Раздел IV.
МЕТАЛЛУРГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
НАЗАД: 3.10. Идеальный термический
цикл сварки
4.1. Общая характеристика процессов в зоне плавления
Основная часть сварочных работ производится сваркой
плавлением. При этом для получения качественного сварного соединения требуется
применять более сложную технологию сварки, чем при контактной сварке.
При сварке плавлением происходит взаимодействие трех
фаз (см. рис. 37) - металлической, шлаковой и газовой.
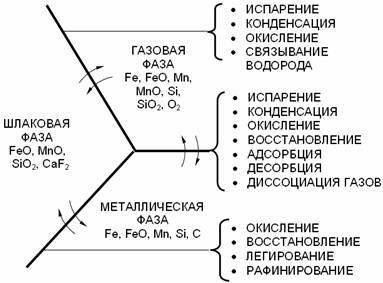
Рис. 37. Взаимодействие фаз при сварке плавлением
Большинство этих процессов
носит обратимый характер. Качество сварного соединения определяется:
·
химическим
составом свариваемого и присадочного металлов (их химической активностью);
·
видом сварки и
его технологической разновидностью;
·
технологией
сварки;
·
физико-химическими
процессами, происходящими в зоне плавления.
Под зоной плавления следует
понимать как ванну жидкого металла, так и капли на конце присадочного металла
(электрода), а также капли в процессе их перехода через дуговой или шлаковый
(при ЭШС) промежуток.
Рассмотрим схему сварки под флюсом как наиболее
характерного процесса для анализа явлений, происходящих в зоне плавления (рис.
38).
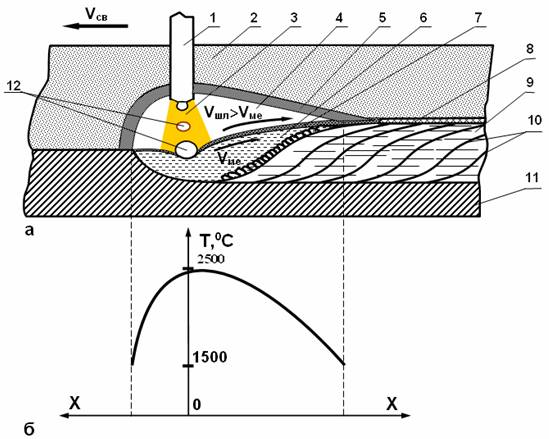
Рис.38. Схема процесса
сварки под флюсом:
а – продольный разрез зоны плавления; б –
распределение температур в зоне плавления; 1 – электрод; 2 – флюс; 3 –
реакционная зона; 4 – газовый пузырь; 5 – оболочка из вязкого шлака; 6 –
сварочная ванна; 7 – жидкий шлак; 8 –
шлаковая корка; 9 – металл шва; 10 – кристаллизационные слои;
11 – свариваемое изделие; 12 –
капли электродного металла
При сварке источник тепла
перемещается вдоль свариваемых кромок и образует подвижную сварочную ванну. В
передней части ванны (линия a b c на рис.
39,а) протекает процесс плавления, а в задней части (линия d e
f) – процесс кристаллизации. Переднюю часть сварной
ванны называют высокотемпературной, а заднюю (хвостовую) – низкотемпературной.
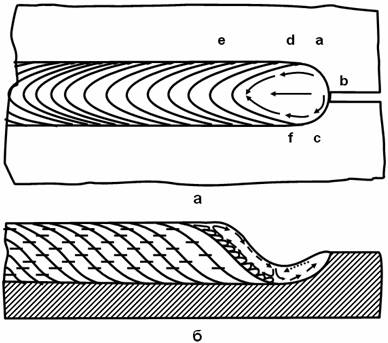
Рис. 39. Схема движения
жидкого металла в сварочной ванне:
а – вид сверху; б – продольный разрез; - - - - - - направление роста главных осей дендритов
Жидкий металл в сварочной
ванне находится в состоянии непрерывного движения и перемещения. Схема движения
металла в ванне при дуговой и газовой сварке представлена на рис. 39. Движение
металла по острию растущих кристаллов, как и любое возмущение
кристаллизующегося металла, улучшает качество металла шва. Сварочная ванна
испытывает газодинамический напор ввиду воздействия как потока газа, так и
электромагнитных сил (сил пинч-эффекта). Под действием этого напора жидкий
металл вытесняется из зоны действия источника тепла в направлении обратном его
перемещению. Это приводит к образованию местного углубления в сварочной ванне –
кратера. В ряде случаев (чаще всего) газодинамический напор на сварочную ванну
носит периодический характер. Это приводит к тому, что вытеснение жидкого
металла носит также волновой, периодический характер.
При наличии шлаковой фазы
по поверхности движущийся к хвостовой части сварочной ванны волны жидкого
металла перемещается слой жидкого шлака. Так как шлак легче металла, то
скорость его движения больше, чем у жидкого металла. Шлак как бы омывает
поверхность сварочной ванны, захватывая из нее неметаллические включения.
В зависимости от режима
сварки, геометрических размеров свариваемых деталей время пребывания металла в
сварочной ванне колеблется в широком диапазоне – от секунд до минуты. Время же
пребывания расплавленной капли на конце электрода составляет от сотой доли
секунды до секунды.
Для рассмотрения процессов,
протекающих в сварочной ванне, необходимо знать характер распределения в ней
температуры. При дуговой сварке распределение температуры в сварочной ванне
неравномерное. Передний участок ванны, находящийся под действием источника
тепла (дуги), нагревается при сварке сталей до температур 2300 ¸ 2500 0С. Хвостовой участок сварочной ванны
имеет температуру близкую к температуре плавления металла. Средняя температура
сварочной ванны при дуговой сварке сталей составляет 1770 ±100 0С. Таким образом, при дуговой сварке
жидкий металл в зоне плавления претерпевает значительные изменения температуры
– нагрев от температуры плавления до максимальной температуры, затем охлаждение
до температуры кристаллизации.
При газовой сварке сталей
температура сварочной ванны составляет примерно 1650 0С. При газовой
сварке и сварке неплавящимся электродом с присадкой температура ванны и
контактирующего участка присадки примерно одинаковая.
Температурный режим сварочной
ванны (подъем температуры до максимальной и последующий спад) приводит к тому,
что в различных ее участках наряду с процессами одного направления могут
протекать взаимно-обратные процессы, например, адсорбция жидким металлом газов
и десорбция, восстановление некоторых элементов из флюса (шлака) и их
окисление, испарение отдельных составляющих жидкого металла и последующая их
конденсация.
Наиболее интенсивно
процессы взаимодействия металла с контактирующими фазами (газовой или шлаковой)
протекают в высокотемпературных участках сварочной ванны ( при плавлении
электрода, переходе капли через дуговой промежуток или шлак и в передней части
ванны). Это объясняется наибольшим числом активированных молекул в данных областях.
Эту часть зоны плавлением называют реакционной зоной (см. поз. 3 на рис. 38).
По мере спада температуры процессы взаимодействия затухают или (из-за сдвига
равновесия) начинает протекать в обратном направлении. Однако скорость протекания
обратных процессов в низкотемпературной части сварочной ванны значительно
меньше по сравнению со скоростями прямых процессов в наиболее ее горячей части.
При сварке плавлением
протекает сложный комплекс физико-химических процессов путем взаимодействия
газовой и шлаковой фаз с жидким металлом. Важнейшими процессами являются
реакции окисления, раскисления, легирования и рафинирования металла. Степень
развития этих процессов определяется многими факторами – природой источника
тепла, составом взаимодействующих фаз, поверхностью их взаимного контакта,
условиями переноса реагирующих материалов к месту контакта фаз, временем
пребывания металла в зоне плавления и т.д.
В процессе переноса металла
с электрода в сварочную ванну капли и пары металла, нагретые до высокой
температуры, взаимодействуют с жидким шлаком и газовой фазой. Высокая
температура дуги способствует интенсивному протеканию реакций между металлом и
газом, а также испарению. Поэтому в дуговом промежутке всегда имеется какое-то
количество паров металла.
ДАЛЕЕ:
4.2.1. Пути насыщения металла
газом при сварке