1. Расчет геометрических параметров
Основы расчета процесса продольной прокатки
1. Расчет геометрических параметров очага пластической деформации
Dh=h0-h1
- абсолютное
обжатие при равномерной
деформации, Rk
-
катающий радиус валка , a-
геометрический угол захвата, a = (Dh/ Rk)1/2
Рекомендуемые
углы захвата [ 1 ]
|
Условия прокатки
и прокатываемый металл |
a, град |
Dh/Dк |
|
Холодная
прокатка стали и сплавов без поджатия валков после захвата:
со смазкой на хорошо отшлифованных валках
без смазки на грубых валках Горячая прокатка:
стальных листов
стальных сортовых профилей
стальных профилей
и на валках с насеченной и
рифленой или наваренной
поверхностью |
3-4 6-8 18-22 22-24 27-34 |
1/250 - 1/100 1/20 - 1/15 1/15 - 1/12 1/9-1/6 |
Z1
и Z2 -
обжатие каждым
валком, Z1
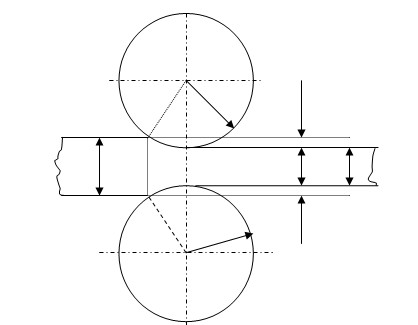
= (R2 . Δh) / (R1 + R2)
Длина дуги
захвата ld
=
Rk. a
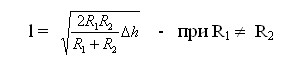
(рад), хорда дуги
захвата l
x = ( Rk. Δh)1/2
Угол
захвата в валках разного диаметра 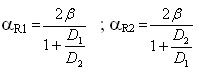 ,
,
где b
-
угол трения ,
f - коэффициент
трения ( до 0.5), f = tg b ;
α
R1 - угол захвата у
валка меньшего диаметра D1,
α
R2
- угол
захвата у валка большего диаметра
D2.
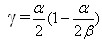 - определяет
положение нейтрального сечения, рад.
- определяет
положение нейтрального сечения, рад.
Максимально допустимое линейное обжатие для :
обжимных,
сортовых, станов кварто
- 
станов трио
-  ,
,
u
-
окружная
скорость валка, м/сек.
Абсолютное
обжатие при неравномерной деформации (сечение полосы не прямоугольное
), (
общая формула) :  ,
где
,
где
B0 и B1 - ширина полосы
до и после прокатки,
F0 и F1 - начальная и
конечная площадь сечения полосы.
Для
плоского овала: Δhcр = h0 – 0.7
h1
Для ромба:
Δhcр = 0.55 ÷ 0.6(h0- h1)
Для
круглого овала : Δhcр = h0 –
0.85 h1
Для
квадрата из овала : Δhcр =(0.65 ÷ 0.7) h0 –
(0.55 ÷ 0.6) h1
Для
круга : Δhcр = 0.85
h0 – 0.79 h1