![]()
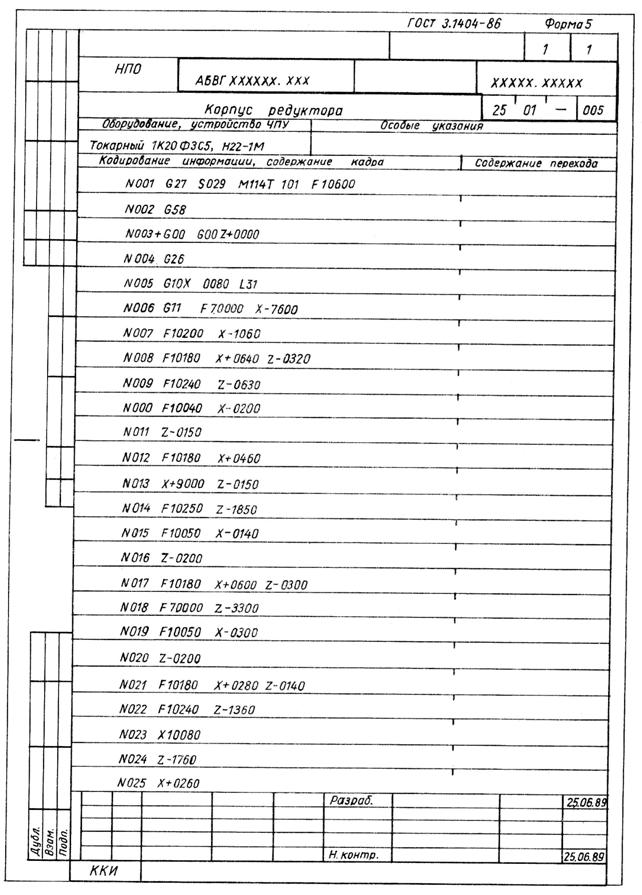
По тексту программы наладчик должен установить моменты включения и отмены того или иного корректора положения инструмента; наличие в программе исключаемых кадров, помеченных дробной чертой; наличие или отсутствие технологических остановов по команде М01 (останов с подтверждением), кадры с символом: (главные кадры), номеров кадров, с которых начинаются отдельные переходы.
Наладку станка в ручном режиме следует выполнять в определённой последовательности.
1. В соответствии с картой наладки подобрать инструмент, проверить отсутствие на нём повреждений, надёжность крепления режущих пластин, правильность заточки и т. д.
2. Наладить режущий инструмент на заданные картой наладки координатные размеры.
3. Установить налаженный инструмент в рабочие позиции суппорта (револьверной головки).
4. Установить предусмотренный картой наладки вид зажимного патрона и проверить надёжность закрепления заготовки.
5. Установить переключатель режима работы пульта УЧПУ в положение ручной работы в режиме «от станка».
6. При отсутствии внешних повреждений у станка с пульта УЧПУ, препятствующих пуску станка, проверить работоспособность рабочих органов станка на холостом ходу и исправность сигнализации на пульте управления, а также работу ограничивающих кулачков.
7. Убедившись в чистоте лентопротяжного механизма, ввести перфоленту и проверить исправность выполнения (отсутствие сбоев) рабочей программы пультом и станком, а также безотказность индикации световой сигнализации.
8. Переместить суппорт в предусмотренное картой наладки нулевое положение, используя декадные переключатели «Сдвиг нуля».
9. Проверить отсутствие информации на корректорах-переключателях и набрать значения, обеспечивающие получение при обработке требуемых размеров деталей.
10. Закрепить заготовку в патроне.
11. Установить переключатель режима работы в положение автоматического режима «по программе» или «по фазам».
12. Обработать первую заготовку.
13. Измерить изготовленную деталь и рассчитать поправки, которые затем набрать на корректорах-переключателях.
14. Обработать заготовку повторно в режиме «по программе».
15. Измерить готовую деталь.
Этим наладка станка на изготовление партии деталей завершается.
Перед тем как начать изготовление партии деталей в автоматическом режиме, надо установить переключатель режима работы на пульте УЧПУ в положение «Автомат», а затем обработать заготовки. В процессе обработки партии заготовок необходимо контролировать состояние инструмента и программы. Вводимая программа контролируется с помощью системы индикации, предусмотренной УЧПУ.
Далее, пользуясь корректорами, поддерживают размеры изготовленных деталей в поле допуска.
8. Контрольные вопросы
1. Как задается вид интерполяции на станке ТПК-125ВМ?
2. Какая величина дискретности при перемещении суппорта станка вдоль осей Х и Z?
3. Как кодируется величина подачи в управляющей программе?
4. Как задается частота вращения шпинделя станка?
5. Как программируется номер инструмента?
6. Как происходит коррекция инструмента?
7. Какие существуют системы отсчета координат и как они задаются в программе?
8. Какие поверхности могут быть обработаны на станке модели 16К20Ф3Т1?
9. Какие основные функции типа «G» знаете?
10. Что такое относительная и абсолютная системы отсчёта координат?
11. Назначение и организация подпрограмм в УП?
12. Какие команды с адресом «М» являются технологическими, а какие служат для организации последовательности выполнения кадров УП?
1. Как на данном станке устанавливается нуль обработки станка?
2. Как в программе задаётся смена инструмента?
3. Как задаётся корректор, данные которого следует считывать?
4. Дать краткую характеристику системы ЧПУ Н22-1МТ1.
5. Каковы технологические возможности у токарного станка с ЧПУ?
6. Для чего производится размерная настройка режущего инструмента вне станка?
7. Каков порядок расчёта настроечных координат и настройки инструмента?
8. Какие факторы влияют на отклонения фактической траектории инструмента от заданной?
9. Как рассчитывается величина коррекции?
10. Каков порядок ввода коррекции на скорость подачи и на величину координатных перемещений?
11. Перечислите особенности выбора инструмента и определения количества проходов, характерные для токарной обработки.
![]()
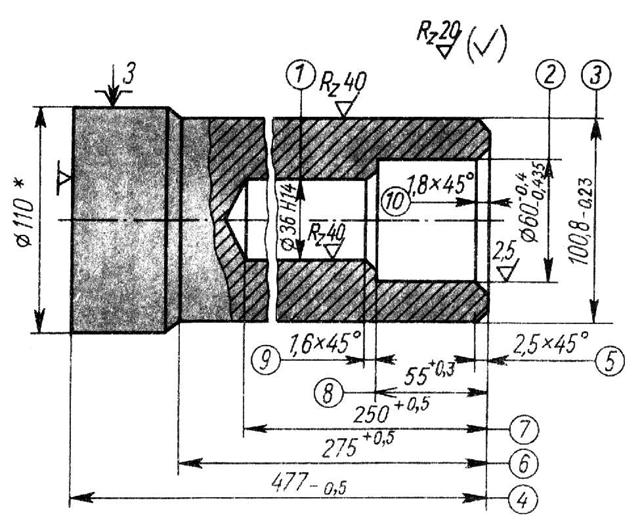
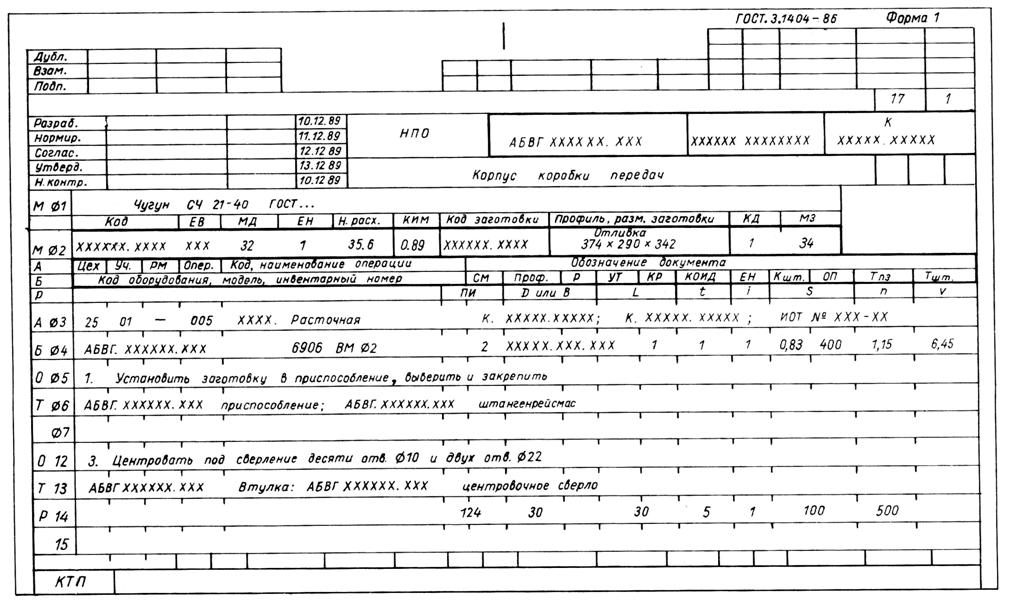
П1.2. Операционный эскиз
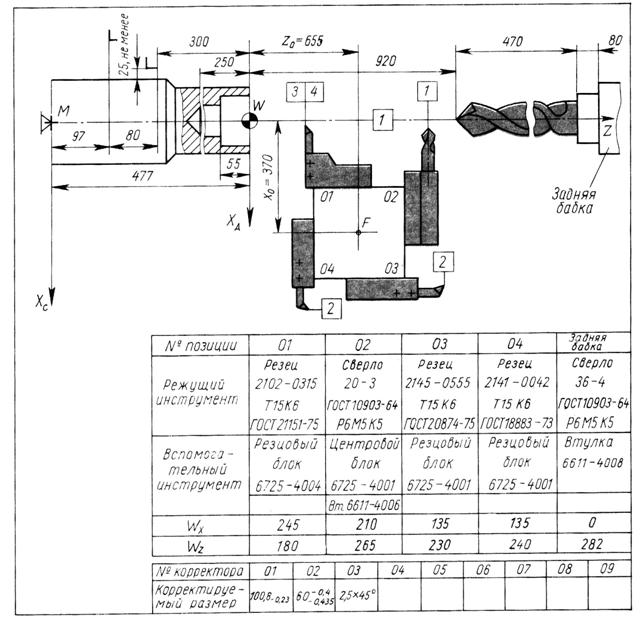
П1.3. Расчётно-технологическая карта
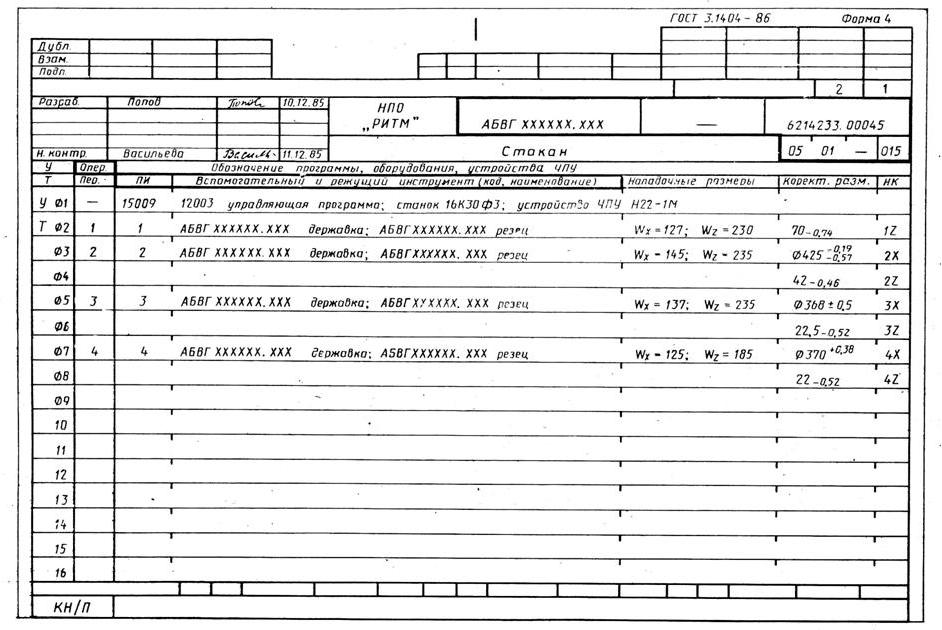
П1.4 Оформление КН/П для станков с ЧПУ, овместно с КЭ
П1.5. Оформление карты кодирования информации, применяемой при ручном способе заполнения
Приложение 2
ТЕРМИНЫ И ОСНОВНЫЕ ПОНЯТИЯ
в области СЧПУ металлорежущими станками, установленные ГОСТ20523-80
Управляющая программа (УП) – совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка для обработки конкретной заготовки.
Числовое программное управление (ЧПУ) станком – управление обработкой заготовки на станке по УП, в которой данные заданы в цифровой форме.
Позиционное ЧПУ (позиционное управление) – ЧПУ, при котором рабочие органы станка перемещаются в заданные точки, причём траектории перемещения не задаются.
Контурное ЧПУ станком (контурное управление) – ЧПУ, при котором рабочие органы станка перемещаются по заданной траектории и с заданной скоростью для получения необходимого контура обработки.
Ручная подготовка УП – подготовка и контроль УП в основном без применения ЭВМ.
Автоматизированная подготовка УП – подготовка и контроль УП с применением ЭВМ.
Программоноситель –носитель данных, на котором записана УП. В качестве носителя данных могут применяться перфолента, магнитная лента, магнитный диск и запоминающие устройства различного типа.
Программное обеспечение системы ЧПУ (программное обеспечение)- совокупность программ и документации для реализации целей и задач системы ЧПУ.
Устройство числового программного управления (УЧПУ) – устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с УП и информацией о состоянии управляемого объекта.
Система числового программного управления (СЧПУ) – совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих ЧПУ станком.
Кадр управляющей программы (кадр) – составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Слово УП (слово) – составная часть кадра УП, содержащая данные о параметре процесса обработки заготовки и (или) другие данные по выполнению управления.
Адрес ЧПУ (адрес) – часть слова УП, определяющая назначение следующих за ним данных, содержащихся в этом слове.
Номер кадра УП (номер кадра) – слово в начале кадра, определяющее последовательность кадров в УП.
Формат кадра УП (формат кадра) – условная запись структуры и расположения слов в кадре УП с максимальным числом слов.
Главный кадр – кадр УП, содержащий все данные, необходимые для возобновления процесса обработки заготовки после перерыва. Главный кадр УП обозначают специальным символом.
Абсолютный размер – линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно принятого нуля отсчёта.
Размер в приращении – линейный или угловой размер, задаваемый в УП и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка.
Автоматическая работа системы устройства ЧПУ (автоматическая работа) – функционирование СЧПУ (УЧПУ), при котором отработка УП происходит с автоматической сменой кадров.
Работа системы ЧПУ с пропуском кадров (пропуск кадра) – автоматическая работа СЧПУ (ЧПУ), при которой не отрабатываются кадры УП, обозначенные символом ПРОПУСК КАДРА.
Покадровая работа – функционирование СЧПУ (УЧПУ), при котором отработка каждого кадра УП происходит только после воздействия оператора.
Работа системы (устройства) ЧПУ с ручным вводом данных (ручной ввод данных) – функционирование СЧПУ (УЧПУ), при котором набор данных, ограниченный форматом кадра, производится вручную оператором на пульте.
Работа системы ЧПУ с ручным управлением (ручное управление) – функционирование СЧПУ (УЧПУ), при котором оператор управляет станком с пульта без использования числовых данных.
Контурная скорость – результирующая скорость подачи рабочего органа станка, вектор которой равен геометрической сумме векторов скоростей перемещения этого органа вдоль осей координат станка.
Нулевая точка станка (нуль станка) – точка, принятая за начало координат станка.
Исходная точка станка (исходная точка) – точка, определённая относительно нулевой точки станка и используемая для начала работы по УП.
Фиксированная точка станка (фиксированная точка) – точка, определённая относительно нулевой точки станка и используемая для определения положения рабочего органа станка.
Точка начала обработки – точка, определяющая начало обработки конкретной заготовки.
Нулевая точка детали (нуль детали) – точка на детали, относительно которой заданы её размеры.
Плавающий нуль – свойство СЧПУ (УЧПУ) помещать начало отсчёта перемещения рабочего органа в любое положение относительно нулевой точки станка.
Дискретность задания перемещения – минимальное перемещение или угол поворота рабочего органа станка, которые могут быть заданы в УП.
Дискретность отработки перемещения – минимальное перемещение или угол поворота рабочего органа станка, контролируемые в процессе управления.
Коррекция инструмента – изменение с пульта управления запрограммированных координат (координаты) рабочего органа станка.
Коррекция скорости подачи – изменение с пульта оператора запрограммированного значения скорости подачи.
Коррекция скорости главного движения – изменение с пульта оператора запрограммированного значения скорости главного движения станка.
Значение коррекции положения инструмента (коррекция на положение инструмента) – расстояние по оси координат станка, на которое следует дополнительно сместить инструмент.
Значение коррекции длины инструмента (коррекция на длину инструмента) – расстояние вдоль оси вращающегося инструмента, на которое следует дополнительно сместить инструмент.
Геометрическая информация – информация, описывающая форму, размеры элементов детали и инструмента и их взаимное положение в пространстве.
Технологическая информация – информация, описывающая технологические характеристики детали и условия её изготовления.
Интерполяция – получение (расчёт) координат промежуточных точек траектории движения центра инструмента в плоскости или пространстве.
Аппроксимация - процесс замены одной функциональной зависимости другой с определённой степенью точности.
Алгоритм – формальное предписание, однозначно определяющее содержание и последовательность операций, переводящих совокупность исходных данных в искомый результат – решение задачи.
Код – ряд правил, посредством которых выполняется преобразование данных из одного вида в другой. Применение кода (кодирование) сводится к записи информации в виде комбинации символов.
Геометрический элемент – непрерывный участок расчётной траектории или контура детали, задаваемый одним и тем же законом в одной и той же системе координат.
Опорная точка – точка расчётной траектории, в которой происходит изменение либо закона, описывающего траекторию, либо условий протекания технологического процесса.
Опорная геометрическая точка – точка расчётной траектории, в которой происходит изменение закона, описывающего траекторию.
Опорная технологическая точка – точка расчётной траектории, в которой происходит изменение условий протекания технологического процесса.
Расчётная траектория – теоретическая аппроксимированная относительная траектория центра инструмента.
Управляемая координата – ось системы координат, относительное перемещение вдоль которой центра инструмента осуществляется с помощью одного исполнительного органа системы управления.
Центр инструмента – неподвижная относительно державки точка инструмента, по которой ведётся расчёт траектории.
Интерполятор системы ЧПУ станком – вычислительный блок системы ЧПУ, задающий последовательность управляющих воздействий для перемещения рабочих органов станка по осям координат в соответствии с функциональной связью между координатами опорных точек, заданных программой управления станком.
Ось координат станка с ЧПУ – направление, совпадающее с перемещением рабочего органа станка по направляющей опоре в соответствии с программой управления станком, связанное с одной единицей привода.
Дисплей – устройство визуального отображения алфавитно-цифровой и графической информации. Наиболее распространены дисплеи телевизионного типа.