Раздел V.
ПРЕВРАЩЕНИЯ В МЕТАЛЛАХ И ТЕРМОДЕФОРМАЦИОННЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
НАЗАД:
5.1.3. Горячие трещины при
сварке
5.2. Холодные трещины в сварных соединениях
В сварных соединениях как в
металле шва, так и в ЗТВ ряда металлов образуются так называемые холодные
трещины. Формальными их признаками являются:
- появление визуально
наблюдаемых трещин практически после охлаждения соединения;
- блестящий кристаллический
излом трещин без следов высокотемпературного окисления.
Холодные трещины относят к
замедленному разрушению металла.
К образованию холодных
трещин при сварке склонны углеродистые и легированные стали, некоторые
титановые и алюминиевые сплавы.
При сварке углеродистых и
легированных сталей холодные трещины могут образовываться, если стали
претерпевают частичную или полную закалку. Схема изменения структуры и свойств
для ЗТВ в случае сварки закаливающихся сталей показана на рис. 60.
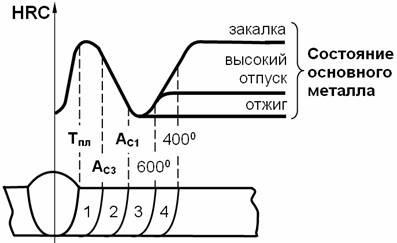
Рис. 60. Схема изменения
структуры и свойств ЗТВ при сварке закаливающихся сталей: 1 – участок закалки;
2 – участок неполной закалки; 3, 4 –
участок отпуска
Холодные трещины возникают в
процессе охлаждения после сварки ниже температуры 200 0С или в
течение последующих нескольких суток. Трещины могут образовываться во всех
зонах сварного соединения и иметь параллельное или перпендикулярное расположение
по отношению к оси шва.
В соответствии с
геометрическими признаками и характером излома холодные трещины получила
определенные названия: «откол» - продольные в ЗТВ, «отрыв» - продольные в зоне
сплавления со стороны шва (аустенитного), «частокол» – поперечные в ЗТВ и др.
(см. рис. 61). Наиболее частыми являются холодные трещины вида «откол».
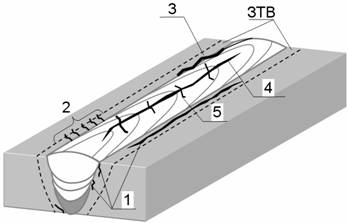
Рис. 61. Виды холодных трещин в стальных сварных
соединениях:
1 – откол; 2 –
частокол; 3 – отрыв по зоне сплавления;
4 – продольные в шве; 5 – поперечные в шве
Холодные трещины менее
разветвленные и менее раскрытые, чем горячие. Они не всегда выходят на
поверхность, могут быть закрытыми и иметь небольшую протяженность. В этих
случаях их трудно выявить. Для их выявления используют прежде всего УЗК.
Образование холодных трещин
начинается с возникновения очага разрушения, как правило, на границах
аустенитных зерен на околошовном участке ЗТВ, примыкающих к линии сплавления
(рис. 62).

Рис. 62. Межкристаллитный характер холодных трещин
Протяженность очагов трещин
составляет несколько диаметров аустенитных зерен. При этом разрушение не
сопровождается заметной пластической деформацией и наблюдается практически как
хрупкое. Это позволяет отнести холодные трещины к межкристаллитному хрупкому
разрушению. Дальнейшее развитие очага в микро- и макротрещину может носить
смешанный или внутризеренный характер.
Причины образования
холодных трещин в сталях уже рассматривались в разделе 3.7.
Основными факторами,
обусловливающими образование холодных трещин, являются:
1 - структурное состояние
металла сварного соединения, характеризуемое наличием составляющих
мартенситного и бейнитного типов;
2 - концентрация
диффузионного водорода в зоне зарождения очага трещины, зависящие от концентрации
водорода в атмосфере дуги, исходного содержания водорода в основном металле и
других условий;
3 – уровень растягивающих
сварочных напряжений I рода,
определяемый жесткостью сварной конструкции, режимом сварки, типом металла шва
и др. причинами.
Совместное влияние водорода
и эквивалента углерода на образование холодных трещин в сталях приведено на
рис. 63.
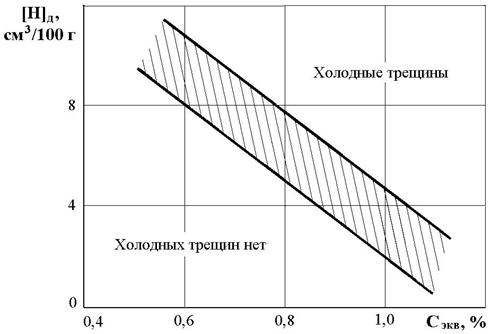
Рис. 63. Влияние
водорода и эквивалента углерода на образование холодных трещин в сталях
Механизм и причины образования холодных трещин в
титановых сплавах менее исследованы, чем для случая сварки сталей. Установлено,
что они имеют характер замедленного разрушения. При этом период до разрушения
значительно больше, чем у сталей, и может достигать нескольких десятков суток.
Образование трещин связано с метастабильным состоянием металла шва и ЗТВ после
сварки, обусловливающих их пониженную пластичность.
Склонность к холодным трещинам наблюдается при сварке
некоторых высоколегированных термоупрочняемых алюминиевых сплавов систем Al-Mn-Zn и Al-Zn-Mg-Cu. Природа и механизм образования трещин еще
недостаточно исследованы. Их возникновение связывают с выделением хрупких
интерметаллидных фаз в процессе старения при охлаждении при сварке и в
последующий период.
Сопротивляемость металла
образованию холодных трещин называют технологической прочность металла в
процессе фазовых превращений в твердом состоянии.
Способы оценки склонности к
трещинам классифицируются по разным признакам. Прежде всего они делятся на
косвенные и прямые.
Косвенные способы позволяют
получать оценку склонности к трещинам расчетным путем без непосредственного
испытания материалов.
Прямые способы
предусматривают сварку технологических проб, специализированные испытания
сварных соединений или образующих их материалов в условиях, имитирующих
сварочные [21].
Целями испытаний являются:
- разработка новых сплавов с
высокой стойкость против образования холодных трещин;
- разработка оптимальной
технологии сварки имеющихся сплавов, исключающей образование холодных трещин.
При разработке расчетных
методов определения склонности металлов к образованию холодных трещин применяют
два основных методических подхода. Первый использует параметрические уравнения,
полученные статистической обработкой экспериментальных данных. Они связывают
выходные параметры (показатель склонности к трещинам, требуемую температуру
подогрева и другие) с входными параметрами (химическим составом, режимом сварки
и другие) без анализа физических процессов в металлах при сварке, обусловливающих
образование холодных трещин. Поэтому их применение ограничено областью, в
пределах которой изменялись входные параметры при проведении экспериментов. При
этом часто не используется все многообразие факторов, влияющих на образование
трещин, в том числе и существенно значимых.
При первом методическом подходе широко используются
следующие параметрические уравнения:
1. Расчет значения
эквивалента углерода Сэкв:
![]() ; (5.12)
; (5.12)
где символы элементов означают
их содержание в сплаве в %.
Стали, у которых Сэкв
³ 0,45 %, считаются
потенциально склонными к образованию трещин. Сэкв является
обобщенным параметром состава стали, характеризующим ее прокаливаемость. При Сэкв
³ 0,45 % при сварке
становится возможным образование закалочных структур в металле сварного соединения,
что при условии насыщения металла водородом и высоких сварочных напряжений
может привести к образованию холодных трещин. Значение Сэкв вне
связи с этими условиями не может служить показателем действительной склонности
сварного соединения к трещинам.
2. Расчет параметра
трещинообразования Pw, % [22, 23]:
![]() ; (5.13)
; (5.13)
![]() , % (5.14)
, % (5.14)
где Нгл – количество
диффузионного водорода в металле шва, установленное глицериновым методом, см3/100
г;
К – коэффициент
интенсивности жесткости, Н/(мм × мм);
К = Ко × d; Ко – постоянная, имеющая значения в пределах 200 ¸ 1000 Н/(мм2×мм) в зависимости от жесткости конструкции, для пробы «Тэккен
685» [5,22,24]; d - толщина стали, мм.
Для приближенных вычислений
постоянную Ко можно принять равной 690 для стыковых сварных
соединений толщиной до 150 мм [24].
При Рw > 0,286 возможно образование холодных трещин в ЗТВ в корне сварного соединения
типа пробы «Тэккен». Уравнение (5.13) получено статистической обработкой результатов
испытаний с помощью пробы «Тэккен» применительно к низколегированным сталям с
содержанием углерода 0,07 ¸ 0,22 % с пределом текучести 500 ¸ 700 МПа при сварке с погонной энергией qп/V = 17 кДж/см. Использование уравнения (5.13) возможно
для указанных составов стали и режима сварки.
Второй методический подход
предусматривает анализ физических процессов в металлах при сварке,
обусловливающих образование трещин. В этом случае используются концептуальные
физические модели процесса разрушения при образовании трещин, аналитические
зависимости законов металлофизики, регрессивные уравнения, описывающие характеристики
и константы материалов на основе статистической обработки опытных данных. Такие
расчетные методы имеют более универсальный характер, чем параметрические
уравнения, и позволяют учитывать достаточно широкий ряд металлургических, технологических
и геометрических факторов. Выполнение расчетов производится с помощью ЭВМ.
Расчет стойкости против
холодных трещин стыковых сварных соединений жестко закрепленных элементов может
быть выполнен с помощью компьютерных программ, разработанных на кафедре сварки
МВТУ им. Баумана [3].
Программный комплекс «Свариваемость легированных сталей» позволяет выполнить
расчеты кинетики физических процессов и их выходных параметров, определяющих
показатели свариваемости.
Путем сопоставления
действительных и критических факторов трещинообразования (структуры, водорода и
напряжений) оценивается стойкость сварных соединений против холодных трещин.
Если условие стойкости
против трещин не обеспечивается, то в автоматическом режиме счета определяются
значения погонной энергии сварки, температуры подогрева, исходное содержание
водорода в металле шва и жесткость закрепления свариваемых элементов, которые
обеспечивают отсутствие холодных трещин.
Методами борьбы с
образованием холодных трещин при сварке закаливающихся сталей являются:
-
уменьшение
степени закалки металла при сварке;
-
снижение
содержания водорода в металле шва и околошовной зоне;
-
снижение
содержания водорода в околошовной зоне при металле шва, не склонном к
образованию трещин;
-
уменьшение уровня
сварных напряжений.
Холодные трещины в сталях вероятны, если скорость охлаждения
при сварке превышает критическую, соответствующую образованию
мартенситно-бейнитной структуре и определяемую по уравнению (3.82), либо из
условия
Сэкв > 0,78 – 0,15 lg W; (5.15)
Снижение скорости
охлаждения осуществляется за счет увеличения тепломощности дуги, уменьшения
скорости сварки или применения подогрева.
Расчет температуры
подогрева возможен несколькими путями.
Д. Сефериан предложил [25] температуру
предварительного подогрева определять по уравнению:
![]() ; 0С (5.16)
; 0С (5.16)
где
![]() (5.17)
(5.17)
Сэкв
определяется по уравнению (5.12), а d - толщина свариваемого металла, мм.
В отечественной практике расчет температуры подогрева
в основном определяют по уравнению (5.18):
![]() ; 0С. (5.18)
; 0С. (5.18)
Японские исследователи температуру подогрева
рекомендуют определять по уравнению:
Тпод = 1440 Рw – 392; 0С (5.19)
Величину Рw определяют по уравнению (5.13).
При любом значении Сэкв
температуру подогрева принимают не выше 450 0С.
Предварительный подогрев сталей
позволяет:
-
уменьшить
скорость охлаждения металла, что уменьшает степень мартенситных превращений,
которые сопровождаются резким увеличением удельного объема металла, вызывающим
появление структурных напряжений;
-
способствует
эвакуации водорода из сварных соединений в связи со значительным увеличением
диффузионной подвижности водорода. Так, при нагреве до 200 0С давление
водорода в микрополостях снижается на три порядка;
- уменьшает разницу температур в зоне сварки и на
периферийных участках, что снижает напряжения первого рода, вследствие чего
пики этих напряжений в околошовных участках ЗТВ сглаживаются. Так, подогрев до
200 0С уменьшает величину сварочных напряжений на 20 %;
-
увеличивает
пластичность металла, а следовательно, и его деформационную способность.
Следует отметить, что в
отечественной практике стараются максимально избегать предварительного
подогрева. Ограничение предварительного подогрева в практике наших предприятий
осуществляется применением либо аустенитных, либо низководородистых электродов,
не содержащих в покрытии органических веществ и подвергнутых перед сваркой
высокотемпературной прокалке.
Уменьшение закалки металла
шва может быть осуществлено за счет применения присадочных материалов с меньшим
содержанием углерода, чем в основном металле, при одновременном уменьшении доли
участия основного металла в металле шва.
Меры по
уменьшению содержания водорода в металле шва изложены в разделе 4.2.4.
Для уменьшения вероятности
образования холодных трещин при сварке закаливающихся сталей часто применяют
термообработку после сварки. Чаще всего это высокий отпуск, позволяющий:
- снизить количество
мартенситной фазы в металле;
- удалить диффузионный
водород;
- на 80 ¸ 90 % уменьшить уровень сварочных напряжений в
металле;
- повысить пластические
свойства металла.
Иногда используют для
удаления водорода термический отдых, заключающийся в выдержке сразу после
сварки при температуре 150 ¸ 200 0С в течение 12 ¸ 20 часов.
Методы уменьшения сварочных
напряжений изложены в работе [22].
Более подробные сведения по рассматриваемой теме
изложены в работах [2, 3, 5, 22, 23].