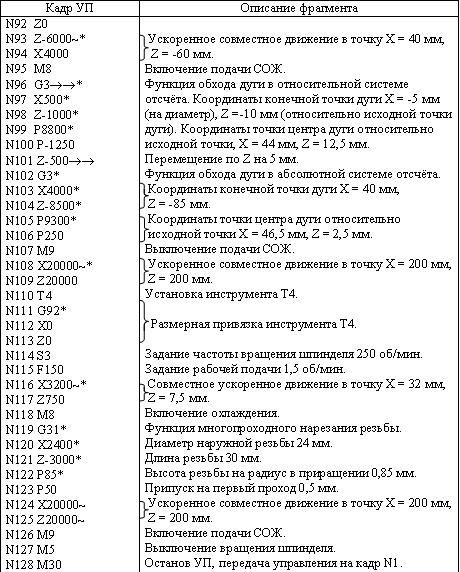
5.5. Программирование обработки детали
Имея представление о способах программирования отдельных поверхностей детали, нетрудно скомпоновать управляющую программу в целом. Для этого необходимо дополнить отдельные фрагменты кадрами вспомогательных перемещений, технологической информацией и командами организации последовательности выполнения УП.
Разберём конкретный пример программирования детали типа «палец» (см. табл. 16). Необходимо выбрать систему координат детали. Для удобства размерной привязки и последующих коррекций инструментов, принято помещать «0» детали на её торцевой поверхности по оси Z .
Эскиз детали приведен на рис. 28.
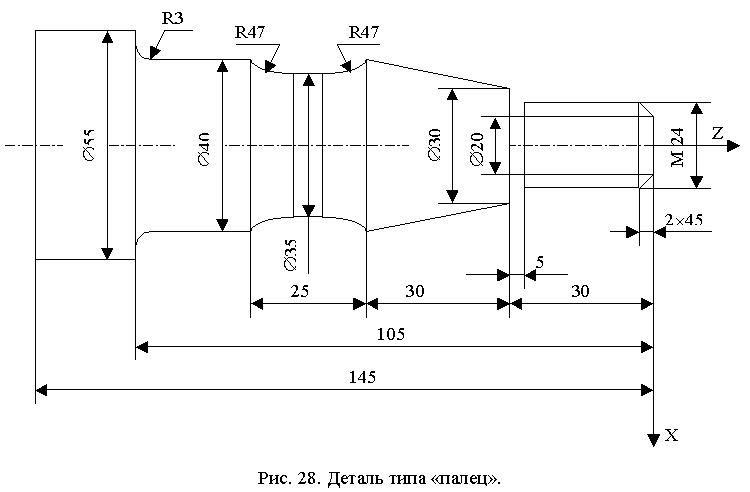
Таблица 16

Программирование обработки детали
Продолжение табл. 16
Продолжение табл. 16
Продолжение табл. 16
Продолжение табл.16
Продолжение табл. 16
Продолжение табл.16
Продолжение табл. 16
5.6. Контроль и отладка управляющей программы на ЭВМ с помощью программы "Тренажёр NC 31"
При изучении курсов «Автоматизированное управление технологическими системами» и «САПР технологических процессов» большое внимание уделяется вопросу разработки управляющих программ для систем ЧПУ станков токарной группы. Имеется достаточное количество лабораторных и практических работ по изучению пульта ЧПУ, наладочных режимов станка, по проектированию и отработке управляющих программ.
Основная проблема проведения таких занятий состоит в том, что невозможно каждому студенту провести достаточное для получения устойчивых навыков работы с ЧПУ время перед пультом станка. В связи с этим разработана программа на ЭВМ типа IBM, полностью имитирующая работу с ЧПУ НЦ31, позволяющая в условиях дисплейного класса проводить занятия по изучению системы. Использование средств вычислительной техники делает процесс обучения практически безопасным. Проверка правильности траектории суппорта станка на экране дисплея предотвращает аварийные ситуации, возможные на реальном оборудовании. Моделирование работы станка экономит ресурсы времени и материальные средства. Каждый студент получает возможность разработать свой вариант УП, что повышает качество его знаний.
Язык программирования - TURBO PASCAL. Pежимы работы программы:
- инструкция пользователю;
- обучение и контроль работы с пультом;
- обучение и контроль по проектированию УП;
- имитация работы с пультом ЧПУ;
- текстовый редактор для упрощенного набора УП;
вывод статистики обучения.
Работа с программой «Тренажёр НЦ31» построена в режиме диалога. Пользователю предлагается меню, содержащее названия программных модулей для решения следующих задач:
информация о командах СЧПУ «Электроника НЦ31»;
информация о способах программирования обработки элементарных поверхностей;
ввод в память ЭВМ управляющей программы для обработки заданной детали;
редактирование УП – замена, исправление кадров, ввод дополнительных команд;
трансляция УП – проверка синтаксических ошибок, контроль ввода основных точек обрабатываемого контура детали с построением траектории режущего инструмента на графопостроителе;
вывод исходной и конечной информации на дисплей, принтер, перфоратор.
При работе можно пользоваться устройствами ввода типа "мышь" или клавиатурой. В программу заложены 100 основных вопросов разной степени сложности, выбор которых осуществляется генератором случайных чисел. На экране дисплея индицируется пульт УЧПУ и (или) рабочая зона станка. Нажатие на кнопки пульта производится клавишей "ENTER" или "мыши".
Возможна работа во всех режимах работы УЧПУ: "Маховичок", "Ручной", "Автомат", "Ввод", "Вывод", "Привязка".
Стандартный набор инструментов в револьверной головке состоит из шести наиболее применяемых видов.
Принцип имитации работы основан на использовании теории конечных автоматов. Матрица возможных состояний содержит 45 строк. Программа позволяет оперативно "подсказывать" пользователю о всех неточностях при работе с пультом и вести при этом статистику правильных и неправильных решений, что повышает объективность оценки.
6. Проектирование схем наладки и оформление технологической документации
При разработке технологических процессов (операций) и управляющих программ оформляются следующие документы (ГОСТ 3.1404-86):
карта технологического процесса (формы 1 и 1а);
операционная карта (формы 2, 2а, 3);
карта наладки инструмента (формы 4 и 4а);
карта кодирования информации (формы 5 и 5а);
карта заказа на разработку управляющей программы (формы 6 и 6а);
ведомость обрабатываемых деталей на станках с ЧПУ (формы 7 и 7а).
Комплектность документов может меняться в зависимости от принятого на предприятии документооборота и метода программирования – ручного или с использованием ЭВМ. Так, при автоматизированном программировании вместо карты кодирования информации используется распечатка УП, полученная на ЭВМ.
Сопроводительная технологическая документация при разработке технологических процессов и УП для станков с ЧПУ имеет существенную специфику. Она включает информацию о программировании обработки детали на станке с ЧПУ, информацию о наладке станка и инструмента, информацию, отражающую контроль УП, и др.
В соответствии с комплектностью УП сопроводительная документация содержит операционную карту и операционный чертёж детали, карты наладки станка и инструмента, операционную расчётно-технологическую карту с эскизом траектории инструментов УП на программоносителе и её распечатку, график траектории инструментов, полученный на этапе контроля УП, и акт внедрения УП.
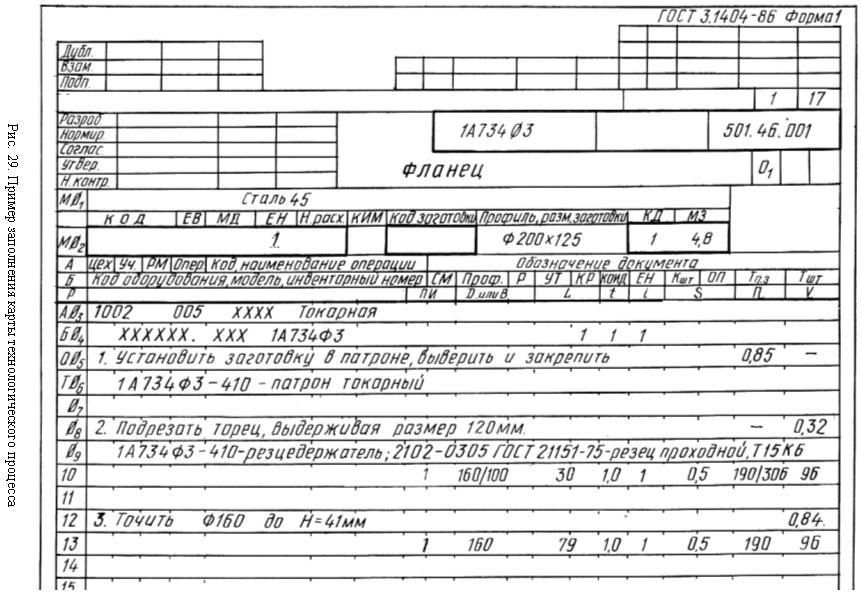
Операционная карта предназначена для описания операций технологического процесса изготовления детали с разделением на переходы и указанием оборудования, оснастки и режимов резания, затрат основного и вспомогательного времени, контролируемых размеров и параметров (рис. 29).
Операционная расчётно-технологическая карта (ГОСТ 3.1418 – 82) предназначена для ручной подготовки УП. В эту карту в принятой для операции последовательности обработки записывают:
номера, координаты или приращения координат опорных точек траектории;
подачи;
частоты и направления вращения шпинделя;
номера корректоров;
технологические команды.
К операционной расчётно-технологической карте прилагают эскиз траектории инструмента. На нём траекторию инструмента вычерчивают для всех переходов с нумерацией опорных точек, обозначением начала системы координат, а также точек, в которых выполняются технологические команды.
Карта наладки станка содержит все сведения, используемые при наладке станка для работы по УП. Карта наладки также оформляется на бланках. В карте наладки показывают базирование заготовки, тип и размеры зажимных устройств и элементов, взаимное расположение заготовки и суппорта, находящегося в нуле программы, типы инструментальных блоков и режущих инструментов и их привязка к позициям суппорта, а также другие сведения, необходимые для наладки станка.
Карта наладки станка составляется обычно при многоинструментальной обработке и является основным документом к обработке для наладчика. Она состоит из графической части и таблицы. В графической части карты даны эскизы заготовки после обработки на каждом установе, схема базирования и закрепления заготовки на станке, схема порядка размещения инструмента в резцовой головке. На эскизах указывают размеры, технологические допуски и параметры шероховатости обрабатываемых поверхностей. На схеме установки даётся взаимное расположение нулевых точек станка и заготовки, а также основные размеры заготовки.
В табличной части приведены данные по исходной заготовке, режущему инструменту, технологической оснастке. Указывается номер корректора, закреплённого за инструментом. Для каждого установа заготовки приводятся численные значения координат вершин инструмента по осям Z и X . Кроме указанных сведений, в карту наладки входят наименование и номер чертежа детали, модель и номер станка, номер программы.
Карту наладки инструмента используют при настройке инструмента вне станка и установе его на станке в соответствии с выбранной наладкой. В карту записывают координаты вершин всех инструментов наладки и показания прибора для настройки вне станка.
Результаты проектирования инструментальной наладки заносят в карту наладки, которая должна содержать все сведения, необходимые для наладки станка на конкретную операцию (рис. 30).
Карта наладки обычно содержит разделы, посвящённые станку и крепёжной оснастке, детали, собственно инструментальной наладке, а также распределению блоков коррекции траектории инструментов УЧПУ станка.
В разделе , посвящённом станку, записывают модель и номер станка, модель УЧПУ. Там же фиксируют координаты исходной (нулевой) точки станка, величины сдвига этой точки (при необходимости) и некоторую дополнительную информацию, зависящую от конструкции станка (например, диапазон частот вращения, устанавливаемый вручную, процент повышения или снижения рабочих подач и т. д.).
В разделе оснастки записывают её шифр и характер обработки (в центрах, в патроне и т. п.).
В разделе, посвящённом детали, должны быть заданы её наименование и номер чертежа, материал заготовки, её размеры и эскиз закрепления на станке.
Описание собственно наладки представляет собой таблицу, в которую заносят шифр инструмента, номер позиции в револьверной головке или инструментальном магазине станка и номер корректора УЧПУ, закреплённого в программе за данным инструментом. Сюда же целесообразно заносить размеры детали, которые необходимо контролировать в процессе наладки и последующей обработки, номер кадра УП, при обработке которого формируется контрольный размер, причём следует указать этот размер с допустимыми верхним и нижним отклонениями, а также номер блоков коррекции и корректирующие поправки, устанавливаемые на указанных блоках.
На карте эскизов , выполненной на бланках, приводят эскиз детали после выполнения данной запрограммированной операции. Размеры нумеруются цифрами. Эти цифры можно считать номерами зон обработки (рис. П1.2 ). Эти же номера могут быть указаны около инструментов на карте наладки для пояснения назначения того или иного инструмента (рис.31).
Формирование управляющих программ производится на основе карты программирования , которая составляется по операционной и расчётно-технологическим картам (рис. 32)..
Данные карты программирования кодируют в принятом коде, а затем в определённой технологической закономерности из полученных кодов формируют управляющие программы. Закодированную информацию при помощи устройства подготовки переносят на перфоленту.
Пример оформления технологической документации для токарного станка с ЧПУ приведен в приложении 1.
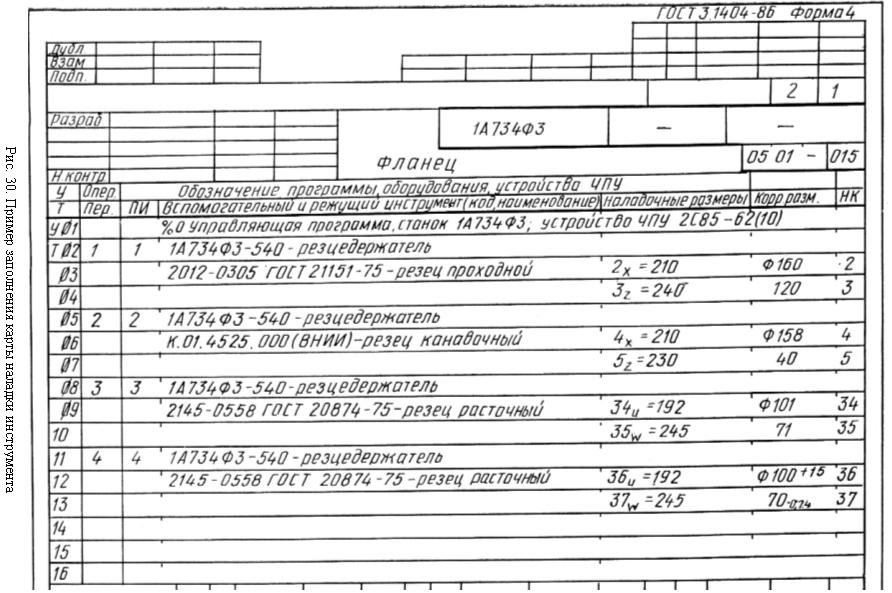
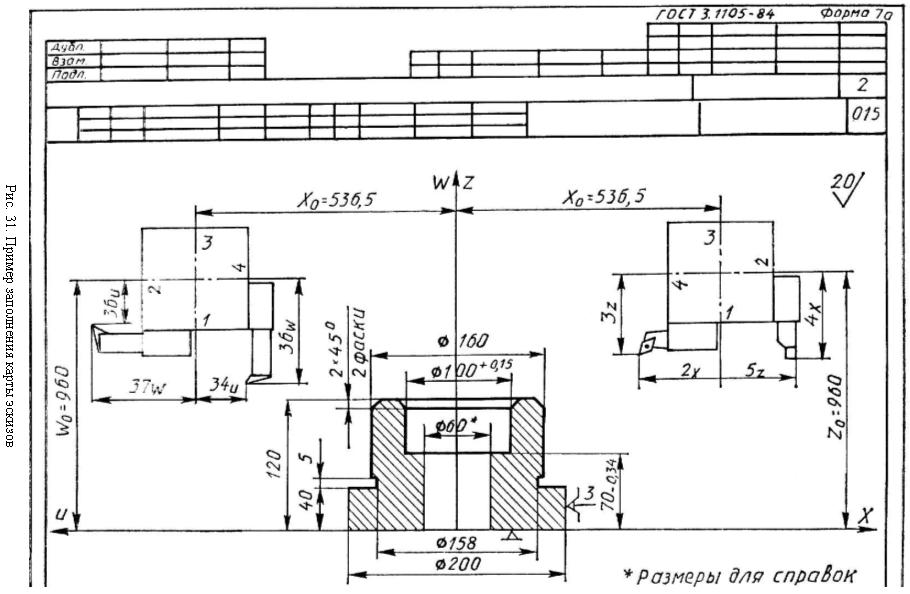
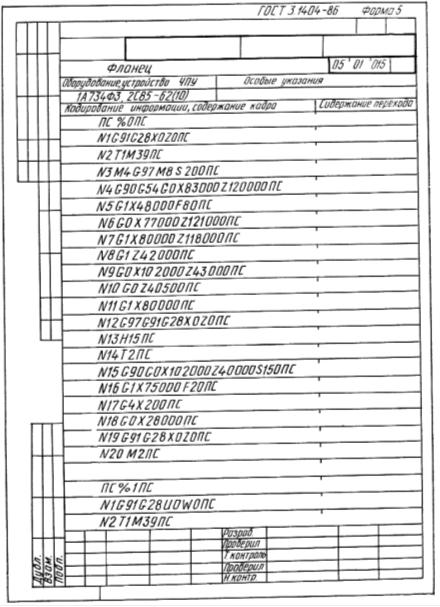
Рис.32. Пример заполнения карты кодирования информации