Раздел II. ИСТОЧНИКИ НАГРЕВА ПРИ СВАРКЕ
НАЗАД: 2.1. Требования
к источникам тепла для сварки
2.2.1. Общая характеристика дугового разряда
Явления прохождения
электрического тока через газы получили название электрических (газовых)
разрядов. Существуют различные формы электрического разряда, отличающиеся друг
от друга величиной разрядного тока, напряжением, температурой и давлением газа
(рис. 12). Заряды могут быть устойчивые и неустойчивые (например, искровые).
Строгой количественной границы между разрядами нет, один вид разряда может
переходить в другой. Основные виды разрядов: темный, тлеющий, дуговой,
искровой, коронный. Дуговой разряд – это высшая форма разряда, которая
отличается от других форм разряда своими физическими свойствами. Так, тлеющий
разряд имеет следующие параметры:
·
давление –
несколько тор (мм рт. ст.);
·
плотность тока на
катоде – (10-3-10-2) А/мм2;
·
напряжение –
(200-300) В;
·
катодное падение
напряжения ~ 100 В.
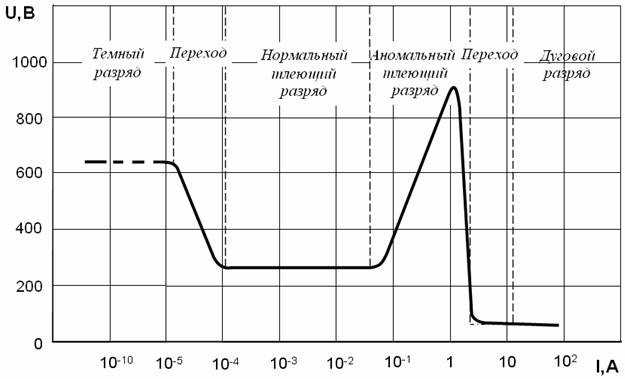
Рис.
12. Статическая вольт-амперная характеристика разряда низкого давления
Физические свойства
дугового разряда:
·
давление до 1
атм. и выше;
·
плотность тока на
катоде – до 108 А/мм2;
·
малая длина дуги
– до 20-30 мм;
·
низкое напряжение
дуги – (12¸50) В;
·
высокая
температура столба дуги – (от 5 до 30)103 К;
·
ослепительная
яркость (ввиду рекомбинации заряженных частиц с выделением световой энергии);
·
высокая
концентрация заряженных частиц в катодной области разряда.
Название «дуга» он получил
за форму ярко светящегося шнура (столба) разряда, который в первых опытах со
слаботочными разрядами изгибался вверх серповидной дужкой под действием
восходящих конвективных потоков нагретого разрядом воздуха. Хотя в большинстве
случаев, например между вертикальными электродами в ограниченном замкнутом
пространстве, аналогичный разряд не имеет дугообразной формы, первоначальное
его название сохранилось.
Дуговые разряды
широко используются в технике. Они являются источниками света для прожекторов и
кинопроекционной аппаратуры, в специальных лампах сверхвысокого давления CBD (до 100 ат). Дуга используется в газотронах,
тиратронах, ртутных выпрямителях для выпрямления тока и управления его силой и
т.д. Весьма широкое применение электрическая дуга получила в металлургии и
сварочной технике для нагрева и плавления металлов.
Термин «дуга»
применяется только к устойчивым или квазиустойчивым видам разрядов. Дугой
принято считать конечную форму разряда, развившегося при любых обстоятельствах,
если через газ проходит достаточно большой ток. Такой разряд можно получить
различными путями: из какого-либо устойчивого маломощного разряда; из неустойчивого
искрового разряда или раздвигая два токонесущих, предварительно соприкасающихся
электрода.
Приоритет в открытии
дугового разряда принадлежит академику Василию Владимировичу Петрову – 1802 г.
Он сказал о возможности использования дугового разряда для плавления металлов.
Дугой назвал это явление англичанин Гэмфи Дэви, который независимо от Петрова
В. В. исследовал это явление в 1808-1810 г.
История развития техники во
второй половине XIX века примечательна разработкой
путей практического использования электричества, в т. ч. для целей нагрева и
плавления металла. В мае 1981 года весь мир по решению ЮНЕСКО отмечал важнейшую
памятную дату - 100-летие со дня создания промышленного способа электрической
дуговой сварки металлов русским изобретателем Николаем Николаевичем Бенардосом.
ГОСТ 19521 насчитывает 35
технологических разновидностей дугового разряда. В качестве технологических признаков дуги
стандартом определены: вид электрода, характер воздействия на основной металл,
род применяемого тока, наличие внешнего воздействия на формирование шва,
количества электродов с общим токоподводом сварочного тока, наличие и
направление колебаний электрода относительно оси шва, количество дуг с раздельным
питанием током и др. Остановимся на наиболее существенных из них.
Сварка может осуществляться как плавящимся, так и
неплавящимся электродом. В качестве неплавящегося электрода чаще всего
используют графит или металлы с высокой температурой плавления – молибден,
тантал, вольфрам и др. Питание дуги может быть переменным или постоянным током,
а также комбинированным способом. При переменном токе частота может быть не
только 50 Гц, но и повышенная. Сварка может быть дугой прямого и косвенного
действия (рис. 13). При сварке дугой прямого действия свариваемые детали
включены в сварочную цепь, их нагрев осуществляется за счет энергии заряженных
частиц, достигающих активного пятна. При сварке дугой косвенного действия
свариваемые детали не включены в сварочную цепь, их нагрев осуществляется за
счет теплопередачи (в основном лучистой) от столба дуги.
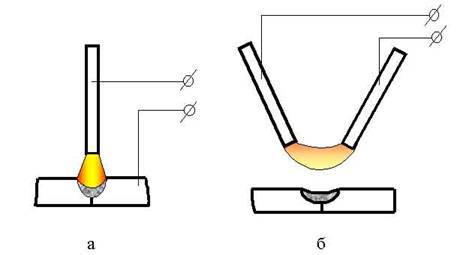
Рис. 13. Схема прямого (а) и
косвенного (б) действия дуги
Степень ионизации
газа в дуге находится в пределах до нескольких процентов. Это считается высокой
степенью ионизации, т. к. при степени ионизации более 0,01% газ находится в
плазменном состоянии при температуре более 3000 К. Это низкотемпературная
плазма.
При ручной дуговой сварке плотность тока составляет
(10-15) А/мм2, при сварке плавящимся электродом в защитных газах до
400 А/мм2. Эти величины значительно меньше названной выше величины
плотности тока на катоде до 108 А/мм2, т. к. на практике
плотность тока определяют его отношением к поперечной площади электрода, а при
изучении физических свойств разряда – отношением величины тока к площади
катодных ячеек торца электрода. Площадь этих ячеек значительно меньше площади
электрода и определяется по результатам скоростной киносъемки процесса.
В физике принято называть электродом любой предмет, к
которому подсоединен проводник от источника тока. В сварке принято называть
электродом – проволочный электрод, а плоский электрод – изделием. При сварке на
постоянном токе различают прямую и обратную полярность. При прямой полярности
катодом является электрод, при обратной полярности – изделие. Сварку на прямой
полярности используют в меньшей степени, например, при сварке неплавящимся
электродом в инертных газах сталей. Чаще всего сварку на постоянном токе выполняют на обратной полярности.
Состав газовой фазы может быть различным – воздух,
защитные газы, пары металлов и компонентов флюса или электродного покрытия.
Давление газа – от вакуума (не ниже 50 тор) до нескольких атмосфер.
Электрические разряды бывают самостоятельные и
несамостоятельные. При самостоятельных разрядах необходимые для существования
разряда заряженные частицы образуются за счет процессов, происходящих в самом
разряде. Дуга является самостоятельным разрядом. Электрические частицы -
электроны и ионы образуются за счет процессов эмиссии и ионизации. На
образование других видов частиц энергии дуги недостаточно.
ДАЛЕЕ: 2.2.2. Физические процессы в различных зонах электрической дуги