
Филигранное производство.
Технологические основы процесса
Весь технологический процесс производства филигранных изделий начинается из подготовительных операций /11/.
В начале разрабатывается проект филигранного изделия – шаблон под филигрань. Проект разрабатывается художником, перед его переводом в металл. Определяются составные части объема, составляется развертка изделия. Весь эскиз разбивают на элементы, устанавливают толщину и вид проволоки. Здесь важно учитывать особенности серийного производства.
Сложный по конфигурации орнамент разбивают на серию простейших элементов. Короткий и простой отрезок проволоки легче подогнать к контуру линий рисунка. Это значительно повышает производительность и обеспечивает качество работы. При плотной установке места стыка отдельных элементов после пайки незаметны и не ухудшают восприятие изделия.
Далее идут операции заготовки скани.
Материалами для изготовления скани служат золото, серебро и медь. Сплавы этих металлов обычно не применяют в виду их большой склонности к наклепу и меньшей пластичностью. Эти факторы затрудняют их волочение в виде проволоки, сучение и набор скани. Значительные проблемы возникают, при пайки элементов.
Скань изготавливают из проволоки, протянутой через соответствующие фильеры волочильной доски. Такое понятие произошло от слова циейзен /нем./. Она представляет собой стальную каленую пластину, в которой просверлены уменьшающиеся по диаметру отверстиями, с коническими входами малых углов наклона. Доску укрепляют в тисках, конец исходной проволоки заостряют, вставляют в отверстие доски и, захватив конец проволоки клещами, протягивают проволоку через отверстие. Применяя соответствующую смазку и последовательные переходы с уменьшением диаметром волоки, получают проволоку необходимого сечения.
Чтобы избежать нагартовываемости (упрочнения) проволоки, ее периодически отжигают. Структура металл, при этом меняется /2/, проволока приобретает пластичность. Медь, серебро, золото – в этой последовательности они обладают меньшими способностями к нагартовке.
При предварительном нагреве проволоки, перед ее протяжкой, предпринимают меры для предотвращения ее оплавления. В частности – намотки на латунный ролик.
После отжига проволоку отбеливают в слабом растворе серной кислоты, промывают и сушат.
Заготовку для скани после волочения ссучивают и раскатывают в вальцах.
Ссучивание, или свивание скани в прошлом осуществлялось на скальнице /4/. В настоящее время скань сучат на шпинделе двигателя – любого уровня привода (Рис. 16).
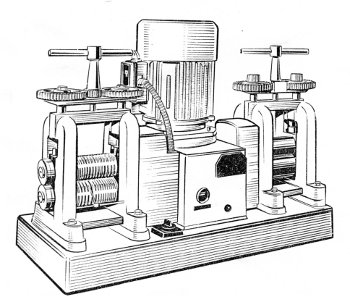
Рис. 16 /4/ Вальцы с электроприводом.
Необходимая степень свивания филиграни достигается в два приема между отжигом. Ссученную скань прокатывают в плоских вальцах, вновь отжигают. Чем большая степень деформации скани, тем прочнее, изготавливаемое из нее изделие.
Для филиграни, так же применяют гладкую - круглую проволоку. Ее называют гладью, он значительно обогащает рисунок изделия.
Шнуры для филиграни различают по толщине и рисунку. Простейший шнур вьют из двух и более проволок. Его не вальцуют, и в своем сечении он остается круглым. Сложные рисунки сучат из трех и более проволок. Своеобразный характер приобретает шнур, свитый из проволок различной толщины. Значительно обогащает сканные работы еще более сложный рисунок – «плетенка», которую плетут, как косу из трех и более проволок. Плетенки заготовляют короткими отрезками, ибо плетение из длинных затруднительно. Элемент струнцал изготавливают по принципу канители /11/.В сочетании со шнуром и сканью гладкие линии, очерченные струнцалом, производят эффект.

Рис. 17.\4\ Фрагменты филигранных изделий.
Скани, или филиграни сопутствует применение зерни – использования маленьких шариков в орнаменте рисунка, они обогащают линейный рисунок и напоминают жемчужные обнизи в шитье златошвеек.
Для приготовления зерни, используют следующую технологию.
Для обеспечения одинакового диаметра шариков зерни, проволоку нарезают на одинаковые размеры. Практически, это делают, на свитой в пружину сканную проволоку, при разделе ее в диаметральной плоскости. Далее, смешав заготовки – колечки с угольным порошком, их нагревают в муфельной печи до оплавления. При этом колечки сплавляются в шарики одинакового размера.