Раздел V.
ПРЕВРАЩЕНИЯ В МЕТАЛЛАХ И ТЕРМОДЕФОРМАЦИОННЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
НАЗАД:
5.1.1. Поры в металле шва
5.1.2. Шлаковые включения в металле шва
Шлаковые (неметаллические)
включения относятся к дефектам шва, снижающим механические свойства металла.
Для анализа механизма образования неметаллических включений рассмотрим процесс
контактирования металла и шлака.
При поступлении в сварочную
ванну капель электродного металла газодинамическим напором дуги жидкий металл
перемещается в сторону противоположную направлению сварки, т.е. он натекает на
кристаллизующийся металл шва.
Вследствие тормозящего
действия растущих кристаллов и большого удельного веса металла скорость его
натекания замедляется. В нижний части сварочной ванны слои металла и шлака
тонкие, разделение шлака и металла происходит очень быстро. Шлак, имея более
низкую температуру затвердевания и малый удельный вес (2,3 ¸ 3,8 г/см3), легче поддается действию
газового потока и очень быстро перемещается по поверхности металла относительно
тонким, но постепенно утолщающимся слоем.
Происходит промывка металла
шлаком. При этом в контакте со шлаком в то или иное время бывают все точки шва.
Кроме того, разделению шлака и металла способствует выталкивающее действие
растущих кристаллов. Таким образом, затвердевание сварочного шлака не должно
быть основной причиной появления крупных шлаковых включений.
Причинами крупных шлаковых
включений являются:
-
наличие серной
строчки в основном металле;
-
узкая разделка
свариваемых деталей;
-
неправильные
манипуляции электродом при РДС (возвратные движения в области частично закристализовавшегося
металла сварочной ванны могут привести к нарушению фронта растущих кристаллов,
создают новые полости жидкости, удаление из которых попавших туда шлаковых
частиц затруднено);
-
неравномерное
плавление электродного покрытия;
-
плохая зачистка
корня шва при сварке на флюсовой подушке.
Кроме того, крупные
шлаковые включения в металле шва могут быть при сварке под флюсом мощной
трехфазовой дугой. В этом случае сильный газодинамический напор может очень
глубоко загнать какое-то количества шлака на дно сварочной ванны, откуда этот
шлак не успевает всплыть на поверхность металла.
Крупные шлаковые включения
мало снижают статическую прочность металла, но создают концентрацию напряжений
и могут вызвать разрушение при знакопеременных и динамических нагрузках.
Шлаковые включения,
вносимые в шов извне, встречаются довольно редко.
Значительно чаще появляются
шлаковые включения в результате реакций в сварочной ванне, т.е. основные
шлаковые включения имеют эндогенный характер. Эти мелкодисперсные включения, нерастворимые
в металле, скапливаются в маточном растворе. Они взаимодействуют между собой и
остаются в виде шлаковых легкоплавких прослоек между дендритами.
Это ухудшает металлическую
связь между кристаллитами, ведет к снижению механических свойств металла, к его
хладноломкости и красноломкости.
К числу простых соединений,
загрязняющих швы, относятся оксиды, нитриды, сульфиды, фосфиды. Кроме того,
могут быть комплексные соединения – силикаты, титанаты и т.д. Удаление
продуктов реакций зависит от их свойств – удельного веса и температуры
плавления. Легкоплавкие частицы коагулируют и успевают всплывать. Очень мелкие
частицы (SiO2, Al2O3) не
коагулируют и распределяются в металле равномерно.
Удалению продуктов реакций
способствует интенсивная промывка металла шлаком. Кислые продукты раскисления (SiO2,
силикаты) лучше удаляются основными шлаками, продукты типа FeO и MnO – кислыми.
Образование неметаллических включений (оксидов, нитридов) идет и в твердом металле.
Такие включения уже удалить невозможно. Твердый металл до 90 % кислорода и
азота содержит в виде химических соединений.
Причинами
мелких шлаковых включений являются:
- повышенное насыщение
жидкого металла сварочной ванны кислородом и азотом;
- высокая химическая
активность шлаковой фазы;
- плохое удаление продуктов
раскисления;
- сульфидные и фосфидные включения в шлаковой
фазе.
О
степени защиты зоны плавления от воздуха и качестве удаления продуктов реакции
при различных способах сварки можно судить по содержанию табл. 20.
Таблица 20. Содержание газов в металле шва при дуговой
сварке, см3/100 г
|
№ п/п |
Способ сварки |
Общее количество газов |
в том числе |
|||
|
кислорода |
азота |
водорода |
||||
|
диффуз. |
остат. |
|||||
|
1. |
СОДГП |
155 |
50 |
90 |
2,5 |
1,25 |
|
2. |
Под флюсом АН-348А |
132,5 |
112 |
14,5 |
2,5 |
3,5 |
|
3. |
Электродами с кислым покрытием |
107,5 |
72,5 |
21 |
9 |
5 |
|
4. |
Электродами с рутиловым покрытием |
70¸110 |
42¸84 |
24¸32 |
28¸44 |
12¸16 |
|
5. |
Электродами с целлюлозным покрытием |
70¸110 |
28¸70 |
16¸24 |
25¸50 |
14¸25 |
|
6. |
Электродами с основным покрытием
|
50¸70 |
13¸18 |
32¸40 |
2¸4 |
3¸5 |
|
7. |
В СО2 пров Св-08Г2С Æ 1,0 мм на min режимах |
60 |
40 |
16 |
1,5 |
2,5 |
|
8. |
В СО2 пров Св-08Г2С Æ 1,6 мм на мах режимах |
95 |
65,5 |
20 |
3 |
5,6 |
|
9. |
ПП-АН-3 самозащитной
|
95 |
63 |
24,5 |
3 |
5,6 |
|
10. |
ПП-АН-4 в СО2 |
51 |
35 |
9,5 |
2,5 |
4 |
|
Исходная концентрация газов в сталях, см3/100 г; |
Кислород |
Азот |
Водород |
|
£ 56 |
£ 13 |
3 ¸ 8 |
В ЦНИИТМАШе [18] предложено оценивать способность продуктов
окисления к коагуляции и выделению из металла по составу металла шва (см. рис. 54).
Считают, что наилучшее удаление продуктов раскисления наблюдается при
соотношении в металле шва [Mn]/[Si] = 2,4 ¸ 3,1.
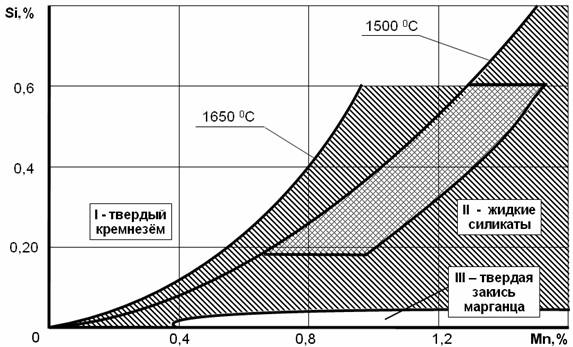
Рис.54. Характер продуктов раскисления при разном содержании Si и Mn в
металле шва. Заштрихована область рекомендуемых
составов металла шва
В этом случае
обеспечиваются наилучшие пластические свойства металла шва. Данное положение
подтверждается работами, проведенными на кафедре сварки РИСХМ (ДГТУ) [19] (см.
табл. 21).
Таблица 21. Влияние
содержания Si и Mn в металле шва на его ударную вязкость при сварке в СО2
|
№ п/п |
[Mn], % |
[Si], % |
[Mn + Si], % |
|
KCU, Дж/см2 |
|
1 |
0,59 |
0,26 |
0,85 |
2,25 |
105 |
|
2 |
1,03 |
0,43 |
1,46 |
2,40 |
121 |
|
3 |
0,55 |
0,18 |
0,73 |
3,06 |
161 |
|
4 |
0,53 |
0,16 |
0,69 |
3,21 |
131 |
|
5 |
0,43 |
0,19 |
0,62 |
2,26 |
100 |
|
6 |
0,53 |
0,33 |
0,86 |
1,61 |
118 |
ДАЛЕЕ:
5.1.3. Горячие трещины при
сварке