Раздел III. ТЕПЛОВЫЕ
ОСНОВЫ СВАРКИ
НАЗАД: 3.7. Термический цикл основного металла при сварке
3.8. Расчет мгновенной скорости охлаждения при данной
температуре
При простом
термическом цикле мгновенную скорость охлаждения, соответствующую данной
температуре Т, рассчитывают в зависимости от параметров режима сварки и типа
соединения по уравнениям теплопроводности.
Рассмотрим два
простейших случая:
а) наплавка на
массивное тело (d ³ 25 мм);
б) сварка тонких
листов встык за один проход (d £ 10 мм).
Ввиду полной
однотипности рассуждений математические выкладки проведем параллельно.
Температура в
процессе распространения тепла от мощного быстродвужущегося точечного источника
в полубесконечном теле и мощного быстродвижущегося линейного источника в
пластине без теплоотдачи боковых поверхностей (в = 0) выражается уравнениями:
![]() ; (3.83)
; (3.83)
 ; (3.84)
; (3.84)
где Т
– мгновенная температура в точке r или y в момент t,
вызванная процессом распространения тепла сварочной дугой;
То –
начальная температура изделия, равная температуре окружающей среды или
температуре предварительного подогрева.
Математически проще
найти зависимость скорости охлаждения W (0С/с)
от режимов сварки не для точек ЗТВ, а для точек, лежащих на оси шва. Погрешности
будут невелики. Температура точек оси шва (r = 0; y = 0) выразится
уравнениями:
![]() ; (3.85)
; (3.85)
![]() ; (3.86)
; (3.86)
Так как скорость
охлаждения W = ![]() , то продифференцируем
уравнения (3.85) и (3.86). Получим:
, то продифференцируем
уравнения (3.85) и (3.86). Получим:
![]() ; (3.87)
; (3.87)
 ; (3.88)
; (3.88)
Из уравнений (3.85)
и (3.86) выразим ![]() и
и ![]() :
:
![]() ; (3.89)
; (3.89)
![]() ; (3.90)
; (3.90)
Выражения (3.89) и
(3.90) подставим в уравнения (3.87) и (3.88) и получим:
 ; (3.91)
; (3.91)
 ; (3. 92)
; (3. 92)
Знак минус
указывает на процесс охлаждения.
Наибольшие опасения
с точки зрения возможности образования трещин вызывает скорость охлаждения при
температуре минимальной устойчивости аустенита Tmin (см.
в разделе 3.7 рис. 33). В этом случае:
 ; (3.93)
; (3.93)
 ; (3. 94)
; (3. 94)
Для сталей средняя
величина Tmin = 550 0С.
Для других случаев
(d = 10 ¸ 25 мм) скорость охлаждения рассчитывается по уравнению:
 . (3.95)
. (3.95)
Величина
безразмерного критерия ![]() определяется
уравнением:
определяется
уравнением:
![]() = 0,145 +
= 0,145 + ![]() ; (3.96)
; (3.96)
где
 ; (3.97)
; (3.97)
В уравнение (3.97) величины
погонной энергии ![]() и толщины металла d подставляются с учетом коэффициентов приведения,
приведенных в табл. 6.
и толщины металла d подставляются с учетом коэффициентов приведения,
приведенных в табл. 6.
Таблица 6.
Коэффициенты приведения
|
Тип соединения |
1-й слой стыкового шва с V-образной разделкой |
Нахлесточное соединение,
2-й шов таврового соединения |
4-й шов крестообразного соединения |
|
|
1,5 |
0,67 |
0,5 |
|
d |
1,5 |
1 |
1 |
Если величина 1/q £ 0,4, то значение J/q = 1.
Иногда возникает необходимость
решения обратной задачи – по заданным эксплуатационным свойствам сварного
соединения выбрать режим сварки. Для решения такой задачи вначале на основе
экспериментальных данных, приведенных, например, в работе [10], находим допустимую скорость
охлаждения. Затем из уравнений (3.93), (3.94), (3.95) находим требуемую
погонную энергию ![]() . Величиной тока задаемся исходя из требуемой глубины проплавления
a или
катета шва К. По току определяем напряжение дуги. Зная ток и напряжение, из
величины
. Величиной тока задаемся исходя из требуемой глубины проплавления
a или
катета шва К. По току определяем напряжение дуги. Зная ток и напряжение, из
величины ![]() находим скорость
сварки V. Для случая d = 10 ¸ 25 мм задача усложняется, так как безразмерный
критерий J/q зависит от погонной энергии. Тогда можно
воспользоваться ГОСТ 13585, в котором даны номограммы зависимости скорости
охлаждения от параметров d,
находим скорость
сварки V. Для случая d = 10 ¸ 25 мм задача усложняется, так как безразмерный
критерий J/q зависит от погонной энергии. Тогда можно
воспользоваться ГОСТ 13585, в котором даны номограммы зависимости скорости
охлаждения от параметров d, ![]() при различных
величинах (Tmin – To) (см. рис. 35).
при различных
величинах (Tmin – To) (см. рис. 35).
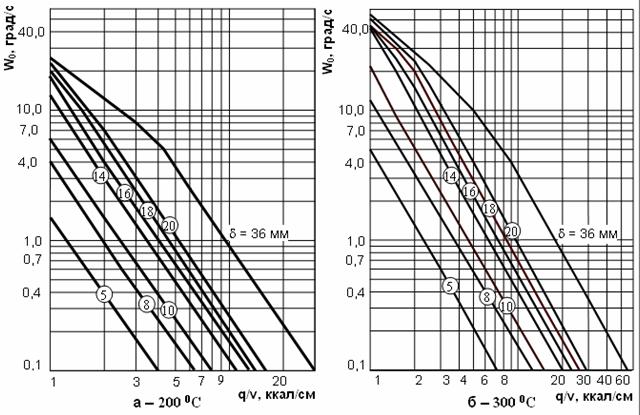
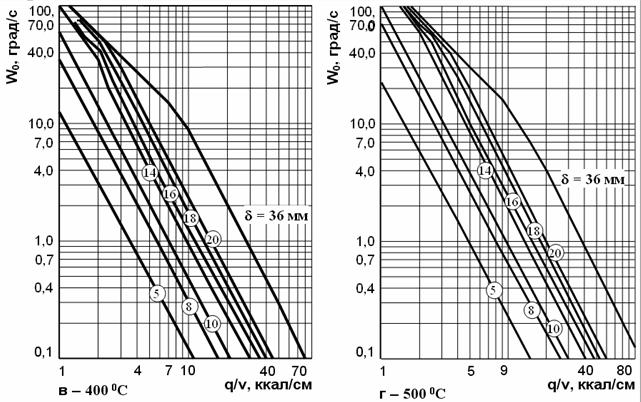
Рис. 35. Номограмма для определения скорости
охлаждения W0 околошовной
зоны при наплавке валика на поверхность пластины при (Тm-T0)
Подобрав режимы
сварки исходя из допустимой скорости охлаждения, проверяют обеспечиваются ли
при этом требуемые площади проплавления или наплавки металла шва.
ДАЛЕЕ: 3.9. Расчет длительности нагрева металла выше заданной
температуры