Раздел II. ИСТОЧНИКИ НАГРЕВА ПРИ СВАРКЕ
НАЗАД:
2.2.1. Общая характеристика
дугового разряда
2.2.2.
Физические процессы в различных зонах электрической дуги
Экспериментальные исследования установили
неравномерное распределение напряжения в различных зонах дуги (рис. 14), что
является следствием специфики явлений, протекающих в этих зонах.
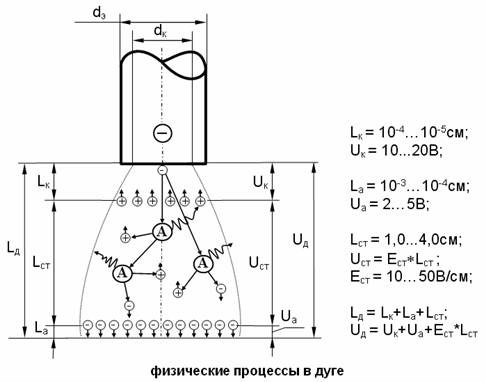
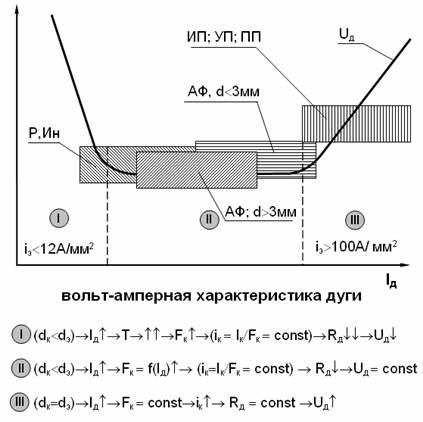
Рис.14. Электрические
свойства сварочной дуги
Катодная
область
С поверхности катода происходит эмиссия (вырыв)
электронов. Для этого необходимо затратить энергию, которая называется работой
выхода – φэ. Работа выхода равна произведению заряда электрона на
потенциал выхода:
φэ = еUв, эВ. (2.1)
Каждый отдельный элемент имеет свое значение
потенциала выхода:
Элемент
|
К
|
Na |
Ca |
Al |
Fe |
C |
W |
|
Потенциал
выхода Uв, В |
2,0-0,5 |
2,1-1,8 |
3,3-1,7 |
4,0-1,8 |
4,8-3,9 |
4,8-4,3 |
5,4-4,3 |
Наибольшие значения
соответствуют чистым металлам, наименьшие – металлам, имеющим на своей
поверхности окислы. Существуют несколько способов сообщения энергии электрону,
необходимую ему для вырыва с поверхности катода. Поэтому различают следующие
виды эмиссии: термоэлектронную, автоэлектронную, фотоэлектронную и вторичную
под действием энергии движущихся частиц, бомбардирующих поверхность катода. В
дуге преобладают первые два вида эмиссии. Прежде всего действует термоэлектронная
эмиссия, когда энергия колебательных движений электрона под действием нагрева
превысит работу выхода, т. е. будет выполнено следующее условие:
![]() , (2.2)
, (2.2)
где mэ – масса электрона, Vэ –
скорость его тепловых колебаний.
Плотность тока в результате термоэлектронной эмиссии
определяется уравнением Ричардсона – Дешмана:
i=AT2e-B/T , (2.3)
где i –
плотность тока на катоде, А/см2; А – постоянная Ричардсона,
теоретически равная 120 А/см2К2, практически имеющая
меньшее значение;
В = φэ/К = еUв/К;
где К – постоянная Больцмана; Т – абсолютная
температура поверхности катода.
Протяженность катодной области Lк = 10-4
– 10-5 см, это соответствует свободному пробегу электрона lS. Поэтому эмитированный электрон, устремляющийся к
аноду, проходит это расстояние без соударения с нейтральными частицами. Лишь на
границе катодной области и столба дуги в результате его соударения с
нейтральными атомами происходит ионизация соударением. Образовавшиеся
положительные ионы устремляются к катоду. Так как масса иона на несколько
порядков выше массы электрона, то скорость передвижения ионов значительно
меньше, чем электронов. Поэтому вся катодная область будет заполнена
положительными ионами. Создается объемный положительный заряд – катодное
падение напряжения Uк. Величина его зависит, прежде всего, от материала
катода и колеблется в пределах от 10 до 20 В. Под действием этого заряда у
поверхности катода создается напряженность электрического поля Ек = Uк/Lк порядка
2·106 В/см. Это приводит к появлению второго вида эмиссии – автоэлектронной,
называемой еще эмиссией с холодного катода или электростатической эмиссией. Так
как катод всегда имеет какую-то температуру, то одновременно протекают как
термо-, так и автоэлектронная эмиссии.
Плотность тока у поверхности катода в результате
термоавтоэлектронной эмиссии определяется уравнением:
![]() (2.4)
(2.4)
где Δφ – поправка Шоттки на наличие
электростатического поля,
Δφ = 3,8·10-4 Е![]()
Под действием электрического поля у поверхности катода
происходит также ускорение электронов, накопление ими энергии, достаточной для
ионизации соударением.
Ток в катодной области проводится как электронами, так
и ионами. Доля электронного тока f определяется
уравнением:
![]() (2.5)
(2.5)
где
Uн – потенциал
нейтрализации иона – Uн = Uи – Uв,
Uu – потенциал ионизации элемента, В.
Расчеты показывают, что доля электронного больше, чем
ионного. Достигая поверхности катода, положительные ионы тормозятся, т. е.
отдают свою кинетическую энергию, и нейтрализуются - отдают энергию,
затраченную на ионизацию.
У поверхности катода
возникает катодный плазменный поток. Его появление связано с испарением
материала катода и силами сжатия, вызываемыми собственным магнитным полем дуги
(пинч-эффектом). Поэтому в области сужения дуги (т. е. проводника) возникает
градиент давления, направленный от катода перпендикулярно его поверхности, что
и приводит к появлению газовой струи.
Газ всасывается в струю из области вокруг катодного
пятна и прогоняется по направлению к столбу дуги, захватывая пары материала
катода. Явление засасывания газа содействует стабилизации дуги и в значительной
мере определяет состав газа столба дуги. Силы сжатия и давления пропорциональны
квадрату тока. Скорость плазменного катодного потока достигает до 103м/с,
между стальными электродами – до (75-150) м/с.
Столб дуги
На границе катодной области и столба дуги происходит
50 % актов ионизации соударением. На длине двух свободных пробегов электрона –
75%, а на длине 5,5λs – 90 %. Соударение
частиц могут быть упругими и неупругими. При упругом соударении максимальная
доля выделенной энергии от запасенной не превышает 2·10-3 %. Частицы
лишь несколько изменяют траекторию своего движения. При неупругом соударении
максимально выделенная энергия определяется уравнением:
![]() (2.6)
(2.6)
где m1 – масса ударяемой частицы, m2 – масса
ударяющей частицы, Т2 – начальная кинетическая энергия ударяющей
частицы.
Если m1 – нейтральный атом, а m2 –
электрон, то тогда m2<< m1, поэтому Umax = Т2. Следовательно, электрон на ионизацию может отдать всю
свою кинетическую энергию. Если m2 – ион, то m2 = m1, поэтому Umax = Т2/2.
Ион на ионизацию способен отдать только половину своей кинетической энергии. В
процессе своего движения к аноду электрон способен совершить несколько актов
ионизации. Образуется лавина электронов, устремленная к аноду со скоростью
около 140 м/с. При этом электроны вычерчивают молниеносные зигзаги со скоростью
около 500 км/с. Продвинувшись всего на один см, электрон совершит зигзаг около
40 м и заденет при этом примерно 50·106 атомов газа. Для ионизации
надо затратить работу, называемую работой ионизации φu =
еUu, где Uu – потенциал ионизации. Значение
потенциала ионизации для некоторых элементов приведены в таблице на рис. 15.
Следует отметить, что потенциалы ионизации у паров металлов меньше, чем у
газов.
Элемент
|
Cs
|
Rb
|
K
|
Na
|
Ca
|
Fe
|
C
|
O
|
N
|
Ar
|
He
|
|
Потенциал ионизации Uи,
В |
3,9 |
4,2 |
4,3 |
5,1 |
6,1 |
7,8 |
11,2 |
13,6 |
14,5 |
15,7 |
24,5 |
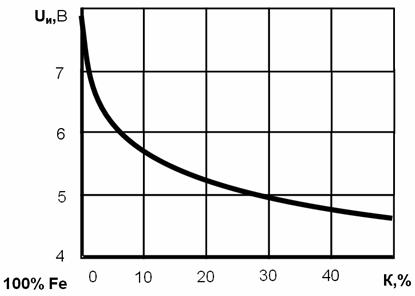
Рис.15. Изменение эффективного потенциала ионизации
для смеси паров K и Fе
В столбе дуги одновременно с ионизацией происходит
рекомбинация (деионизация), т. е. переход электрических заряженных частиц в
электрически нейтральное состояние: А+ + е = А0. Этот
процесс сопровождается выделением энергии в виде излучения. Выделившаяся
энергия увеличивает температуру газа в столбе дуги. Тепловые колебания нейтральных
и возбужденных частиц увеличиваются. При их столкновении возможна ионизация,
называемая термической. Для ионизации термическим путем необходимо, чтобы кинетическая
энергия частиц Ек превысила работу ионизации φu. Кинетическая энергия частиц определяется уравнением:
Ек = 3/2 кТ; (2.7)
где к
– постоянная Больцмана; Т – абсолютная температура.
Расчеты показывают, что 100% ионизация азота возможна
при температуре 113·103 К. В объеме газа возможна лишь частичная
ионизация, оцениваемая степенью ионизации Х. Индийский ученый М. Саха в 1921 г.
вывел уравнение для определения степени термической ионизации:
c = 1,55 · 10-2 а · р-0,5 · Т1,25
ехр (-5800 Uu/Т), (2.8)
где а – квантовый коэффициент, имеющий значение
от единицы до двух; Т – абсолютная температура; р – давление газа (мм рт. ст.);
Uu – потенциал ионизации.
В межэлектродном пространстве ионизационное равновесие
между ионизацией и деионизацией устанавливается за время порядка 10-7с.
Расчеты дают следующие значения степени ионизации некоторых элементов при
давлении газа 1 атм и температуре 6000 К:
|
Элемент |
K
|
Ca |
Al |
Ti |
Mn |
Fe |
O |
N |
|
Степень ионизации, c |
0,4 |
0,15 |
0,1 |
0,05 |
0,04 |
0,02 |
<<0,01 |
<<0,01 |
Так как в столбе дуги газовая фаза представляет смесь
газов и паров различных элементов, то Фроловым В. В. предложено понятие эффективного
потенциала ионизации газовой смеси, определяемое уравнением:
Uэф =
(–Т/5800) · ln ![]() , (2.9)
, (2.9)
где γi = ni/n = pi/p – концентрация компонента в смеси, выраженная через
количество атомов или парциальное давление;
Т – абсолютная температура, К;
Ui – потенциал ионизации i-го компонента.
Низкие значения температуры кипения и потенциала
ионизации щелочных и щелочно-земельных элементов позволяют резко снизить
эффективный потенциал ионизации даже при небольшом содержании этих элементов в
сварочных материалах (рис. 15). Температура столба дуги составляет при ручной дуговой
сварке и сварке под флюсом Т = 1100 Uэф, а при сварке вольфрамовым электродом Т = 1000 Uэф.
Температура столба дуги составляет (5¸10)103 К. Газ находится в плазменном состоянии.
Так как c<<1 (в дуге c £ 0,01¸0,02), то это низкотемпературная плазма. В столбе дуги
основными носителями тока являются электроны. Роль ионов в основном сводится к
тому, чтобы, притягивая электроны, препятствовать их утечки из столба дуги.
Пространственный заряд равен нулю. На поддержание
электропроводности столба дуги, компенсацию его охлаждения расходуется часть
напряжения дуги – Uст:
Uст = Lст × Ест,
где Lст – длина столба дуги, за которую можно принять общую
длину дуги,
Ест – градиент падения напряжения на
единицу длины столба дуги. Ест = (1¸5) В/мм.
Анодная область
Протяженность анодной области равна свободному пробегу
электрона. Поэтому актов ионизации соударением здесь не будет. Ток проводится только
электронами. У поверхности анода создается некомпенсированный объемный
отрицательный заряд. Его величина Uа составляет от 2 до 5 В. Достигая поверхности анода,
электроны отдают свою кинетическую энергию и энергию, затраченную на эмиссию. С
анода действует анодный плазменный поток.
Распределение энергии по активным пятнам дуги
Энергетический баланс на катоде можно выразить
уравнением:
Wк + Wн = Wпл + Wэм; (2.10)
где Wк – кинетическая энергия положительных ионов; Wн –
энергия их нейтрализации; Wпл – энергия, расходуемая на нагрев и плавление катода; Wэм –
энергия, затрачиваемая на эмиссию.
Кинетическая энергия электрона определяется
произведением доли ионного тока на пройденную разность потенциалов, т. е. на
катодное падение напряжения:
Wк = (1-f)×I×Uk. (2.11)
Для нейтрализации иона необходим электрон, поэтому
энергия нейтрализации равна произведению доли ионного тока на потенциал
нейтрализации, равный разности потенциалов ионизации и выхода:
Wн = (1-f)×I×(Uu-Uв). (2.12)
Энергия, потраченная на эмиссию, определяется
произведением электронного тока на потенциал выхода:
Wэм = f×I×Uв, (2.13)
тогда:
Wпл = I[(1-f)×(Uк+Uu-Uв) - f×Uв]. (2.14)
Энергия, расходуемая на нагрев и плавление анода,
определяется энергией, выделяемой на аноде электронами:
Wпл = I× (Uа+Uв) (2.15)
Различия в физических процессах, происходящих в
различных участках дуги, приводят к неравномерному распределению тепла в
различных ее областях. На распределение тепла оказывает влияние и
результирующее действие струй с катода и анода.
При одинаковой силе тока при сварке на прямой
полярности температура электродных капель ниже, чем на обратной на 300-6000.
Теплосодержание капель при сварке на прямой полярности составляет (75¸90)% теплосодержания капель при сварке на обратной
полярности. Это объясняется тем, что при обратной поверхности анодное пятно
стабильно находится в торце жидкой капли и тепло дуги передается электроду в
основном через каплю жидкого металла. Отвод тепла в проволоку ограничивается
поверхностью контакта капли с проволокой, капля нагревается до температуры
кипения. На прямой полярности катодное пятно на электроде беспорядочно
перемещается с капли на боковую поверхность проволоки, находясь большую часть
времени на последней. Такому поведению пятна способствуют окислы и следы
волочильной смазки на проволоке. Тепловой поток из дуги в электрод как бы
раздваивается. Часть тепла передается проволоке через каплю, остальная часть –
непосредственно через боковую поверхность проволоки. Перегрев капли уменьшается,
плавление проволоки увеличивается. На прямой полярности температура капель не
достигает температуры кипения, а скорость плавления электрода – в 1.4 раза
выше, чем при сварке на обратной полярности.
Только при силе тока 90-100 А (плотность тока i = 30 А/мм2) и при больших силах тока
(плотность тока i = 130-200 А/мм2) при
сварке в азоте и аргоне температура капель на прямой и обратной полярности
выравнивается, приближаясь при больших значениях плотности тока к температуре
кипения металла электрода.
ДАЛЕЕ: 2.2.3. Статическая вольтамперная характеристика дуги