МЕТОДИЧЕСКИЕ УКАЗАНИЯ
и задания к выполнению практической работы
2. ЦЕЛЬ РАБОТЫ: Овладение методом автоматизированного проектирования технологических процессов обработки металлов давлением. Получение навыков разработки алгоритма и блок-схемы проектирования, разработки программы и ее тестовый анализ.
3. ЗАДАЧИ, РЕШАЕМЫЕ В РАБОТЕ: Приобретение практических навыков разработки алгоритма элемента технологического процесса, составление блок-схемы его решения и программы его расчета в автоматическом режиме с использованием ЭВМ.
4. МАТЕРИАЛЬНОЕ ОБЕСПЕЧЕНИЕ:
4.1. Задание на разработку элементов автоматизированного проектирования конкретного технологического процесса обработки металлов давлением,
4.2. Методические указания к выполнению практической работы и конкретный пример исполнения алгоритма, блок-схемы, программы и тестовых примеров ее исполнения.
5. МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ВЫПОЛНЕНИЮ ПРАКТИЧЕСКОЙ РАБОТЫ
К выполнению практической работы студенты приступают после изучения программного материала. В практической работе необходимо разрабатывать элементы системы автоматизированного проектирования по одному из параметров предложенного технологического процесса обработки металлов давлением. Допускается исследование процесса предложенного самим студентом.
В процессе выполнения работы необходимо:
1. Дать описание заданного процесса обработки металла. Привести схему процесса. Оценить перспективы использования САПР технологии КШП на конкретном примере.
2. Выполнить постановку задачи.
3. Используя специальную литературу, отобрать и вывести формулы, таблицы и диаграммы, необходимые для разработки алгоритма решения и блок-схемы поставленной задачи разработки САПР заданного параметра процесса.
4. Составить алгоритм решения поставленной
задачи и блок-схему ее исполнения.
5.Разработать программу расчёта элементов автоматизированного проектирования технологии процесса с использованием ЭВМ с программно-информационным обеспечением.
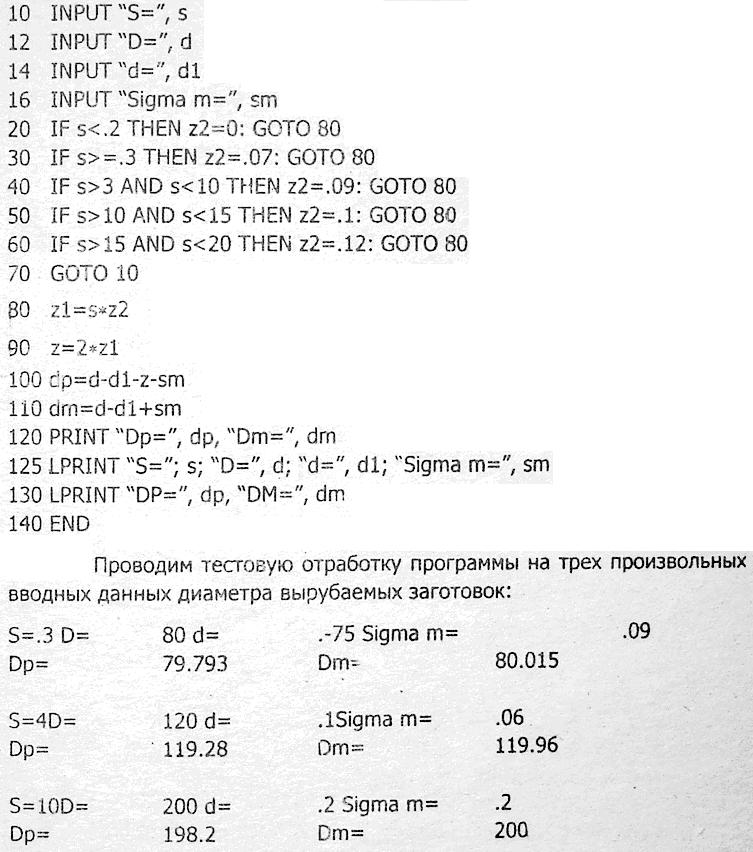
6. На тестовых примерах выполнить отладку программы, получить несколько пробных расчетов.
7. Язык
программирования студент выбирает самостоятельно.
Практическая работа выполняется в виде отчета, включающего результаты выполнения всех указанных работ, в том числе листинг программы и распечатку пробных расчетов.
Номер варианта практической работы определяется преподавателем. Допускается работа по индивидуальному заданию.
Индивидуальные
задания к выполнению практической работы
|
Вариант |
Процесс обработки |
Разрабатываемый параметр |
|
1 |
Пробивка |
Усилие пробивки |
|
2 |
Пробивка |
Технологические размеры инструмента |
|
3 |
Вырубка |
Усилие вырубки |
|
4 |
Вырубка |
Технологические размеры инструмента |
|
5 |
Гибка одноугловая |
Технологическое усилие |
|
6 |
Гибка одноугловая |
Размеры заготовки |
|
7 |
Гибка двухугловая |
Технологическое усилие |
|
8 |
Гибка двухугловая |
Размеры заготовки |
|
9 |
Вытяжка с прижимом |
Технологическое усилие |
|
10 |
Вытяжка с прижимом |
Размеры заготовки |
|
11 |
Вытяжка с прижимом |
Технологические размеры инструмента |
|
12 |
Вытяжка с утонением |
Размеры заготовки |
|
13 |
Вытяжка с утонением |
Размеры заготовок |
|
14 |
Вытяжка с утонением |
Количество переходов |
|
15 |
Вытяжка детали коробчатой формы |
Оличество переходов |
|
16 |
Вытяжка детали коробчатой формы |
Технологическое усилие |
|
17 |
Отбортовка |
Размеры заготовки |
|
18 |
Отбортовка |
Технологическое усилие |
|
19 |
Обжим |
Технологическое усилие |
|
20 |
Раздача |
Технологическое усилие |
6. ПРИМЕР ИСПОЛНЕНИЯ АЛГОРИТМА, БЛОК-СХЕМЫ, ПРОГРАММЫ И ТЕСТОВЫХ ПРИМЕРОВ ЕЕ ИСПОЛНЕНИЯ ДЛЯ ОПЕРАЦИИ ВЫРУБКИ ПО РАСЧЕТУ ИСПОЛНИТЕЛЬНЫХ РАЗМЕТОВ ИНСТРУМЕНТА
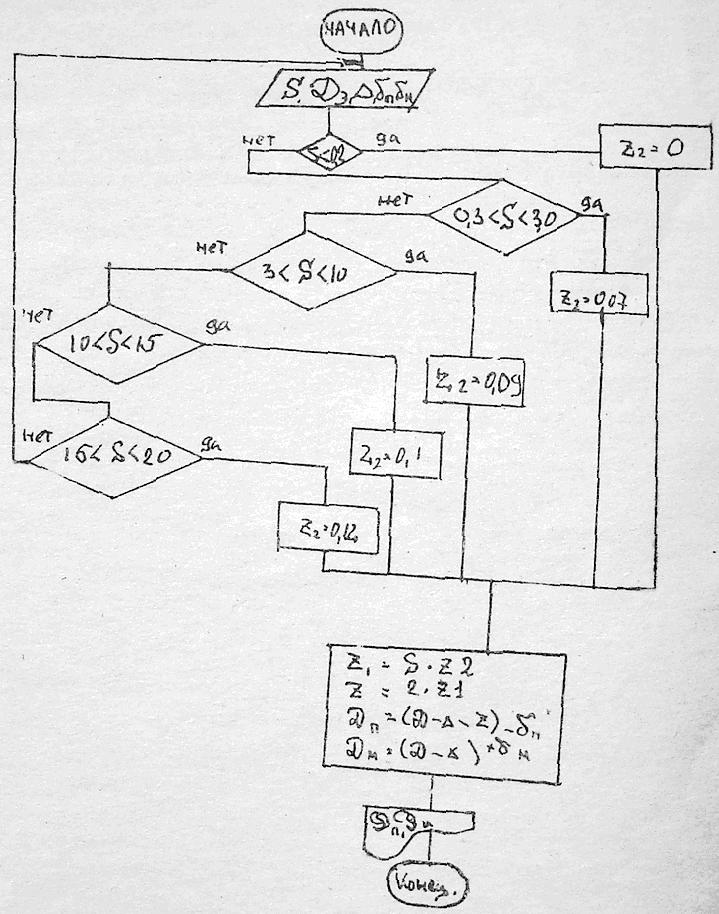
Принимаем рекомендации по
принятию одностороннего зазора вырубки [1,2]
|
Толщина материала S, мм |
Односторонний зазор в долях от S Z2 |
|
до 0.2 |
0 |
|
0.2–3.0 |
0.07 |
|
3–10 |
0.09 |
|
10–15 |
0.1 |
|
15–20 |
0.12 |
Односторонний зазор
Исполнительный
размер вырубной матрицы
Dм=(Dз–D)+dм.
Исполнительный размер вырубного пуансона
Dп =(D3–DZ)–dп,
где D – припуск на износ; dм и dп - допуски на изготовление инструмента; Dз – диаметр
заготовки.
Последние
(D,d) пункты задаются заказчиком.
Разрабатываем блок-схему автоматизированного проектирования исполнительных размеров инструмента.
Составляем программу автоматизированного проектирования по расчёту исполнительных размеров инструмента для операции вырубки.
Рекомендуемая литература
1. Ковка и штамповка: Справочник. В 4-х т. / Ред. Совет: Е.И.Семенова (пред.) и др. М.: Машиностроение, 1985.
2. Системы автоматизированного проектирования. 3 0 кн. / Под ред. Норенкова И.П. М.: Высшая школа, 1989. 200 с.