|
Расчет процесса волочения
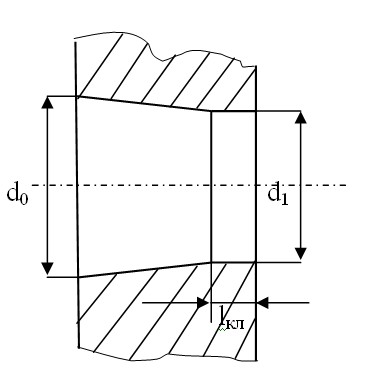
d0- начальный
диаметр проволоки, мм
d1- конечный
диаметр проволоки, мм
a
- угол
конуса матрицы, град
lкл
-длина калибрующего пояска матрицы ,мм
Величина единичного
обжатия 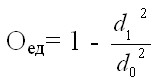
Минимальное
единичное обжатие 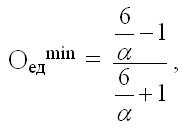 ,
при a < 6 ,
при a < 6
Классификация
обжатий :
единичных
суммарных
6 - 9% -весьма
малые
О сум
-
20-40% - малые
10
–15% -
малые
-
41-65% -
средние
16
–24% -средние
-
66-85% -
большие
25-35%
-
повышенные
- 85-95%
сверх большие
36-40% - большие
41-45% - весьма
большие
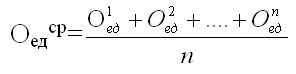
Суммарное
обжатие Осум
= 1- (1-Оедср)n
, где
n
-
число протяжек, Оедср - среднее единичное обжатие,
Возможные
маршруты волочения представлены на рис.1
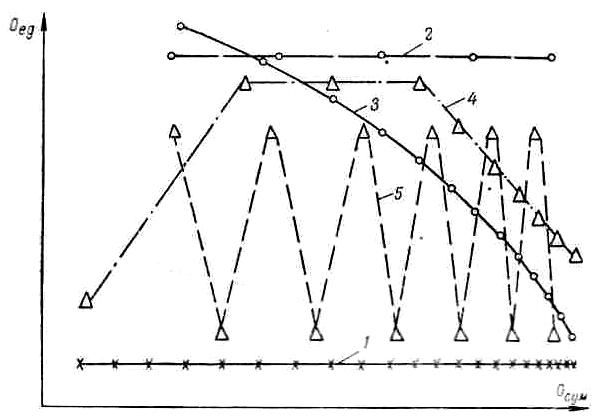
Рис .1. Возможные маршруты
волочения
При
выборе маршрута волочения необходимо учитывать следующие стороны ( для
высокопрочной и вязкой стальной средне-
и высокоуглеродистой проволоки) :
1) суммарное усилие волочение при
одном и том же
суммарном обжатии тем выше, чем меньше единичные обжатия, т.е. чем
больше число
ступеней деформации;
2)
применение ряда последовательных весьма малых единичных обжатий
(маршрут 1)
неблагоприятно отражается на равномерности течения металла и
однородности
деформации по его сечению;
3)
применение ряда последовательных больших единичных обжатий (маршрут 2)
заметно
снижает вязкость и допустимое суммарное обжатие металла;
4)
при чередовании сначала больших и затем малых постепенно уменьшающихся
единичных обжатий (маршрут 3) обеспечивается удовлетворительное
качество изделий,
протянутых с большим суммарным обжатием;
5)
наименее целесообразен маршрут 5, а наиболее эффективен маршрут 4.
Относительное
обжатие 
Относительное
удлинение 
Коэффициент
вытяжки 
где
l0,F0
- начальная длина, площадь поперечного сечения исходной проволоки, мм
l1,F1
- конечная длина, площадь поперечного сечения
деформированной проволоки, мм
Удельное
давление волочения  , ,
Условие
волочения проволоки без обрыва 
где
σв -
предел прочности материала волоченной проволоки, см.
рис.
2,3,4. 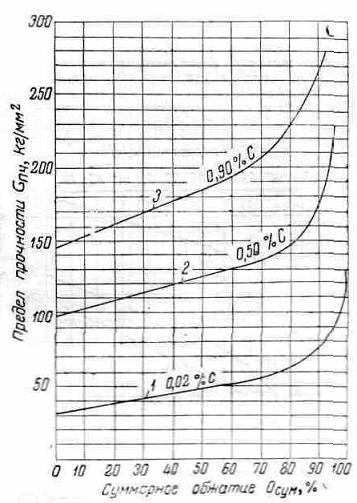
Рис.2 Изменение предела
прочности проволоки в сплавах с ферритной структурой в зависимости от
химического состава стали и суммарного обжатия:
1- технически чистое железо,
2-патентированная канатная поволока,
3- высокоуглеродистая сталь.
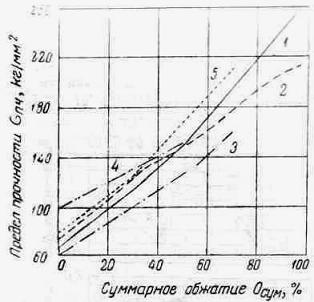 Рис.
3 Изменение предела прочности проволоки с
аустенитной структурой для разных марок сталей. Рис.
3 Изменение предела прочности проволоки с
аустенитной структурой для разных марок сталей.
1- 1Х18Н9, 2-
2Х18Н9, 3-Х18Н9Т, 4- 12ОГ13, 5 -
МСМ
Усилие
волочения по формуле А.П. Гавриленко [ 5 ] :

где
f - коэффициент трения, f = 0.02
÷ 0.16
sвср -
средний предел прочности 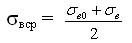
σв0,
σв- предел
прочности до и после волочения, см.
рис. 2.3,4.
Рис.4. График прироста предела прочности.
d0
–
начальный диаметр проволоки,
Оедсум–
среднее единичное
обжатие, %
Для
определения предела прочности можно
использовать формулу
М.Н.
Петрова :  , ,
При
суммарных обжатиях Осум> 50%
пользуются формулой :
 , ,
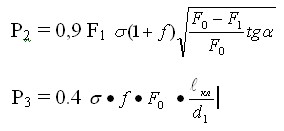
Формула
Губкина С.И. для определения усилия волочения с учетом длины
калибрующей части
волоки [ 3 ]:
Р
=
Р1+
Р2
+ Р3
где 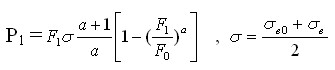
где α = 1/Cosα
+ f/ Sinα-1
Порядок расчета технологического процесса
волочения:
1. Выбрать вариант маршрута процесса
волочения.
2. Определиться с величинами единичных
обжатий и
ориентиро-вочным числом вытяжек.
3. Определять размеры проволоки после
волочения.
4. Определить усилие волочения с учетом
упрочнения
материала.
5. Проверить возможность обрыва.
6. Расчет проводить до получения требуемого
диаметра проволоки. Учитывать возможность межоперационного
отжига.
Литература.
1.
Юхвец И.А. Волочильное производство. Металлургиздат, 1954, с. 272
|
|



