Лабораторная работа № 1.
1.1 Тема: исследование процесса вырубки, пробивки листового материала в штампах.
1.2. Цель работы: исследовать влияние относительной толщины материала, его механических свойств, скорости резания на сопротивляемость срезу, усилие вырубки и качество получаемого реза.
1.3. Задачи, решаемые в работе:
1. ознакомиться с процессом вырубки, пробивки листового металла в штампах;
2. установить влияние относительной толщины вырубки, скорости процесса резания и механических свойств металла на величину сопротивления срезу, усилие вырубки и качество поверхности среза.
1.4. Материальное обеспечение:
- экспериментальный штамп для вырубки;
- мерительный инструмент;
- оборудование - пресс К 117, УИП - 50;
- заготовки.
1.5. Порядок выполнения работы.
1.5.1. По заданному чертежу детали дать эскиз штампа с жестким съемником с указанием основных элементов штампа.
1.5.2. Рассчитать исполнительные размеры инструмента с учетом заданной точности вырубаемой детали;
1.5.3. Рассчитать сопротивление срезу и усилие вырубки в зависимости от S/d- относительной толщины заготовки и скорости резания v;
1.5.4. Установить штамп на пресс и произвести работы, связанные с наладкой штампа.
1.5.5. Уложить пинцетом заготовку - карту и произвести вырубку детали с разной скоростью деформирования, фиксируя при этом усилие резания;
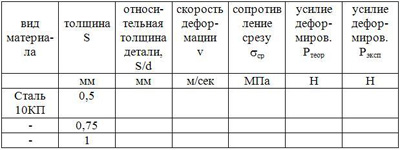
1.5.6. Повторить эксперимент с заготовкой другой относительной толщины. Данные эксперимента и аналитических расчетов занести в таблицу 1;
1.5.7. Построить графики зависимостей sср f(S/d), Рвыр f(S/d, v) в соответствии с задачами работы и сделать выводы.
Для расчета исполнительных размеров инструмента можно воспользоваться предлагаемыми формулами и справочными данными [1], [2].
а) для вырубки
где Lн - номинальный размер штампуемого элемента
Пи- припуск на износ матрицы и пуансона
dм,
dп- предельное отклонение размера матрицы или пуансона
z - зазор между пуансоном и матрицей.
б) для пробивки
Если размеры штампуемого элемента заданы в виде
для вырубки или
для пробивки, то воспользуйтесь преобразованиями, имеющимися в лекционном материале или справочной литературе [1], [2].
Для определения величины сопротивления срезу можно воспользоваться выражением [1]
где
hп- величина пластической зоны среза.
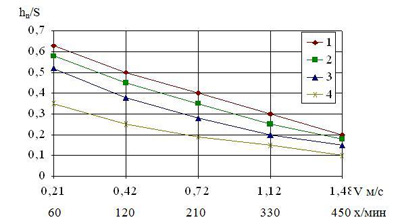
1 - сталь 08КП (sв=30 кг/мм2) ; 2 - сталь 20 (sв=40 кг/мм2);
3 - сталь 30 (sв=50 кг/мм2) ; 4 - сталь 50 (sв=60 кг/мм2).
Рис. 1. Зависимость
hн/S от числа ходов (скорости деформации)
hн/S =0,67-0,04S-0,0012n (для стали 20)
hн/S =0,76-0,035S-0,0014n (для стали 08 КП)
Усилие Р(н) разделительных операций в штампах с параллельными режущими кромками пуансона и матрицы вычисляют по формуле
P=L S
sср
где L - периметр контура вырубки, мм
S - толщина штампуемого материала,мм
sср - сопротивление срезу, МПа.
Таблица 1.
Контрольные вопросы.
1. Что понимают под оптимальным зазором.
2. Какие основные технологические параметры определяют качественный рез при вырубке, пробивке в штампах.
3. Какие основные технологические параметры влияют на усилие вырубки.
4. Укажите способы уменьшения усилия вырубки.
5. Что понимают под условным и экспериментальным сопротивлением срезу.
6. Как изменяется величина наклепанной зоны с увеличением числа ходов пресса.
7. Назовите стадии процесса резания штампами и кратко охарактеризуйте их.
8. Назовите параметры, от которых зависит расчет исполнительных (рабочих) размеров инструмента.



