2. ИЗГОТОВЛЕНИЕ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ
Песчаные формы чаще всего для каждой отливки изготавливаются заново и называются разовыми. В многократных (полупостоянных) формах для каждой отливки возобновляется только облицовочный слой, а остальная часть служит 100-160 раз. Разовые формы пригодны для отливок любой массы, размеров и сложности и наиболее широко применяются в массовом, серийном и единичном производстве.
Приготовленная и разрыхленная пластичная формовочная смесь, смоченная той или иной жидкостью (чаще всего вязкой), имеет невысокую текучесть. Формы из нее приготавливаются теми или иными механическими способами уплотнения, которые решают одновременно два вопроса:
- смесь, увеличивая текучесть, лучше воспроизводит контуры модели;
- смесь получает необходимую технологическую прочность, чтобы противостоять тепловым и механическим нагрузкам, которым она подвергается при заливке, затвердевании и охлаждении отливки.
Это уплотнение смеси может выполняться вручную или на машинах трамбованием, прессованием, встряхиванием пескометным, пескодувным, пескострельным и комбинированными способами.
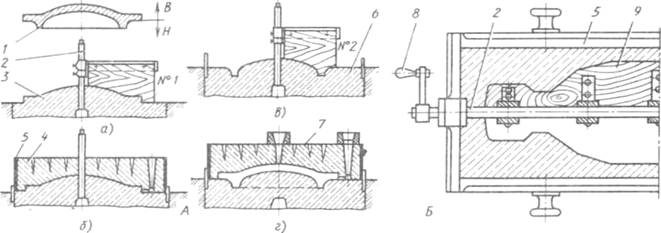
Рис. Ф-10. Схема формовки по вращающимся шаблонам с вертикальной (Л) и горизонтальной (В) осями вращения: / — конфигурация отливки; 2 — шпиндель; 3 — нижняя промежуточная полуформа — модель для верхней полуформы; 4— верхняя полуформа; 5 — опока; 6—нижняя полуформа
Остальное Вы можете скачать в архиве.
|



