|
Лабораторная работа № 4
ИССЛЕДОВАНИЕ ВЛИЯНИЯ СТЕПЕНИ ДЕФОРМАЦИИ
И СПОСОБА ВЫДАВЛИВАНИЯ НА ДАВЛЕНИЕ
ДЕФОРМИРОВАНИЯ И ХАРАКТЕР ТЕЧЕНИЯ МЕТАЛЛА
Общие сведения
Выдавливанием называют операцию объемной штамповки, при которой металл
заготовки вытесняется в глухую или сквозную полость штампа (рисунок).
Различают прямое, обратное, комбинированное, боковое и радиальное
выдавливание [1...3]. Прямое выдавливание сходно с прессованием, но в
отличие от него ведется с меньшими коэффициентами вытяжки и без
отделения пресс-остатка, т.к. он в этом случае является частью
получаемой поковки. Выдавливание осуществляют как в горячем, так и в
холодном режиме. Холодное выдавливание значительно сокращает время
обработки, снижает процент брака и дает возможность получать изделия
точные по размерам и с высокой чистотой поверхности. Основной
недостаток холодного выдавливания - малая стойкость пуансонов из-за
высоких давлений деформирования. Для их уменьшения и повышения
стойкости пуансонов используют выдавливание с кручением, со
свободно-подвижной матрицей или с активным действием сил трения
(матрицей, принудительно перемещаемой в сторону истечения металла).
Степень деформации при обратном выдавливании определяется по формуле
где dn и Dм соответственно диаметры пуансона и матрицы.
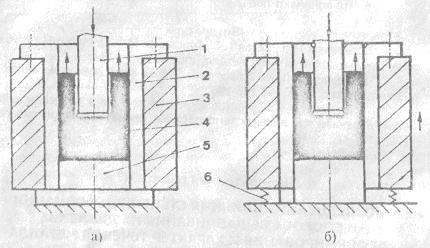
Схема обратного
выдавливания стакана из неподвижной (а) и свободно-подвижной (б)
матрицы: 1 – пуансон; 2 – полувтулка матрицы; 3 –
корпус матрицы; 4 – заготовка; 5 – противопуансон; 6
– упругая опора
Давление на пуансоне рассчитывается по формуле:
p=P/F
где Р – полная сила выдавливания; F – торцовая площадь пуансона.
Цель работы
Ознакомление со способами обратного выдавливания, характером течения
металла при выдавливании, изучение зависимости давления выдавливания от
степени деформации и способа закрепления матрицы.
Задачи, решаемые в работе
- ознакомление с оснасткой для обратного выдавливания стакана;
- установление зависимости силы выдавливания от степени деформации и способа выдавливания;
- изучение влияния способа закрепления матрицы на характер течения металла и давление выдавливания.
Оборудование, материалы, инструмент
- испытательный пресс ИП-500 номинальной силой 500 кН;
- оснастка для обратного выдавливания с разъемной втулкой матрицы, набор пуансонов;
- цилиндрические сплошные и разъемные в диаметральной плоскости с
нанесенной координатной сеткой образцы из свинца, спирт, мел, вата;
- штангенциркуль, отвертка, молоток, набор ключей.
Порядок выполнения работы
Ознакомиться с работой испытательного пресса ИП-500 и оснасткой для
выдавливания.
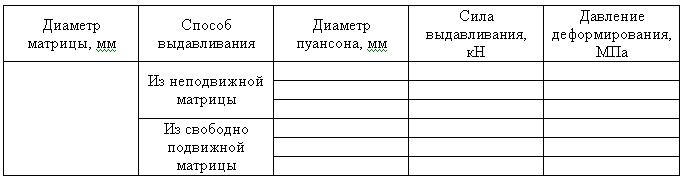
Измерить размеры
заготовок, диаметры пуансонов и матрицы, результаты измерений занести в
таблицу. Подготовить разъемные образцы к эксперименту, заполнив канавки
координатной сетки меловой суспензией.
Установить оснастку на
плиту пресса, поочередно осуществить выдавливание стакана из сплошных
заготовок тремя пуансонами различных диаметров ходом на 15 мм при
минимальной скорости перемещения плунжера пресса вначале по схеме
«а», затем - по схеме «б» (см. рис.),
зафиксировав максимальные силы выдавливания. Величины этих сил внести в
таблицу. По полученным данным рассчитать давление деформирования.
Поочередно при
наибольшей степени деформации продеформировать разъемные образцы двумя
способами, зарисовать полученные картины течения металла.
По результатам
исследования построить графики зависимости давления деформирования от
степени деформации и способа выдавливания.
Содержание отчета
Привести название и цель работы, описать оборудование, вычертить схемы
выдавливания стакана из неподвижной и свободно подвижной матрицы,
заполнить таблицу результатов исследований. Привести полученные картины
течения металла.
Построить графики
зависимости давления на пуансоне от степени деформации и способа
выдавливания.
Сделать выводы по работе:
- о влиянии степени деформации на давление деформирования;
- о зависимости давления на пуансоне от способа выдавливания;
- о влиянии способа выдавливания на характер течения металла.
Контрольные вопросы
1. Чем отличается выдавливание от прессования?
2. Назовите достоинства и недостатки выдавливания.
3. Как определяется степень реформации
при выдавливании стакана и как она
изменяется с уменьшением зазора между пуансоном и матрицей?
4. Как влияет степень деформации на давление деформирования?
5. Чем определяется стойкость пуансонов при выдавливании?
6. Какими способами можно увеличить стойкость пуансонов?
Литература
1. Овчинников А.Г. Основы теории штамповки выдавливанием на прессах -
М.: Машиностроение, 1983. - 200 с.
2. Романовский В.П.
Справочник по холодной штамповке. 6-е изд., перераб. и доп. - Л.:
Машиностроение. Ленингр. отд., 1979. - С. 234 - 240.
3. Филимонов Ю.Ф.,
Позняк Л.А. Штамповка выдавливанием. - М.: Машиностроение, 1964. - С.
188.
|