Лабораторная работа № 3.
3.1. Тема: Определение основных технологических параметров процесса вытяжки полых цилиндрических изделий.
3.2. Цель работы: Ознакомиться с технологическим процессом вытяжки полого цилиндрического изделия.
3.3. Задачи, решаемые в работе:
- рассчитать основные технологические параметры для вытяжки изделия, показанного на рис. 1.
- предложить схемы штампов для вытяжки полого изделия (см. рис. 1)
- экспериментально проверить результаты расчета технологических параметров вытяжки.
3.4. Материальное обеспечение
- кривошипный пресс;
- экспериментальная технологическая оснастка, штамп;
- заготовка (расчетных размеров);
- мерительный инструмент: линейка, штангенциркуль.
3.5. Порядок выполнения работы.
3.5.1. По заданному эскизу изделия (см. рис. 1.) рассчитать диаметр заготовки, используя условие постоянства поверхности
Fд=Fз
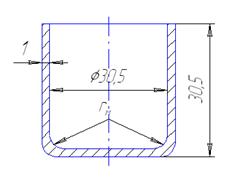
Рис. 1. Эскиз детали.
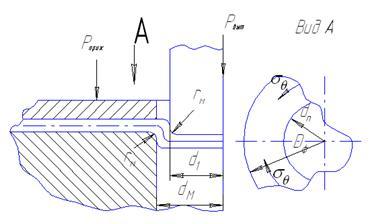
Рис. 2. Схема вытяжки детали из плоской заготовки с прижимом.
3.5.2. Определить количество переходов для получения изделия, используя предельные значения коэффициентов вытяжки [1] табл. 45, 46; [2]
mn=dn/dn-1
(1)
dn - диаметр выполняемого перехода, мм
dn-1 - диаметр предыдущего перехода, мм.
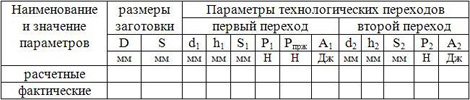
3.5.3. По каждому переходу вытяжки рассчитать: диаметр, высоту, толщину стенки, усилие деформирования, усилие прижима (если необходимо), степень деформации, работу деформации.
Высоту рассчитывают из условия постоянства поверхности.
Формула расчета толщины
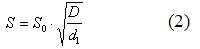
где S- толщина на кромке вытянутого стакана, мм
S0 - исходная толщина заготовки, мм.
Усилие деформирования рассчитать по формуле

где d1 - диаметр детали, вытягиваемой после данной операции (по средней линии), мм;
sв - предел прочности вытягиваемого материала, МПа;
kвт - коэффициент, зависящий от коэффициента вытяжки

Условия выполнения вытяжки с прижимом
первая:
D3-d1>22
S (4)
последующие:
100 S /dn-1
<
1,25 (5)
Усилие прижима определить по формуле
Рпрж = qпрж Fпрж
(6)
где
qпрж - удельное усилие прижима, Н/мм2;
Fпрж - площадь части заготовки, зажатой между матрицей и прижимным кольцом, мм2.
Для стали
0,8 кп, ст10 при S£0,5
мм q=2,5 Н/мм2 при S
>0,5
q=2,0 ...2,5 Н/мм2.
Работа деформации (Дж)
Авт=(0,6...0,8) Рвт Нвт
(7)
где
Нвт - глубина вытяжки или рабочий ход пуансона, на протяжении которого действует
Рвт.
Степень деформации может быть определена следующим показателем
Е=1-m или E=ln(D/d); m=d/D=1/k
(8)
Эти показатели находятся в однозначной зависимости между собой и дают правильную характеристику общей степени деформации лишь при непременном условии - полной перетяжке фланца в боковую цилиндрическую поверхность детали.
Их численные значения в зависимости от отношения D/d приведены в таблице 1.
Таблица 1
Предельная степень деформации за первую операцию.

Таблица 2
Наименьшие значения коэффициента вытяжки без утонения материала

Результаты расчетов занести в таблицу 3.
Таблица 3
Результаты расчетов
3.6. Провести эксперимент по получению данного изделия. Для этого:
- установить штамп на пресс К 117 и произвести работы, связанные с наладкой штампа;
- уложить заготовку (пинцетом) на зеркало матрицы штампа и произвести штамповку 1 перехода изделия;
- произвести все необходимые замеры полученного полуфабриката и данные занести в таблицу 3. В том же порядке произвести расчеты второго перехода штамповки и данные занести в таблицу 3.
- установить инструмент второго перехода на пресс УИП-50 и произвести вытяжку второго перехода, при этом фиксируя усилие вытяжки;
- с полученного изделия снять необходимые замеры и занести в таблицу 3.
Контрольные вопросы.
1. Исходя из каких критериев выбираются значения предельных коэффициентов вытяжки.
2. Как определить количество переходов, необходимое для получения изделия.
3. Как обосновать необходимость прижима на первом и последующих переходах.
4. Что следует сделать, если имея прижим, вытяжка все же идет с образованием складок (гофр).
5. Чем отличается пресс простого действия от пресса двойного действия.
6. Укажите опасное сечение на вытянутой детали, в какой момент оно получается.
7. Приведите схему штампа для вытяжки детали на штучной заготовке на прессе простого действия и на прессе двойного действия.
8. Какой зазор между пуансоном и матрицей следует принять при вытяжке детали из заготовки толщиной 1,0 мм.
9. Определите необходимый минимальный ход пресса простого действия при вытяжке детали высотой 35 мм из штучной заготовки.



