Глава 4. ТЕХНОЛОГИЯ ХУДОЖЕСТВЕННОГО ЛИТЬЯ
4.1. Классификация отливок по способам изготовления
В современных экономических условиях изготовление худо-жественных отливок на крупных литейных предприятиях стало не-рентабельным, а, с другой стороны, потребность в оригинальных изделиях художественного назначения значительно увеличилось. Все это привело к созданию небольших литейных мастерских, использующих в производстве литейные технологии, рассчитанные не на массовое изготовления ширпотреба, а на создание уникальных высокохудожественных изделий. Остаются востребованными и традиционные виды литейных технологий, такие как литье в песчано-глинистые формы, позволяющие получать отливки с низкой себестоимостью, и литье в металлические формы (кокиль, литье под давлением, центробежное литье) для серийного изготовления отливок.
При выборе технологии изготовления художественных отли-вок необходимо учитывать следующие факторы: габарит и массу отливки, ее конфигурацию, вид сплава, требования к чистоте поверхности, материал модели и т.д. [23].
Наиболее распространенными технологиями литья отливок являются следующие:
Литье в песчано-глинистые формы. Возможно изготов-ления отливок из всех видов сплавов, любой массы и габаритов, не требующих высокой степени чистоты поверхности. Технология ис-пользуется для изготовления отливок типа оград, садовых решеток, садовой мебели, деталей фонтанов. При использовании природных мелкодисперсных формовочных смесей возможно получение небольших отливок с хорошей чистотой поверхности.
Литье по выплавляемым моделям. Получают отливки из всех видов сплавов, со сложной линией разъема, тонким рельефом, с внутренними полостями.
Технология используется для изготовления кабинетной скульптуры, деталей оформления часов, деталей светильников, от-ливок хозяйственного назначения.
Литье в металлические формы (кокиль, литье под давлением, центробежное литье).
В кокиле получают отливки в основном из цветных сплавов, относительно простой конфигурации, небольших габаритов.
Технология литья в кокиль используется для получения се-рии одинаковых отливок типа небольших бюстов, сувениров, фигур-ных крепежных и декоративных элементов. Технология позволяет получать детали, имеющие открытые полости методом «выплеска» незатвердевшего металла.
Литьем под давлением получают тонкостенные отливки небольших размеров из цветных сплавов.
Литье под давлением используется в случае необходимости получения большого количества одинаковых отливок типа медалей, сувениров, брелков, фирменных знаков.
Центробежным литьем получают отливки типа тел вращения, а также с использованием центробежной силы для принудительной заливки фасонных отливок, расположенных по периферии формы, вращающейся вокруг вертикальной оси.
Эта технология используется при литье мелких и миниатюр-ных отливок из цветных сплавов.
При применении форм из вулканизированной резины зали-вают сплавы с температурой плавления не выше 320оС.
Литье по газифицируемым моделям. Эти способом получают отливки из любых сплавов достаточно сложной конфигурации по неразъемной пенополистироловой модели.
Технология используется для изготовления сложных отливок, изготавливаемых автором в одном экземпляре.
Литье в формы, изготавливаемые вакуумно-пленочной формовкой. Получают отливки из всех видов сплавов, любой массы с одной плоскостью разъема. Технология ис-пользуется для изготовления барельефов, решеток, табличек.
Литье в гипсовые формы. Получают отливки из цветных сплавов небольших габаритов по моделям с одной плоскостью разъ-ема и неразъемным моделям (выплавляемым).
Различают литье в гипсовые формы легкоплавких сплавов и литье в гипсо-кристобалитовую массу цветных и благородных спла-вов. Эти технологии различаются режимом прокаливания форм.
Ювелирное литье. При ювелирном литье используют в основном две технологии: литье в гипсокристобалитовую массу и литье в керамические формы. Получают отливки небольшой массы, любой степени сложности из благородных металлов или их заменителей – мельхиора, нейзильбера.
4.2. Литье в песчано-глинистые формы
При литье в песчано-глинистые формы (ПГФ) различают ли-тье в сырые (разовые) и сухие (полупостоянные) формы. Наибольшее распространение получило литье в сырые формы.
Чтобы получить отливку необходимо иметь модель (копию изделия, выполненную с учетом технологических особенностей изго-тавливаемого изделия), оснастку и инструмент, формовочную и при необходимости стержневую смеси.
Формовочные смеси
Наилучшими формовочными смесями для изготовления форм являются мелкозернистые природные пески с однородной структу-рой.
Однако карьеров с таким песком мало, и чаще всего приме-няют синтетические смеси, в которых песок, глину и различные до-бавки смешивают, дозируя их в определенных пропорциях.
Составы синтетических формовочных смесей
Исходные материалы: формовочные пески, связующие и вспомогательные добавки Требования к формовочным материалам:
обеспечение оптимальных физико-механических и техноло-гических свойств,
недефицитность,
низкая стоимость,
экологическая чистота.
Формовочные пески
Формовочные пески - это несцементированые частицы гор-ных пород размером от 0,02 до 3 мм, обладающие требуемой огне-упорностью и термохимической устойчивостью. Пески подразделяются по минералогическому составу, по величине зерна, по наличию примесей.
По минералогическому составу пески бывают кварцевые, цирконовые, оливиновые, гранатовые, магнезитовые.
По величине зерен: мелкие, средние, крупные.
Наиболее часто в формовочных песках используются кварцевые пески.
Кварцевые пески (ГОСТ 2138-91)
Кварцевые пески подразделяются на три группы: кварцевые (К), тощие (Т), жирные (Ж).
Кварцевые и тощие пески подразделяются на группы в зави-симости от массовой доли глинистой составляющей (ГС), содержания основного материала SiO2, коэффициента однородности и среднего размера зерна.
Жирные пески делятся на группы в зависимости от предела прочности на сжатие во влажном состоянии и среднего размера зер-на.
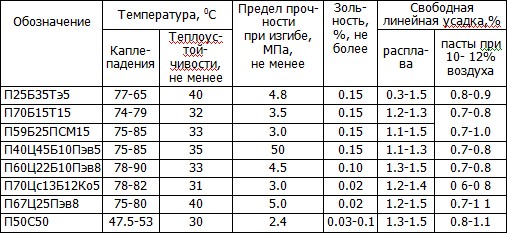
Кварцевые пески содержат до 2% ГС и подразделяются на пять групп (табл.1).
Таблица 1
Группы кварцевых песков
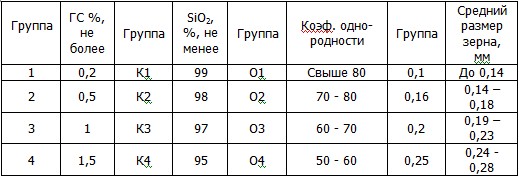
 Пример обозначения кварцевого песка:
Пример обозначения кварцевого песка:
2К1О302 – кварцевый песок, содержащий до 0,5% ГС, не менее 99% SiO2, с коэффициентом однородности 60-70% и со средним размером зерна 0,19 – 0,23 мм.
Тощие пески содержат от 2 до 12% ГС и подразделяются на три группы (табл.2).
Таблица 2
Группы тощих песков

Коэффициенты однородности и средние размеры зерна у трех групп тощих песков и у первых трех групп кварцевых песков аналогичны.
Пример обозначения тощих песков:
1Т2 0,16 – тощий песок, содержащий до 4% ГС, не менее 93% SiO2, с коэффициентом однородности свыше 80% и со средним размером зерна 0,14-0,18мм.
Жирные пески содержат 12-50% ГС и подразделяются на три группы.
Ж1 – предел прочности на сжатие во влажном состоянии свыше 0,08 МПа и средний размер зерна до 0,14 мм.
Ж2 – соответственно от 0,05 до 0,08МПа и средний размер зерна 0,14-0,18 мм.
Ж3 – соответственно до 0,05 МПа и средний размер зерна 0,19-0,23мм.
Пример обозначения жирных песков:
Ж2 О16 - жирный песок с пределом прочности на сжатие во влажном состоянии 0,05-0,08 МПа и средним размером зерна 0,14-0,18мм.
Для получения массивных и толстостенных отливок, как правило, применяются кварцевые пески.
Для получения тонкостенных отливок с развитым рельефом необходимо применять тощие и жирные пески.
Связующие материалы
В качестве связующих материалов в формовочных смесях чаще всего применяют глины, а также органические и неорганиче-ские материалы, такие как олифа, декстрин, КО, ССБ, жидкое стек-ло, патока, различные синтетические смолы.
Виды формовочных глин (ГОСТ 3226-93)
Формовочные глины – это горные породы размером зерен менее 0,022 мм.
Формовочную глину вводят в состав смеси в виде порошка, суспензии или пасты.
Бентонитовые (Б) – монтмориллонит [n(Ca,Mg)OxAl2O3(4-5)SiO2•nH2O] – мягкий минерал белого, розового, синеватого цветов, впитывает влагу не только поверхностью частиц, но и внутренними слоями, обуславливая высокую клейкость.
Каолиновая (К) касолиново-гидрослюдистая – каолинит Al2O3•2SiO2•2H2O. Каолинит имеет белый цвет, в сухом виде хорошо поглощает влагу, образуя пластичную тестообразную массу.
Полиминеральная (П) – любой глинистый минерал.
По прочности на сжатие во влажном состоянии глины делят-ся на следующие группы:
прочносвязующие – П,
среднесвязующие – С,
малосвязующие – М.
По пределу прочности на сжатие в сухом состоянии глины бывают:
прочносвязующие – 1,
среднесвязующие – 2,
малосвязующие – 3.
По содержанию вредных примесей:
с низким содержанием примесей – Т1,
со средним содержанием примесей – Т2,
с высоким содержанием примесей – Т3.
Чем больше примесей, тем меньше ее термоустойчивость.
Группы глин по пластичности:
высокопластичная – 30,
среднепластичная – 20,
умереннопластичная – 10,
малопластичная – не нормируется.
Число пластичности определяют как разность между влажностью, соответствующей нижней границе текучести, и влажностью, соответствующей пределу раскатывания.
Пример обозначения глин: ПМ3Т110, - полиминеральная гли-на, малопрочная в сухом и сыром состоянии, с высокой термоустой-чивостью и умеренной пластичностью.
Кроме формовочной глины в качестве связующих (при изго-товлении ПГФ и химически твердеющих форм) используются также органические и неорганические материалы. Классы А и Б включают органические материалы, В – неорганические. Органические связующие материалы бывают неводные (класс А) и водные (класс Б). Все неорганические связующие класса В относятся к водным материалам. По прочности связующие материалы делятся на три группы: I, II, III (табл.3).
Таблица 3
Группы связующих материалов

Требования к связующим
1. Равномерное распределение по поверхности песчинок.
2. Обеспечение оптимальной прочности.
3. Минимальная прилипаемость к оснастке.
4. Быстрое высыхание.
5. Минимальная газотворность.
6. Нетоксичность.
7. Недефицитность, минимальная стоимость.
Вспомогательные материалы
1. Противопригарные материалы – каменный уголь, мазут, полистирол, смолы.
Углерод, содержащийся в этих материалах, при сгорании вы-деляет пироуглерод (блестящий углерод), обволакивающий зерна, что приводит к несмачиваемости их металлом и предупреждает при-гар.
2. Противопригарные покрытия: графит, древесный уголь, тальк, лакировочные смолы.
Основное назначение – улучшение качества поверхности от-ливки за счет придания «гладкости» поверхности форм и стержней. Подразделяются на проникающие, покровно-проникающие и покровные (натирочные пасты). Для художественных отливок с мелким рельефом применяются только проникающие покрытия, так как в противном случае снижается четкость отпечатка. Водные покрытия требуют тепловой сушки, покрытия с органическими растворителями – самовысыхающие.
3. Припылы – мелкодисперсные порошки: древесный уголь, серебряный и черный графит, цемент, ликоподий. Улучшают поверхность отливки, предупреждают пригар.
Тонкостенные отливки припыливают древесным уголем, тол-стостенные – графитом.
4. Армирующие материалы: смола, опилки, конский волос, асбест.
Применяются при производстве крупных форм из смесей с повышенным содержанием глины для предотвращения образования трещин при сушке.
5. Демпфирующие материалы: древесные опилки, торф, во-локнистые материалы.
При сгорании во время сушки и заливки в форме образуются пустоты, увеличивающие газопроницаемость и податливость форм и стержней.
6. Разделительные покрытия: древесно-угольная пыль, графит, ликоподий, керосин, мелкий кварцевый песок. Наносится на поверхность модельно-опочной оснастки или на уплотнительную смесь для получения тонкого слоя, препятствующего прилипанию.
7. Клей – жидкое стекло – служит для склеивания частей литейных форм, изготовленных способом кусковой формовки.
8. Холодильники: чугунная или стальная дробь, чугунные, медные или стальные вставки с высокой теплопроводностью.
Применяются при изготовлении отливок, имеющих сопряже-ние тонких и толстых частей для выравнивая скорости их охлажде-ния и соответственно для предупреждения внутренних напряжений, усадки и трещин.
9. Прокладочная глина. Валики диаметром 5-10мм прокладывают по периметру нижней полуформы перед сборкой для предупреждения «ухода» металла из полости через зазор между полуформами при заливке горячим металлом с большим напором.
Приготовление формовочных смесей
Смеси обычно приготавливают в смешивающих бегунах – смесителях. Процесс приготовления заключается в следующем: включают бегуны, засыпают сухой формовочный песок, через неко-торое время подают необходимое количество связующих и противо-пригарных материалов. Если в качестве связующего используется сухая формовочная глина, то, перемешав ее с сухим песком в тече-ние 2-3 мин, добавляют постепенно воду и перемешивают еще в течение 4-5 мин.
Природные формовочные пески, как правило, не подвергают обработке в смесителях, а процесс приготовления ее к работе заключается в увлажнении еще горячей после выбивки и «запаривании» ее под мешковиной.
Свойства формовочных смесей
1. Прочность – свойство смеси противостоять разрушающим усилиям при извлечении модели, транспортировке и заливке форм.
Прочность смеси увеличивается с увеличением содержания глины при оптимальной влажности и степени уплотнения формы.
2. Пластичность – свойство смеси воспроизводить при ее уп-лотнении поверхность модели и сохранять этот отпечаток на всех этапах получения отливки. Чем меньше зерно песка, больше содер-жание глины и равномернее распределение всех составляющих, тем четче выполняется рисунок модели.
3. Газопроницаемость – способность смеси пропускать через себя газы. Специфика смесей для художественных отливок (мелко-зернистые пески, высокое содержание глины, достаточное уплотне-ние) обуславливает низкую газопроницаемость формы, поэтому та-кие формы должны быть оснащены вентиляцией.
4. Газотворность – способность смеси выделять при заливке газы. Газотворность отрицательно влияет на качество отливки. Здесь необходимо соблюдать точный баланс при увлажнении смеси и дозировке газотворных связующих.
5. Огнеупорность – это способность формы не оплавляться при воздействии теплоты заливаемого металла. Химическое взаимо-действие приводит к пригару зерен смеси к металлу отливки, что является неисправимым браком при изготовлении художественных отливок. Чем крупнее зерна, тем выше огнеупорность.
6. Податливость – свойство смеси деформироваться при усадке металла. Залитый в форму металл при кристаллизации и ох-лаждении уменьшается в объеме. Если отливка имеет внутреннюю полость или выступы, то эти части формы препятствуют усадке ме-талла, из-за чего в нем появляются внутренние напряжения, что приводит к деформированию отливки и появлению трещин. Податливость смеси можно увеличить добавками выгорающих материалов (опилки, торф).
7. Долговечность – способность смеси сохранять после мно-гократных заливок первоначальные свойства. Свои свойства смесь теряет от растрескивания зерен песка, шамотизировании глины при нагреве, выгорании противопригарных добавок. Долговечность смеси увеличивается при применении песков, прошедших термическую обработку, и регулярных добавок связующих.
8. Выбиваемость – способность смеси отделяться от отливки после ее охлаждения в процессе выбивки. Для увеличения выбиваемости следует применять сгораемые органические связующие.
Экспресс-анализ формовочных смесей обычно проводится по трем технологическим испытаниям:
1. Влажность, которая в смесях для художественных от-ливок находится в пределах 4-6%.
2. Газопроницаемость – 60-100 ед.
3. Прочность на сжатие в сыром состоянии 0,3-0,6 кг/см2.
Песчано-глинистые формовочные смеси подразделяются следующим образом:
единые – предназначенные для заполнения всего объема опоки с моделью.
oблицовочные – образующие прилегающий к модели обли-цовочный слой формы.
наполнительные – служащие для заполнения оставшегося объема опоки после нанесения облицовочного слоя.
Иногда различают также освежительную смесь – кварцевый песок + повышенное содержание глины и угля для получения единой смеси с высокими технологическими показателями.
Выбор формовочной смеси зависит от требований, предъяв-ляемых художественным отливкам, их габарита и массы, вида зали-ваемого металла и т.д.
Для тонкостенных, ажурных отливок (шкатулки, вазы, тарелки) применяется единая смесь следующего состава: песок то-щий 10-12%, глина 12-20%, оборотная смесь 68-78%, влажность 3-4%, газопроницаемость 80-90 ед., сырая прочность 0,3-0,35 кг/см2 (30-35 кПа).
Для кабинетных отливок (настольные бюсты, статуэтки):
Облицовочная смесь: песок жирный 60-70%, глина 25-30%, оборотная смесь до 15%, влажность 9-10%, газопроницае-мость 20 ед., сырая прочность 0,85-0,9 кг/см2 (85-90 кПа).
Наполнительная смесь: смесь 90%, глина 10%, влажность 6-8%, газопроницаемость 25 ед., сырая прочность 0,55-0,6 кг/см2 (55-60 кПа).
Для статуарных отливок:
Облицовочная смесь: песок жирный 70%, глина 30%, влажность 5-6%, газопроницаемость сырая 20-25 ед., газопрони-цаемость сухая 60-70 ед.
Наполнительная смесь: песок жирный 12,5%, глина 2,5%, оборотная смесь 85%, влажность 6-7%, газопроницаемость сырая 25-30 ед., газопроницаемость сухая 65-80 ед., сырая прочность 0,65-0,7 кг/см2 (65-70 кПа).
Для архитектурных отливок (решетки, колонны, барельефы):
Облицовочная смесь: песок жирный 30%, глина 12-15%, оборотная смесь 55-58%, влажность 4-6%, газопроницаемость 30-50 ед., сырая прочность 0,2-0,25 кг/см2 (20-25 кПа).
Наполнительная смесь: песок жирный 15%, глина 10%, оборотная смесь 75%, влажность 4-5%, газопроницаемость 65-70 ед., сырая прочность 0,2-0,3 кг/см2 (20-30 кПа).
Оснастка и инструмент для формовки
Для изготовления отливки художественного назначения ме-тодом ручной формовки кроме формовочной смеси необходимо иметь специальную оснастку и инструмент.
Прежде всего, необходимо иметь модель – точную копию изготавливаемого изделия, опоки, подмодельные плиты, стержневые ящики, соответствующий инструмент.
Модели
Началом появления на свет отливки является, как правило, оригинал, выполненный скульптором.
Основными материалами для изготовления оригинала слу-жат: пластилин, воск, глина. Однако эти материалы недостаточно прочны и не могут служить моделями для формовки. Для сохранения оригинала чаще всего производят операцию снятия гипсовой формы с оригинала с последующим изготовлением копии из гипса или модельной массы. Если требуется изготовление единственной отливки, то можно использовать специально подготовленную гипсовую модель, если же требуется изготовление серии отливок, то модели выполняются из более прочных материалов.
Материалы для изготовления моделей
1. Деревянные модели изготавливаются для единичного и мелкосерийного производства отливок. Из многих пород дерева наиболее употребительны следующие: клен, бук, липа, ольха, береза, сосна, груша, яблоня.
Клен – плотное, твердое дерево, хорошо и чисто обрабаты-вается в поперечном и долевом направлениях волокон и мало де-формируется. Применяется для изготовления мелких моделей слож-ной конфигурации.
Бук – имеет высокую твердость, но подвержен значительному короблению. Из него изготавливают мелкие модели простой конфигурации.
Липа – мягкое и хорошо обрабатываемое дерево. Применяется для изготовления мелких и средних отливок со сложным контуром.
Ольха – чисто обрабатывается в долевом и поперечном на-правлениях. Из нее изготавливают мелкие и средние модели и стержневые ящики.
Береза – дерево средней твердости, она подвержена сильному короблению, гигроскопична и восприимчива к загниванию. Положительным свойством является ее способность хорошо обрабатываться точением (получается гладкая поверхность). Применяется для моделей, имеющих форму вращения.
Сосна – наиболее дешевое из всех пород дерево. Сосна мало впитывает влагу из-за высокого содержания смолистых веществ, поэтому сосна чаще всего применяется для изготовления моделей крупного архитектурно-художественного литья, не имеющего на поверхности тонких украшений. Такие модели в процессе формовки долгое время находятся в сырой формовочной смеси.
Наиболее сложные и дорогие модели, имеющие на поверхности тонкую резьбу и рисунок (ажурные изделия) делают из прочных и вязких пород дерева: яблони, груши.
Пиломатериалы в виде досок и брусков для изготовления моделей необходимо просушить с тем, чтобы содержание в них влаги не превышало 8-10%. При естественной сушке - это 2-4 года, при искусственной сушке - 3-12 суток.
Деревянные модели и стержневые ящики не рекомендуется изготавливать из целого куска дерева. Для получения прочного мо-дельного комплекта его необходимо разбить на отдельные узлы, которые склеивают из брусков, секторов, сегментов. При склеивании кусков необходимо их располагать так, чтобы долевые волокна древесины шли в разных направлениях, чем предупреждается коробление модели и ящика.
После склеивания и проверки на точность изготовления мо-дели шпаклюют и окрашивают модельным лаком в разные цвета: для чугунного литья – красный цвет, стального – в синий, бронзового и латунного – в желтый. Стержневые знаки окрашивают в черный цвет.
2. Металлические модели. Эти модели изготавливают из чугуна, алюминиевых сплавов, медных сплавов.
Металлические модели имеют по сравнению с деревянными целый ряд преимуществ. Они не коробятся, хорошо сохраняют фор-му, позволяют для получения хорошего отпечатка не прилагать большие усилия при формовке. Недостатком таких моделей можно считать их повышенную стоимость из-за сложной механической об-работки.
Иногда практикуют изготовление моделей из отливок, вы-полненных по гипсовым моделям путем чистовой обработки и чекан-ки.
3. Гипсовые модели. Гипсовые модели вследствие быстроты изготовления и сравнительно небольшой стоимости возможно использовать при формовке. Для придания прочности эти модели армируют проволочным каркасом или марлевой сеткой, тщательно высушивают и покрывают водоотталкивающим лаком.
При изготовлении моделей необходимо учитывать припуски на усадку сплавов при остывании, формовочные уклоны и галтели.
Ориентировочные значения усадки для различных сплавов:
серый чугун – 1%,
сталь – 1,5%,
Al сплавы – 1,5%,
оловянистые бронзы – 1,4%,
Al бронзы – 2,2%,
латунь – 1,3%,
магниевые сплавы – 1,3-1,9%.
Модель должна иметь уклоны, чтобы можно было свободно извлекать ее из формы, не повреждая отпечаток.
Уклоны должны быть: на деревянных моделях с низкими стенками - 1%, с высокими стенками - 3%, на металлических моде-лях соответственно 0,5 и 1%.
Внутренние стенки модели должны иметь большие уклоны, чем наружные.
Модели художественных отливок не должны иметь задиров и вмятин, что препятствует удалению модели из формы.
Модели с рисунком на поверхности различной величины и сложности должны иметь четкие грани и выступы с соблюдением литейных уклонов.
Модельные плиты
В литейном производстве употребляются термины: «модель-ная плита» и «подмодельная плита». Рассмотрим модели, наиболее применяемые на практике.
1. Простейшие модельные плиты представляют из себя плоскость (деревянная, металлическая), имеющую снизу ребра для облегчения подъема плиты с формовочного стола, отверстия для штырей (рис.80).
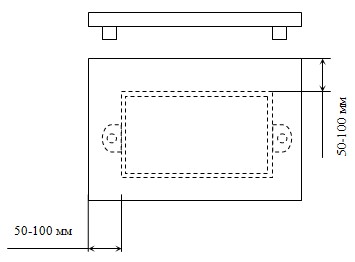
Рис.80. Простейшая модельная плита
Толщина простейшей модельной плиты должна обеспечивать жесткость поверхности и не допускать прогибания под весом опоки и формовочной смеси. Габариты плиты должны быть больше опоки на 50-100 мм.
2. Универсальные с вкладышами. Универсальные плиты обычно изготавливают литыми из стали или чугуна, они имеют ребра жесткости, отверстия для направляющего и центрирующего штырей и набор сменных вкладышей, обеспечивающих изменение формы и габаритных размеров модели, а также использование одного каркаса плиты для формовки различных моделей, укрепленных на сменных вкладышах.
3. Координатные модельные плиты. Эти плиты, в отли-чие от обычных, имеют на своей рабочей поверхности заранее вы-полненные отверстия для фиксации положения и крепления моде-лей. Эти отверстия размещаются в шахматном порядке с равным расстоянием между их осями. Указанные расстояния в зависимости от плиты делают 50, 100 или 200 мм. Диаметр отверстий делают 12 мм для малых плит и 25 мм - для больших.
Каждое отверстие имеет свой шифр, т.е. координаты, опре-деляющие геометрическое положение отверстий на плите (1А, 2Б, 3В и т.д.). Буквенные обозначения соответствуют линиям, параллельным коротким стенкам плиты, цифровые – параллельным длинным стенкам плиты. Такая координация всех точек обеспечивает возможность соблюдения точного размещения половин моделей одной полуформы относительно половин моделей другой полуформы и совмещения их отпечатков. К координатным плитам модели крепятся или «намертво», или же модель монтируется на плиту свободно на направляющих штифтах, диаметр которых равен диаметру отверстий на модельной плите.
Опоки
Для удобства приготовления, разборки, сборки, переноски литейную форму изготавливают в специальных прочных ящиках без дна и крышки – опоках. Форму собирают из двух или несколько опок, соединяющихся между собой штырями, укрепленными в ушках, расположенных на ее боковых стенках. Толщина опоки берется от 6 до 20 мм в зависимости от величины опоки и материала, из которого она сделана. Обычно для удобства разборки и переноски формы опока имеет ручки, а для того чтобы уплотненная формовочная смесь не выпадала – ребра (крестовины) и угольники (буртики), расположенные внизу верхней и вверху нижней опок (у плоскости разъема).
Опоки классифицируются на металлические и деревянные.
Металлические могут быть цельнолитые, свертные и свар-ные. По конфигурации они разделяются на прямоугольные, фасон-ные и круглые. По весу опоки разделяются на три категории: ручные (не более 30 кг в заформованном состоянии), комбинированные (до 60 кг.) и крановые (более 60 кг). Качество опоки оказывает большое влияние на качество приготовления формы и соответственно на качество изделия.
Деревянные опоки удобны тем, что их можно быстро изгото-вить, они легче и дешевле металлических. Однако они не достаточно прочны, быстро ломаются и горят при попадании на них расплавленного металла во время заливки. Кроме того, деревянные опоки при формовке впитывают влагу и коробятся.
В качестве материала для металлических опок используют чугун, сталь, алюминий.
Чугунные опоки прочны и являются более дешевыми. Для отливки чугунных опок изготавливают деревянную или металличе-скую модель. Ушки опоки делают на боковых стенках в виде прили-вов. Ребра (крестовины) в чугунных опоках делают цельнолитыми, иногда эти ребра делают отцепными, прикрепленными к стенкам опоки болтами.
Стальные опоки отличаются от чугунных прочностью, легко-стью за счет меньшей толщины стенок. Кроме этого стальные опоки можно изготавливать сваркой.
Алюминиевые опоки легкие, удобные. Могут изготавливаться как цельнолитыми, так и сварными, и шарнирными. К недостаткам алюминиевых опок следует отнести их плохую сопротивляемость ударам и истиранию. Алюминиевые опоки применяются при единичном и мелкосерийном производстве.
При подборе опок необходимо руководствоваться следующими правилами:
- опока должна быть прочной, нельзя допускать прогибов стенок опоки при уплотнении в ней формовочной смеси и при залив-ке металла в форму;
- части опок должны быть хорошо подогнаны друг к другу и не должны качаться на штырях;
- опоки должны быть достаточно легкими и удобными, чтобы формовщик не затрачивал лишних усилий;
- опока должна быть сделана так, чтобы набиваемая в нее смесь не выпадала при изготовлении форм, т.е. она должна иметь соответствующие ребра и угольники;
- для улучшения газового режима формы стенки опоки должны иметь отверстия, площадь этих отверстий 8-15% от площади боковой поверхности.
Спаривание и крепление опок
При сборке форм опоки подлежат центрированию в двух диаметрально противоположных точках. Центрирование при спари-вании происходит с помощью штырей: штыри бывают съемные (кон-трольные) и постоянные (направляющие). Контрольные штыри должны обеспечивать плавное соединение опок без перекоса и кач-ки. Для обеспечения правильного сопряжения опок одна из втулок для центрирующих штырей должна быть круглой, а вторая должна иметь продолговатую форму (направляющая). Обе втулки с круглыми отверстиями допускается иметь только у ручных опок, имеющих малое расстояние в центрах втулок.
Втулки и центрирующие стержни должны быть закаленными. Расстояние между осями отверстий втулок должно иметь допуск, равный половине допуска на каждое отверстие.
Воизбежание поднятия верхней опоки под давлением жидкого металла опоки необходимо скреплять между собой. Можно скреплять специальными скобами, штырем с клином и болтом с гайкой. Чаще всего при изготовлении художественных отливок для скрепления опок применяют специальные грузы, вес которых рассчитывается при проектировании литниковой системы.
Изготовление литейных форм
В зависимости от назначения и материала, из которых изго-тавливаются формы, они подразделяются на следующие:
Разовые формы – предназначены для изготовления только одной отливки. Такие формы изготавливают из песчано-глинистых или песчано-жидкостекольных смесей, благодаря низкой стоимости, простоте, быстроте изготовления эти формы являются самыми рас-пространенными.
Полупостоянные формы – изготавливаются из высокоогне-упорной смеси, состоящей в основном из шамота и кварцевого пес-ка. Такие формы выдерживают от 30 до 50 заливок, с небольшим промежуточным ремонтом после каждой заливки. Эти формы могут использоваться для литья архитектурных отливок типа садовых решеток.
Постоянные формы – используются в массовом производ-стве, их изготавливают из стали.
В зависимости от состояния формы при заливке формы раз-личают:
Сырые формы – достоинства: короткий цикл изготовления, низкая стоимость, высокая производительность.
Наряду с достоинствами сырые формы имеют существенные недостатки: повышенная влажность, газотворность и недостаточная прочность, приводимая к образованию дефектов литья в виде песчаных и газовых раковин, пригара, ужимин. Кроме этого изготовление сырых форм требует высокой квалификации фор-мовщика.
Сухие формы – такие формы применяют для изготовления тонкостенных отливок типа плит, сфер, коробок. Хорошо просушен-ная, прочная форма, покрытая защитной противопригарной краской, с высокой газопроницаемостью предотвращает образование пригара, ужимин, газовых и песчаных раковин, а также других внутренних и внешних дефектов. Однако следует заметить, что применение сухих форм удлиняет цикл изготовления отливок, увеличивает парк опок, вызывает потребность в крупных сушильных печах.
В зависимости от характера производства, габаритов, слож-ности и веса отливок различают следующие виды формовки:
Формовка в почве – применяется для единичного произ-водства отливок средних и крупных габаритов, в том случае когда нет нужных парных опок и экономически неоправданно из-готовление новых опок.
Формовка в опоках – более производительна и менее трудоемка, чем формовка в почве, позволяет получать отливки с высокой точностью и чистой поверхностью.
Формовка ажурного литься – имеет место при единичном производстве уникальных отливок.
Кусковая формовка – применяется для получения слож-ных и ответственных отливок со сложным рельефом.
Формовка по шаблону – применяется для изготовления форм, представляющих собой тела вращения, или отливок, форма которых может быть получена движением скребка в виде протяженного шаблона по направляющей раме-кондуктору.
Формовка в почве
При формовке в почву различают открытую и закрытую формовку – под опокой, т.е. нижняя часть отливки формируется в почве, а верхняя в опоке. Наиболее ответственной операцией в этом виде формовки является приготовление нижней части формы – постели.
Для мелких отливок применяется мягкая постель, при фор-мовке крупных и тяжелых делается твердая постель.
Приготовление мягкой постели. Мягкая постель изготавливается для каждой формы отдельно или общая постель - для нескольких одинаковых отливок.
Для единичных отливок выкапывают яму, габариты которой должны быть больше габаритов модели на 200-250 мм. В яму через сито с ячейками 4-6 мм насеивают слой наполнительной смеси и после ее разравнивания - слой облицовочной смеси толщиной 20 мм. В подготовленную таким образом постель укладывают модель и легкими ударами киянки по положенной на модель дощечке осажи-вают ее до уровня пола. Модель обкладывают смесью, которою уплотняют. Счистив излишек смеси, изогнутой иглой накалывают вентиляционные каналы. Затем оформляют литниковую чашу, с противоположной стороны прорезают сливной канал с приемником для стекания излишнего металла.
Приготовление твердой постели. Для твердой постели в цехе отводится специальная площадка. В полу выкапывается яма глубиной на 300-400 мм больше высоты модели. Дно ямы плотно утрамбовывается, после чего насыпается слой гари толщиной 150-200 мм, который также утрамбовывается и выравнивается мелкой гарью.
Для отвода газов, скапливающихся в слое гари во время за-ливки, в почву в двух противоположных углах ямы затрамбовывают в наклонном положении две трубы диаметром 75-100 мм, нижние концы которых упираются в гарь, а верхние выступают над почвой. Гарь накрывают слоем соломы толщиной 10-15 мм, поверх соломы насыпают просеянную наполнительную смесь и утрамбовывают ее слоем 100-150 мм. Поверхность этого слоя выравнивают линейкой, а затем душником диаметром 8 мм накалывают вентиляционные каналы до слоя гари с расстоянием между ними 40-50 мм. После легкого уплотнения в этом слое также накалывают вентиляционные каналы. Приготовив постель, приступают к формовке.
При закрытой почвенной формовке нижнюю часть разъемной модели формуют в почве, а верхнюю - в опоке.
Формовка в опоках
Формовка в опоках - наиболее распространенный вид фор-мовки. Различают формовку по неразъемной модели, формовку с болваном, формовку с фальшивой опокой, формовку с разъемной опокой, формовку с подрезкой и т.д.
Ф
ормовка по неразъемной модели осуществляется в следующей последовательности:
1. Изучают модель и выбирают плоскость разъема. В одно-сторонней модели этой плоскостью является обратная сторона модели.
2. Помещают модель на плоскую модельную плиту, устанав-ливают опоку с таким расчетом, чтобы расстояние между моделью и ее стенками было со всех сторон примерно одинаково и не было меньше 25-30 мм. Модель и модельную плиту припудривают припы-лом из мешочка.
3. Через сито на модель насыпают облицовочную смесь тол-щиной 20-25 мм. Если модель имеет высокие вертикальные части, то их обкладывают вручную облицовочной смесью и обжимают руками.
4. Насыпают наполнительную смесь и уплотняют трамбовкой. Уплотнение производят от периферии к центру по периметру. Степень уплотнения зависит от размеров изготавливаемого изделия, состава и свойств формовочных смесей, вида сплава. Необходимо стремиться к равномерной плотности смеси по всему объему опоки. Операцию уплотнения осуществляют послойно, насыпается 3-5 слоев.
5. Верхний слой смеси уплотняют более сильно при помощи бруска или плоской стороны киянки. Излишек смеси срезают линей-кой заподлицо с краем опоки.
6. Накалывают вентиляционные каналы при помощи душника (иглы). Каналы не должны доходить до модели, так как в противном случае модель может быть повреждена иглой, ухудшается поверхность отливки, металл закупоривает канал и вентиляция не работает.
7. Переворачивают опоку вместе с модельной плитой (при необходимости) и устанавливают на ровную плиту. Поверхность разъема заглаживают гладилкой. Устанавливают модели стояка, выпора, шлаковиков. По штырям устанавливают верхнюю опоку и поверхность разъема припудривают припылом или разделительным песком.
8. Операции 3-6 повторяют для верхней полуформы. Осто-рожно расталкивают модели стояка и выпора, прорезают литниковую чашу, вынимают модели стояка и выпоров и снимают верхнюю опоку.
9. Верхнюю опоку ставят на ребро, очищают от сора, выни-мают модель шлаковика и заглаживают. Из нижней опоки, после осторожного расталкивания, извлекают модель. Для этого в деревянной модели вбивается или вкручивается подъем, металлическая модель извлекается путем ввинчивания в предварительно сделанное отверстие с резьбой винта. Перед извлечением модели формовочную смесь по контуру смачивают водой при помощи кисти или хлопчатобумажного фитиля. Если специальные подъемы не предусмотрены, опоку переворачивают вместе с наложенной на нее гладкой плитой, и модель обычно выпа-дает.
10. Прорезают и заглаживают гладилкой элементы литнико-вой системы. Исправляют повреждения формы, предварительно смочив подорванные места водой.
11. Припыливают полость формы древесно-угольным порош-ком или графитом. Очищают модель и аккуратно укладывают ее обратно в отпечаток. Мягкими ударами форму подчеканивают. Порошок графита проникает в поры формы и обеспечивает четкий отпечаток. После подчеканки модель удаляют, форму собирают по штырям, устанавливают груз или скрепляют опоки, штыри вынимают и форму заливают металлом.
Формовка по разъемной модели.
Этот вид формовки довольно редко применяется при литье художественных изделий из-за более сложного процесса изготовления моделей и используется в основном при серийном изготовлении изделий, хотя в некоторых случаях дает лучшую чистоту поверхности, чем при формовке с подрезкой.
Половинки модели обрабатываются соответственно и скреп-ляются между собой при помощи соединения штырь - отверстие.
1. На подмодельную плиту кладут модель без штырей и формуют нижнюю опоку обычным порядком.
2. Набитую опоку переворачивают вместе с подмодельной плитой. На поверхность разъема укладывают вторые половинки мо-делей, модели шлакоуловителя и стояка, устанавливают опоку верха и набивают ее обычным порядком.
3. Удаляют модель стояка, снимают верхнюю опоку и, поставив ее на ребро, производят ее отделку, предварительно удалив модель стояка с верхней части модели, если она осталась в верхней полуформе.
5. Извлекают нижнюю половинку модели, отделывают полу-форму, собирают и заливают.
Формовка с болваном.
В литейной терминологии болваном называют часть формы, выступающую за плоскость разъема и изготовленную из формовочной смеси. Если болван находится в верхней части формы, то его называют верхним, если в нижней – нижним.
На практике наиболее часто применяются верхние, или висячие, болваны, хотя это и сопряжено с некоторыми сложностями при формовке. Применение верхних болванов связано с тем, что для получения чистой лицевой поверхности она должна быть обращена вниз для предохранения от всплывающих включений в металле, т.е. должна находиться в нижней полуформе. В отличие от нижнего бол-вана, верхний должен иметь большую прочность для предупрежде-ния его отрыва под воздействием собственного веса. Это особенно важно для высоких болванов. Чтобы обеспечить прочность висячего болвана, его укрепляют металлическими (проволочными) каркасами или деревянными палочками (солдатиками). Для усиления связи каркасов и солдатиков с формовочной смесью их перед установкой покрывают жидкой глиной. При изготовлении форм с болванами необходимо применять опоки с хорошим центрированием штырями, а также соблюдать осторожность при сборке форм, избегая ударов опок, что может привести к обвалу болвана. Необходимо также предварительно просушивать полуформы с болванами для улучше-ния газопроницаемости, поскольку при заливке высокого массив-ного болвана образуется паровоздушная смесь, приводящая к образованию газовых раковин.
Формовка с подрезкой. В практике формовки художест-венных изделий часты случаи, когда края формуемой модели не имеют правильную поверхность, совпадающую с плоскостью подмо-дельной плиты. При формовке невозможно извлечь модель, не по-вреждая форму из-за части смеси, попадающей в зазоры между плитой и моделью. Если эту смесь удалить из нижней полуформы, то получившаяся фасонная поверхность разъема формы не будет мешать извлечению модели. Такую фасонную поверхность выполняют подрезкой смеси при помощи ланцетов. Порядок формовки с подрезкой следующий:
- на модельную плиту устанавливают модель и опоку, наби-вают ее формовочной смесью. При этом в зазоры попадает смесь, препятствующая извлечению модели;
- заформованную опоку переворачивают и выполняют под-резку смеси. После подрезки поверхность заглаживают гладилкой и припыливают;
- устанавливают верхнюю опоку, модели литниковой системы и уплотняют смесь;
- извлекают модели литниковой системы, снимают верхнюю опоку, извлекают модель, собирают форму и заливают металлом.
Формовка с фальшивой опокой (плитой).
Формовка с фальшивой опокой применяется в таких случаях, когда изготавливается серия отливок, требующая формовки с подрезкой, а также при изготовлении форм с глубокой подрезкой. В этом случае операция подрезки применяется один раз, что заметно облегчает изготовление серийных отливок. Фальшивыми эти опоки называют потому, что в них металл не заливается, и они являются как бы фигурной модельной плитой. При этом способе формовки вначале изготавливается фальшивая опока. Для этого опоку ставят на плоскую плиту, заполняют ее формовочной смесью, глиной или гипсом. После сильного уплотнения опоку переворачивают, делают в плоскости разъема выемку и укладывают в ней модель, заглубляя ее до линии разъема в опоку или формуя ее выше плоскости опоки. Затем производят подрезку и поверхность уплотняют. Затем модель расталкивают и вынимают, а поверхность полученного на фальшивой опоке фигурного разъема посыпают разделительным песком. После этого модель снова вкладывают в фальшивую опоку, ставят на нее нижнюю опоку и производят формовку. Зафор-мованную нижнюю опоку затем снимают и переворачивают, при этом модель всегда должна оставаться в нижней опоке. Дальнейшие операции производятся традиционно.
Фальшивую опоку (плиту) изготавливают, также заливая часть модели (до линии разъема) гипсом, эпоксидной смолой или легкоплавким сплавом, устанавливая эту часть оснастки на подмо-дельную плиту, вставляют модель, устанавливают опоку и формуют обычным способом. При этом операция подрезки отпадает.
Формовка ажурного литья
Ажурными называются отливки с мелким и сложным релье-фом поверхности с большим числом просветов. Эти отливки имеют малую толщину при большой площади поверхности. В ажурном литье различают изделия с односторонним и двухсторонним ажуром. Модели изделий с односторонним ажуром имеют четко выраженный рельеф рисунка с формовочными уклонами только на лицевой сто-роне. Вторая сторона модели представляет собой гладкую поверхность. Модели изделий с двухсторонним ажуром имеют рельефный рисунок с обеих сторон и соответственно два формовочных уклона, направленные в разные стороны. Литейные формы как в верхней, так и в нижней опоках имеют болванчики, образующие просветы в изделии.
Изготовление формы для ажурных отливок имеет ряд осо-бенностей:
1. Формовочная смесь должна быть прочной и пластичной. Это обеспечивается использованием тонкодисперсных огнеупорных песков с размером зерен до 0,05 мм и повышенным содержанием глины, тщательным перемешиванием смеси. Из-за наличия в форме большого количества малых болванчиков, которые могут быть смыты потоком заливаемого металла, прочность формовочной смеси должна быть не менее 0,5 кг/см2 при сжатии в сыром состоянии.
2. Металл, в такой форме растекается по узким каналам большой протяженности, что приводит к его быстрому охлаждению и потере жидкотекучести. В результате возможен незалив формы и образование спаев в тонких частях отливки. Поэтому необходимо увеличить скорость заливки, металлостатический напор, температуру заливаемого металла и газопроницаемость формы.
3. Ажурные отливки должны иметь качественную поверх-ность, что обеспечивается подчеканкой как верхней, так и нижней полуформы.
4. Для предупреждения подрыва болванчиков формовочную смесь смачивают водой, что увеличивает ее прочность. Излишняя влажность формы быстро захолаживает металл, что приводит к не-заливу формы и к вскипам. Такие формы следует подсушивать коп-тящим пламенем ацетиленовой горелки. При сушке влага испаряется, увеличивается газопроницаемость и прочность болванчиков. Такая операция называется «подкапчивание». На стенках формы образуется тонкий слой копоти, которая увеличивает огнеупорность формы и повышает качество поверх-ности отливки.
5. Для хорошего заполнения формы следует проектировать разветвленную литниковую систему с большим количеством питате-лей, подводящих металл по периферии отливки. При этом увеличи-вается объем зачистных работ, но гарантируется получение полно-ценной отливки.
В практике изготовления ажурных отливок широко применя-ется формовка с помощью фальшивой опоки.
В зависимости от формы модели и применяемого металла существует несколько способов изготовления фальшивых опок: на-бивкой, вдавливанием модели, прессованием и заливкой.
Способом набивки изготавливают фальшивые опоки для не-высоких тонкостенных моделей. Модель укладывают на гладкую подмодельную плиту в положение, удобное для изготовления формы. Модель накрывают опокой и плотно набивают формовочной смесью. Срезав излишек смеси с поверхности, опоку переворачивают и подрезают поверхность разъема в тех местах, где модель не касалась подмодельной плиты. В просветах делают уплотнение и подрезку болванчиков. Поверхность вокруг модели и в просветах промачивают и модель удаляют. Исправив повреждения в отпечатке, полуформу сушат. В дальнейшем эта фальшивая опока используется как фигурная подмодельная плита.
Для высоких моделей используется способ вдавливания. Опоки набивают на гладкой подмодельной плите без модели. Пере-вернув опоку, разрыхляют поверхность разъема и вдавливают мо-дель легкими ударами деревянного молотка на требуемую глубину. Вокруг модели смесь уплотняют, используя в дальнейшем как фигурную плиту.
При производстве фальшивой плиты методом прессования изготавливают отливкой металлическую плиту – обратник, рабочая поверхность которой имеет болван, соответствующий по форме части модели, углубляемой в фальшивую опоку. Набивают опоку, по штырям ставят плиту – обратник и, поднимая и опуская плиту, впрессовывают болван в смесь, получая фальшивую опоку.
Гипсовые и цементные фальшивые опоки изготавливаются путем заливки модели в опоке раствором этих материалов. Необхо-димо отметить, что в процессе подчеканки формы следует обратить особое внимание на правильность положения модели при укладке ее в форму. Укладка модели в ином, чем она была раньше, положении ведет к смятию болванчиков и порче формы. Чтобы избежать этого, на краю модели и разъеме формы делают риски, позволяющие фиксировать положение модели при последующей укладке.
Кусковая формовка
Многие художественные изделия сложной формы имеют на всех поверхностях впадины и выступы, не позволяющие извлечь модель из формы, не повредив ее стенок. В этом случае применяют формовку отдельными кусками по многочисленным линиям разъема. Как правило, формовка производится с применением фальшивой опоки. Модель укладывают в приготовленную фальшивую опоки и формуют поверхность отдельными кусками по линиям разъема. Куски отделяют друг от друга древесно-угольным порошком или ликоподием. Наружную поверхность таких кусков подрезают в виде болванов с пологими стенками, чтобы с них удобно было снять набитую на модели нижнюю опоку. Для закрепления положения кусков в форме вырезают знаки в виде продолговатых углублений.
По модели с набитыми кусками, после их припыливания, на-бивают нижнюю опоку. Переворачивают набитую опоку вместе с фальшивкой. Фальшивку снимают, а на оставшейся нижней опоке с моделью набивают верхнюю опоку с литниковой системой. Перевернув обе опоки совместно, нижнюю опоку снимают так, чтобы модель с прилегающими кусками осталась в верхней опоке. Прилегающие к модели куски отнимают от модели в порядке, обратном их набивке. Куски снимают с модели особой плоской иглой в таком направлении, чтобы отпечаток модели не получал повреждений при удалении. Снятые с модели куски отделывают и согласно их знаку укладывают в соответствующие места в форме. Воизбежание выпадения или смещения куски при дальнейших операциях укрепляют в форме шпильками. Таким образом получают в нижней опоке полный отпечаток поверхности модели, составленной из отдельных кусков формы. Части формы с укрепленными кусками сушат, так как куски набивают из недостаточно газопроницаемой жирной формовочной смеси. Это наиболее простой способ кусковой формовки по односторонней модели. Формы более сложных изделий имеют несколько десятков кусков, расположенных вокруг всей поверхности модели.
При помощи кусковой формовки изготавливают бюсты, статуэтки.
Различают кусковую формовку всырую, всухую, в стержнях и кусковую формовку по разборной модели.
Формовка по шаблонам
Этот вид формовки применяется для создания отливок, по-верхность которых может быть получена вращением какой-либо линии шаблона вокруг оси или же при движении шаблона по направляющей линии (протяжного шаблона), рис.81. Эту формовку применяют для изготовления крупногабаритных изделий, когда изготовление больших моделей связано с определенными трудностями, это колокола, декоративные колеса, чаши фонтанов и др.
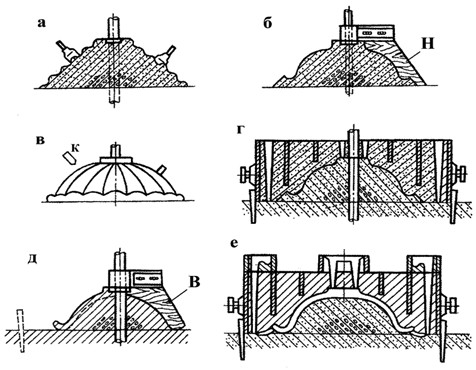
Рис.81. Формовка по шаблону: а – формовка нижнего болвана; б – срезание с болвана смеси шаблоном Н; в – прорезание лепестков шаблонами К; г – формовка верхней опоки; д – обтачивание нижнего болвана шаблоном В; е – форма в сборе
Формовка по шаблону производится в такой последователь-ности:
- подготавливают почву (постель) для формовки и устанав-ливают вертикальный вал. Вертикальность положения вала проверяется при помощи ватерпаса и горизонтального уровня. Яму засыпают формовочной смесью. Вокруг вала до уровня верхнего опорного кольца, на которое опирается втулка шаблона, насыпают формовочную смесь и уплотняют ее;
- на вал надевается шаблон (Н) для формирования наружной поверхности и обтачивают уплотненный болван;
- после обточки, при необходимости используя шаблон (Н) как направляющую, оформляют рисунок наружной части и затем снимают шаблон Н с вертикального вала;
- на подготовленный болван устанавливают опоку и фикси-руют ее при помощи деревянных колышков, а затем формуют опоку верха;
- заформовонную опоку снимают по колышкам, как по шты-рям, снимают и доводят. Отверстия от шпинделя заделывают формовочной смесью. Выполняют литниковую систему, накалывают газоотводы;
- на вал надевают шаблон В и, вращая его, обтачивают нижний болван, снимая с него слой, равный толщине стенки будущей отливки;
- формуют поверхность полученного болвана и припыливают ее графитом;
- снятую опоку по колышкам устанавливают на место. На ее поверхность, соосно с отверстиями стояков и выпоров, устанавлива-ют литниковые чаши для увеличения напора металла.
Формовка по шаблону производится и с горизонтальной осью вращения. В этом случае на опоках крепятся гнезда подшипников и в них закрепляется вал. Вращая ручку вала с прикрепленными на нем шаблонами, формируют по очереди две опоки. Формовка по шаблонам позволяет экономить время, сокращает расход металла и модельного материала.
4.3. Литье в химически твердеющие формы
Кроме смесей для песчано-глинистой формовки в литейном производстве широко используются также самотвердеющие смеси, которые подназделяются на холоднотвердеющие и горячетвердею-щие смеси. При применении самотвердеющих смесей облегчается процесс формовки, улучается качество поверхности отливок.
Холоднотвердеющие смеси на основе жидкого стекла
В качестве связующего в этих смесях используют жидкое стекло. Жидкое стекло получают путем сплавления в специальных печах при tо=1400-1500оС тонкоизмельченного кварца с содой. Полученные бесцветные или слабо окрашенные куски, называемые силикат-глыбой, охлаждают, размельчают и обрабатывают в автоклавах под давлением 6-7 атм. перегретым паром.
На вид жидкое стекло - белая или желтоватая густая жид-кость. Жидкое стекло на воздухе необратимо твердеет за счет взаи-модействия с углекислым газом. Происходит реакция с образованием углекислого натрия и кремнезема в виде геля кремниевой кислоты. Пленки геля обволакивают зерна песка и связывают их в прочную, сухую массу. Так как содержание углекислого газа в воздухе невелико , то для ускорения процесса твердения форму продувают углекислым газом из баллонов. Поскольку эти смеси имеют склонность к пригару (химическому взаимодействию с металлом), то для улучшения качества поверхности форм их окрашивают специальными самовысыхающими красками.
Смеси на основе жидкого стекла подразделяются на пластичные самотвердеющие (ПСС) и жидкоподвижные самотвердеющие смеси (ЖСС)
ПСС – свежий песок 85-90%, уголь молотый 1,2-2%, жидкое стекло 5,6%, раствор едкого натра 0,4-0,8%, феррохромовый шлак 3,4-4,2%. Газопроницаемость в сыром состоянии 150 ед., влажность - 3,4-3,8%, прочность на сжатие - 0,15-0,30 кг/см2, после отверждения - до 25 кг/см2.
Феррохромовый шлак вводится в качестве отвердителя, ед-кий натр увеличивает модуль жидкого стекла, повышая его жидкотекучесть.
Кроме этого в эту смесь сверх 100% вводят древесные опил-ки (2-4%) для увеличения пластичности, асбестовую крошку (улуч-шает выбиваемость) и керосин (для уменьшения прилипаемости к оснастке).
Смесь ПСС готовят в два этапа: вначале смешивают все компоненты, за исключением феррохромового шлака, а уже непосредственно перед употреблением в базовую смесь вводят феррохромовый шлак и перемешивают 1-2 мин.
Процесс формовки смесей ПСС проходит аналогично песчано-глинистым, путем заполнения опок при помощи трамбовок. После заполнения опок формы выстаивают не менее двух часов, красят, подсушивают и подают на заливку.
ЖСС – свежий песок 8590%, жидкое стекло 6%, феррохро-мовый шлак 4%, ДС-РАС (пенообразователь) 0,15-0,2%, едкий натр 0,3%.
При приготовлении ЖСС вначале готовится базовая смесь, состоящая из сухих компонентов, включая феррохромовый шлак. Непосредственно перед заливкой подают жидкую композицию, состоящую из жидкого стекла, воды, ДС-РАС, керосина.
При приготовлении смеси необходимо использовать быстро-ходные шнековые или лопастные смесители. Общий цикл перемеши-вания не должен превышать 5-6 мин., при более длительном смеши-вании прочность смеси снижается.
Живучесть смеси обычно 20-30 мин. Формовка производится свободной заливкой смеси в опоки. Необходимо для заполнения по-лостей подвергнуть форму краткой вибрации. Плотность смеси по высоте неодинакова: внизу больше, вверху меньше, поэтому необходимо это учитывать при выборе положения модели в форме.
Газопроницаемость только что залитой смеси равна нулю. По мере спадания пены газопроницаемость возрастает до 200-300 ед.
Прочность нарастает постепенно. Через 1,5-2 часа извлека-ется модельная оснастка. Через 4-5 часов форму можно транспортировать, и через 20-24 часа она подается на сборку и заливку.
Для уменьшения пригара формы обычно окрашиваются про-никающими красками и подсушиваются.
Холоднотвердеющие смеси на смолах (ХТС)
Формы, изготовленные на таких связующих, обеспечивают высокую точность, хорошую поверхность, легкую выбиваемость, низкую газотворность.
Состав смоляных формовочных смол: кварцевый песок, смола в качестве связующего, катализатор, специальные добавки.
В качестве связующего используются смолы:
- мочевиноформальдегидные: М-19-62, УКС, УГТС, МЗ,
- карбамидо-фурановые: БС 40, КФ 107, КФ 90,
- карбамидо-фенолофурановые: фуритол-107, фуритол-125,
- фенолофурановые: ФФ-1ФМ, ФФ-1СМ, фуритол,
- фенольные - ОФ-1.
В качестве катализаторов применяются:
Ортофосфорная кислота (ОК) – для карбамидо-фурановых связующих.
Смесь ортофосфорной и азотной кислоты (АКО), 3:4 – для карбамидо-фурановых связующих.
Азотнокислое железо и ортофосфорная кислота (АЖС), 3:4 – для карбамидо-фурановых связующих.
Бензосульфокислота и контакт Петрова (БСККП) – для фенолофурановых связующих.
Бензосульфокислота (БСК) – для отверждения связующих всех классов.
В качестве добавок применяются:
Оксид железа – для предотвращения газовой пористости, улучшения чистоты поверхности.
Древесная мука – для улучшения податливости.
Этиловый сироп – для улучшения живучести.
Оксид алюминия – для улучшения чистоты поверхности, увеличения скорости отверждения.
Колчеданный огарок (отход при производстве серной кисло-ты) – для ускорения отверждения.
Для приготовления песчано-смоляных смесей используют высококачественные пески с минимальным содержанием глинистой составляющей. Количество связующего 1,5-3% в зависимости от вида связующего и назначении смеси.
Катализатор обычно дают 20-30% от количества связующего.
Количество специальных добавок определяется опытным путем.
Холоднотвердеющие полиацетатные смеси
Для приготовления смесей в качестве связующего использу-ются ПВС-поливиниловый спирт, ПВАЭ- поливинилацетатная эмуль-сия.
Эти материалы не выделяют токсичных газов, безвредны. Они обеспечивают малую газотворность, хорошую выбиваемость, но обладают низкой термостойкостью, поэтому применяются только для цветного тонкостенного литья. Обычно используется 12-20%-ный водный раствор. При более низкой концентрации снижается прочность смеси, повышается влажность, при более чем 20%-ной концентрации ухудшается прочность смеси.
Порядок приготовления ПВС: сухие гранулы замачивают на 1 час в воде, затем нагревают до 90-92оС при постоянном перемешивании (нагрев на паровой или водяной бане), гранулы при этом набухают и постепенно растворяются.
Обычно в смесь дают 2-3% 12-20%-ного водного раствора. Сырая прочность - 0,3-0,4 кг/см2, сухая - 23-29 кг/см2.
Для особо сложных и ответственных форм дополнительно вводят 0,5-0,8% фенолоспирта, время сушки при температуре 160-180оС - 15-20 мин., а при 220-240оС - 10 мин.
Ввод до 50% от расхода связующего мочевины позволяет повысить прочность и снизить время сушки до 2-2,5 мин.
Ввод сульфидно-спиртовой бражки (1-1,3%) повышает сухую прочность до 50% и улучшает текучесть смеси и заполняемость оснастки.
ПВАЭ образует бесцветную, прочную, эластичную пленку, которая устойчива к эфирам, ацетону, маслам. По свойствам аналогична ПВС. Температура сушки 220-240оС, время сушки 15-20 мин. При более низкой температуре сушки резко снижается прочность. Формы и стержни негигроскопичны и могут храниться до 20 суток.
Горячетвердеющие смеси
Плакированные смеси - это смеси состоящие из песчинок, поверхность которых покрыта тонким слоем связующего, и такой песок готов к дальнейшему использованию. Технология изготовления форм из плакированных смесей заключается в заполнении формы плакированным песком и последующем нагреве до температуры 200-250оС. Наибольшее распространение плакированные смеси получили при изготовлении корковых форм, когда плакированный песок насыпается на разогретую оснастку. Получив корку необходимой толщины (10-15 мм), излишек песка, не успевшего прогреться, удаляют.
Плакированные смеси готовят двумя способами:
1. Горячее плакирование. Способ основан на нагреве песка до 150-160оС, в результате чего введенная смола (ПК-102, ПК-104) размягчается и, расплавляясь, покрывает песчинку. Эта температура берется на 50-55оС выше температуры каплепадения смолы (95-105оС). Затем смесь охлаждается до tо=105-110оС и затем вводится в водный раствор уротропина для фиксации. Охлаждение смеси происходит вводом малых порций воды за счет испарительного эффекта.
Примерная рецептура: 97% кварцевый песок, 3% смолы ПК-104, 7,4-7,5% от веса смолы 30% водный раствор уротропина.
Смешивание происходит в лопастном быстроходном смесите-ле.
2. Холодное плакирование. Способ основан на том, что вме-сто подогрева наряду с песком и смолой вводится растворитель (ацетон), а также для улучшения технологических свойств вводится стеарат кальция (ПАВ).
Примерная рецептура: 97% кварцевого песка, 3% смолы, 0,9-1% ацетона, 0,45-0,5% ацетата кальция.
Порядок приготовления: песок и смолу перемешивают 3-4 мин, за несколько секунд до выпуска смеси вводят ПАВ.
4.4. Литье по выплавляемым моделям
Достоинства этого метода дают возможность максимально приблизить отливку к готовому изделию, а в ряде случаев получить ее без механической обработки и чеканки.
В настоящее время этот метод широко используется при из-готовлении художественных отливок, ювелирных изделий, а также в зубопротезировании.
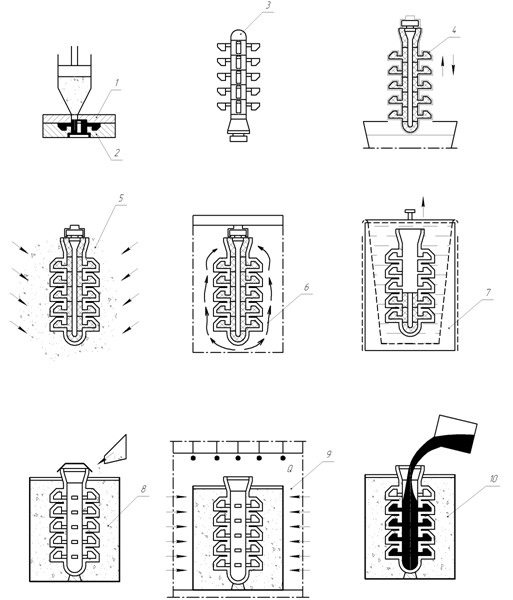
Рис.82. Последовательность изготовления многослойной оболочковой формы
при литье по выплавляемым моделям
Сущность литья по выплавляемым моделям заключается в использовании точной неразъемной разовой модели, по которой из жидких формовочных смесей изготавливается неразъемная керами-ческая оболочка формы; перед заливкой расплава модель удаляется из формы вы¬плавлением. Модели отливок и модели литниковой системы изготавливаются из воскообразных сплавов в пресс-формах.
Основные операции (рис.82): модель или звено моделей 2 изго¬тавливают в разъемной пресс-форме 1, рабочая полость кото-рой имеет конфигурацию отливки с припусками на усадку и механическую обработку. Модели изготавливают из материалов, имеющих температуру плавле¬ния ниже 100°C (воск, стеарин, парафин). Готовые модели или звенья моделей собирают в блоки 3, имеющие модели элементов литниковой системы из того же материала, что и модели. Блок моделей погружается в емкость с жидкой формовочной смесью, состоящей из пылевидного огнеупорного материала и связующего. В результате на поверхности модели образуется тонкий слой суспензии 4. Для упрочнения этого слоя, увеличения его толщины на него наносят слои огнеупорного зернового ма¬териала 5 мелкой фракции. Операция нанесения суспензии и обсыпки повторяется до получения на модели оболочки требуемой толщины (обычно 3-10 слоев, а для крупных отливок и более). Каждый слой огнеупорного покрытия высушивается на воздухе или в парах аммиака 6. По¬сле сушки оболочковой формы модели удаляют из нее выплавлением в горячей воде или горячим воздухом 7. Для упрочнения оболочку перед заливкой помещают в контейнер, засыпают огнеупорным материалом 8 и для упрочнения связующего и полного удаления модельной массы поме¬щают в печь 9 и прокаливают при температу-рах 950-1000°С. Прокаленную оболочковую форму 10 извлекают из печи и заливают расплавом. После затвердевания и охлаждения отливки до заданной температуры форму выбивают, отливки очищают от остатков керамики и отрезают от них литники.
Универсальность и большие возможности метода сопряжены с многооперационностью, применением большого числа материалов, высо¬кой трудоемкостью и энергоемкостью процесса, что сказывается на себестоимости отливок. Поэтому выбор данного способа для конкретных от¬ливок должен быть экономически обоснован.
Модельные составы
В производстве художественных отливок применяются в ос-новном воскообразные модельные составы с температурой плавления ниже 100°С, что позволяет удалять модели из формы не только горячим возду¬хом, но и горячей водой и паром. Такие воскообразные составы исполь¬зуются для изготовления моделей как в расплавленном, так и пастообразном состоянии. Главными их компонентами являются парафины, на¬туральный и синтетический церезин, стеарин, буроугольный или горный воск, сложные эфиры высших кислот, синтетические полиэтиленовые, реже натуральные воски. В качестве добавок, улучшающих технологиче¬ские свойства сплавов, повышающих их прочность и теплостойкость, снижающих хрупкость, используются такие продукты, как кубовые остатки термического крекинга парафина, касторовое масло, этилцеллюлоза, канифоль, полиэтилен и другие.
Легкоплавкие модельные составы приготавливают расплав-лением составляющих на водяных и масляных банях с электрическим обогревом. Исходные материалы перед загрузкой измельчают до 30-50 мм. Материалы загружают в порядке возрастания их температуры плавления или размягчения. Расплавленный модельный состав перемешивают и фильтруют через металлическую сетку 02 (табл.4).
Таблица 4
Состав и свойства легкоплавких модельных составов
Примечание: П-парафин; Б-буроугольный воск; Т-торфяной воск; Тэ-триэтало-намин; Псм-пластичный смазочный материал ПВК; Ц-церизин; Пэв-полиэтиле-новый воск; Цс-синтетический цирезин; Ко-кубовые остатки термического крекинга парафина; С-стеарин.
Изготовление моделей и сборка их в блоки
Модели обычно изготавливаются методом свободной заливки жидкого модельного состава или методом запрессовки пластифициро¬ванного состава или пасты (смесь модельного состава с 10-15% воздуха). Оба способа имеют свои области применения.
Преимуществами свободной заливки можно считать простоту опе¬раций и возможность использования любых пресс-форм как из твердых, так и из пластичных материалов. Однако при использовании этого метода необходимо предусмотреть свободный выход воздуха из глухих полостей пресс-формы и большую усадку модельного состава, которые могут приводить к разрушению моделей, ухудшению смачиваемости моделей суспензией и возможности появления трещин в оболочковой фор¬ме при удалении модельного состава.
Полученные модели осматривают и при необходимости ис-правляют дефекты, а затем их монтируют к стояку с помощью подогретого ножа или специального электропаяльника. Стояк обычно изготавливают из того же модельного состава, что и модели. Стояк может иметь внутренний металлический каркас с выступающим из литниковой чаши концом, за который рабочий удерживает блок моделей при нанесении на него суспензии и обсыпки песком.
После сборки моделей методом спаивания, особенно при од-новре¬менной отливке элементов литниковой системы, необходима выдержка для полного охлаждения всей части модельного блока до температуры производственного помещения, после чего блоки по-ступают на форми¬рование оболочки.
Формирование литейной оболочковой формы
Формирование литейной оболочковой формы включает при-готов¬ление связующего и суспензии, смачивание ею блоков моделей, обсыпку блоков зернистым огнеупорным материалом и сушку блоков. Литейную форму получают послойным нанесением суспензии на блок моделей, об¬сыпкой каждого слоя огнеупорным песком с последующей его сушкой. Суспензия состоит из свя¬зующей жидкости и пылевидного огнеупорного материала.
В настоящее время в промышленной технологии литья по выплав¬ляемым моделям применяются различные составы суспензий с разнооб¬разными связующими: этилсиликатом, жидким стеклом, кремнеземом, металлофосфатами. В качестве огнеупорных материа-лов используется пылевидный кварц, шамот, корунд, силиманит и др. Для художественных изделий наиболее оптимальной и чаще всего применяемой является тех¬нология с использованием этилсиликатного связующего.
Для приготовления литейной формы с этилсиликатным свя-зующим требуются следующие материалы: этилсиликат, органиче-ские растворители, соляная, ортофосфорная или серная кислота, вода, поверхностно-активные вещества, пылевидный кварц, аммиак.
Этилсиликат и вода не растворяются друг в друге. Для их взаимного растворения применяют органические растворители, такие как этиловый спирт, изопропиловый спирт, ацетон и др. От растворителя зависит текучесть и смачивающая способность суспензии, прочность и трещиноустойчивость формы. Выбор растворителя определяется также его токсичностью и пожарной безопасностью. Поэтому для получения свя¬зующего гидролиз этилсиликата проводят подкисленным раствором воды в спирте или ацетоне.
После приготовления суспензии приступают к формированию ли¬тейной оболочковой формы. Для этого блок с модели погружают в ванну с суспензией, выдерживают до прекращения выделения пузырьков воз¬духа, медленно вращают их в суспензии и покачивают из стороны в сто¬рону. После извлечения блоков из ванны дают стечь избытку суспензии и вновь в нее погружают. Для улучшения смачиваемости поверхность мо¬делей предварительно обрабатывают, промывая их в мыльной воде, ор-ганических растворителях, растворах ПВА или в гидролизированном рас¬творе этилсиликата.
Вынутый из суспензии блок моделей медленно поворачивают в разных направлениях так, чтобы суспензия равномерно распределилась по поверхности моделей, а излишки ее стекли. После этого слои суспен¬зии сразу обсыпают песком; между нанесением суспензии и обсыпкой должно быть не более 10 с. Слой жидкой суспензии на модельном блоке обсыпают зернистым огнеупорным материалом с размерами частиц около 02 мм. Обсыпку производят песком либо в неподвижном, либо в подаю¬щем его потоке в зависимости от наличия соответствующего оборудова¬ния. Аналогичным способом наносят последующие слои суспензии.
После нанесения каждого слоя суспензии и обсыпки его ог-неупор¬ным материалом блок высушивают в потоке воздуха или в парах аммиа¬ка. Продолжительность сушки после обсыпки каждого слоя на воздухе составляет 2-4 ч или 10-20 мин в парах аммиака, затем 10-20-минутное вы¬ветривание паров аммиака.
Выплавление модельного состава
При выплавлении модельного состава следует максимально уда¬лять материал модели из оболочки, сохраняя при этом целост-ность по¬следней. Разрушение оболочки более всего вероятно при медленном нагреве, так как расширение моделей при нагреве до температуры рас¬плавления значительно превышает расширение оболочки. Поэтому важ¬нейшее требование правильного ведения процесса выплавления - быстрая передача тепла к поверхности модели. При быстром нагреве поверх¬ность модели оплавляется, а внутри она остается холодной. Расплав¬ляющийся модельный состав впитывается в стенки оболочки или вытека¬ет из нее. Образовавшийся зазор компенсирует расширение основной части модели при ее нагреве.
Наиболее часто применяют выплавление моделей в горячей воде, в расплавленном модельном составе, горячим воздухом и перегретым паром. Перед началом выплавления очищают торец литниковой чаши от остатков оболочки. Если в блоке предусматриваются технологические приливы, то их обламывают. Через образовавшиеся отверстия лучше удаляется модельный состав. После выплавления отверстия заделывают ремонтной пастой. Для выплавления модельного состава блоки устанавливают в ем¬кость чашей вверх (вода или модельный состав) или чашей вниз (горячий воздух), выдерживают требуемое время и извлекают. Поворачивая его в разные стороны, стараются вылить остатки модельного состава.
После выплавления модельного состава блоки осматривают и ис¬правляют дефекты (трещины и поломы) жидкостекольной пастой с пыле¬видным огнеупором.
Выплавляемый модельный состав снова используется для приго¬товления моделей.
Формовка и прокаливание оболочковых форм
Оболочки формуют в целях предотвращения образования в них трещин или разрушения их при прокаливании и заливке. Наибо-лее рас¬пространена засыпка холодных оболочек сыпучим наполнителем перед прокаливанием.
Технология формовки осуществляется в следующей последова¬тельности. На дно опоки насыпают небольшой слой наполнителя с таким расчетом, чтобы верхний уровень торца литниковой чаши при установке блока был примерно на уровне верха опоки, затем устанавливают обо¬лочки, чашу закрывают крышкой и опоку полностью засыпают наполни¬телем.
После этого опоку устанавливают на вибростенд и уплотняют наполнитель при амплитуде колебаний 0,5-0,6 мм и частоте колебаний опоки около 1400 мин-1. Часто уплотнение наполнителя производят по¬стукиванием молотком по стенкам опоки во время его засыпки.
В качестве наполнителя обычно используют кварцевый пе-сок. При нагреве он расширяется и сдавливает оболочку, в результате чего в ней могут образовываться трещины, через которые песок может попасть в форму и вызвать засор отливок. Поэтому для крупных форм с разветв¬ленными поверхностями, когда возможность образования трещин очень велика, применяют жидкие цементные наполнители или наполнители с малым коэффициентом термического расширения (например, шамот), а также наполнители с добавкой 1-3%-ной борной кислоты или буры. В последнем случае наполнитель при нагреве спекается, и даже при наличии трещин песок не попадает в полость формы. При этом затрудняется выбивка форм. С заформованных оболочек снимают крышки и форму направляют в печь для прокаливания.
Формы прокаливают для удаления газотворных составляю-щих, повышения прочности и лучшего заполнения полостей распла-вом в окислительной среде при 800-1000°С.
Полностью прокаленные оболочки должны иметь светлый излом (обычно белый или розовый). Недостаточно прокаленные оболочки име¬ют черный излом, обладают повышенной газотворной способностью и низкой газопроницаемостью, приводящей к появлению газовых раковин в отливках.
При использовании в качестве огнеупорного материала кри-стал¬лического кварца рекомендуется вести нагрев со скоростью не более 200°С/мин, а начиная с 700°С - со скоростью до 50°С/мин.
Оболочковые формы для заливки черных сплавов (сталь, чугун) должны быть нагреты до 800-900°С, сплавов на основе никеля - до 900-1100°С, на основе меди - до 600-700°С, на основе алюминия - до 200-250°С. Формы для литья отливок из медных и алюминиевых сплавов по¬сле прокаливания должны охладиться до указанной температуры.
Финишные операции
Залитые оболочковые формы поступают на финишные опе-рации, включающие выбивку форм, предварительную очистку отли-вок от обо¬лочки, отделение стояков и литников отливок и оконча-тельную очистку отливок.
Оболочковые формы без опорного материала после заливки и ох¬лаждения отливок поступают на предварительную очистку. Формы, уп¬рочненные сыпучим материалом, легко выбиваются при опрокидывании опок на провальную решетку, а формы с жидким упрочняющим материа¬лом выбиваются на выбивных решетках.
Предварительная очистка отливок от оболочки осуществля-ется путем удара по литниковой чаше или на выбивных вибрацион-ных уста¬новках. При этом оболочки удаляются только с наружных частей отлив¬ки, но остаются в поднутрениях, в полостях и в отвер-стиях.
Отливки отделяются от литников отрезкой на металлорежу-щих станках, абразивными кругами или вручную ножовками.
Окончательную очистку отливок производят механическими и хи¬мико-термическими способами. К механическим способам относятся очи¬стка металлическими щетками и пескоструйная очистка мелким кварце¬вым или металлическим песком.
Очистку отливок со сложным и точным рисунком проводят химико-термическим способом в водных растворах щелочей. В про-цессе очистки в щелочном растворе NaOH или, что эффективнее, в КОН, протекают две основные реакции:
2KOH+SiO2>K2SiO3+H2O,
2КОН+СО2>К2СО3+Н2О.
Водный раствор должен содержать 45-50% щелочи и должен быть подогрет до температуры 90-95°С.
Основными факторами, определяющими скорость очистки, явля¬ются содержание свободной щелочи и температура раствора. При кипе¬нии происходит интенсивное омывание отливок раствором, и время очи¬стки сокращается. Например, 30%-ный кипящий раствор щелочи эффек¬тивнее очищает отливки, чем 50%-ный при той же температуре.
Алюминиевые отливки очищают исключительно механиче-ским способом, так как химико-термический способ выщелачивания приводит к растворению не только керамики, но и материала отлив-ки.
4.5. Литье в металлические формы
Особенностью процесса является применение металлической формы, полость которой заполняется расплавленным металлом. После затвердевания металла форму раскрывают, извлекают отливку, производят соответствующую подготовку формы (очистку, обдувку, окраску) и вновь заливают ее металлом. Процесс может продолжаться многократно в зависимости от характера заливаемого сплава и стойкости металлической формы. При литье в металлические формы иногда используются песчаные стержни.
Преимущества литья в металлические формы:
1. Уменьшение припусков на обработку. Получаются отливки высокой степени точности и с хорошей чистотой поверхности. Идентичность серии отливок.
2. Повышение механических свойств и качества отливок. Отсутствуют такие дефекты отливок, как засор, ужимины, газовые раковины, пригар. Улучшаются механические свойства сплавов за счет более высокой плотности по всему сечению отливки.
3. Повышение производительности и снижение трудоемкости. При массовом производстве, несмотря на высокую стоимость оснастки, себестоимость отливок снижается.
Недостатки литья в металлические формы:
1. Высокая трудоемкость и стоимость изготовления оснастки.
2. Сложность конструирования литниковой системы.
Требования к конструкции отливок для металлических форм:
1) простота, при которой большая часть поверхности отливки может выполняться в несложной форме;
2) отсутствие резких переходов от толстых стенок к тонким, отсутствие выступающих частей, острых углов, углублений и поднутрений;
3) наличие достаточной толщины стенок отливки для заливки без перегрева металла и чрезмерного подогрева формы.
Разновидности литья в металлические формы: литье в кокиль, литье под давлением, центробежное литье, непрерывное литье, литье вакуумным всасыванием, литье выжиманием. Рассмотрим некоторые из них.
Литье в кокиль
При литье в кокиль расплав заполняет металлическую форму под действием сил гравитации. Суть процесса заключается в подготовке кокиля (разогрев, окрашивание, сборка), заливка металла и извлечение отливки из кокиля после ее отверждения.
Конструкции кокилей. Кокили бывают неразъемные (вытряхные), с вертикальной плоскостью разъема, с горизонтальной плоскостью разъема. Кокили с вертикальной линией разъема чаще всего применяются для получения полых отливок.
Полость при этом можно получить или при помощи песчаного стержня, или путем выплеска излишнего металла после получения требуемой толщины стенки отливки намораживанием.
При отливке мелких деталей применяют моногогнездные кокили.
В конструкции кокиля должны быть устройства для сборки и скрепления половин кокиля, а также устройства для извлечения отливки из кокиля – толкатели. Толщина стенки кокиля зависит от состава заливаемого сплава и его температуры, материала, из которого изготавливается сам кокиль. Толщина стенки кокиля должна быть достаточной, чтобы обеспечить заданные режим охлаждения отливки, достаточную жесткость и минимальное коробление при нагреве.
Для удаления воздуха и газов из рабочей полости кокиля в его конструкции предусматривается вентиляционная система, которая обеспечивает направленное вытеснение воздуха из полости кокиля. Для вывода воздуха используются открытые выпора, прибыли, зазоры по плоскости разъема и специальные вентиляционные каналы. В местах углубления формы при заполнении ее расплавом могут образоваться воздушные мешки. В этих местах устанавливают вентиляционные пробки с учетом последовательности заполнения формы расплавом.
Материал для кокилей. В процессе эксплуатации в кокиле возникают значительные термические напряжения вследствие чередующихся резких нагревов и охлаждений. Материал кокиля должен хорошо противостоять термической усталости, иметь высокие механические свойства и минимальные структурные превращения. Наиболее широко применяется серый чугун марок СЧ20 и СЧ25, поскольку они имеют ферритно-перлитную структуру с мелким графитом. Используются также низкоуглеродистые стали: сталь 10 и сталь 20. Для мелких чугунных или алюминиевых отливок возможно применение в качестве материала сплавов кокилей АЛ9 и АЛ11. Также кокили анодируют, в результате чего на их рабочей поверхности образуется износостойкая пленка из окислов толщиной 0,4 мм. Для изготовления кокилей используется и медь. Благодаря ее высокой теплопроводности отливки в этих кокилях быстро затвердевают. Стойкость кокилей зависит от материала и рода заливаемого сплава и колеблется от нескольких сотен до десятков тысяч заливок.
Технология кокильного литья и подготовка кокиля перед заливкой заключается в его отчистке от слоев загрязнения, ржавчины, смазки. Затем кокиль нагревают газовой горелкой или электронагревателем до температуры 150-180 0С и наносят слой краски - огнеупорное покрытие. Состав облицовочного покрытия зависит от заливочного сплава, а его толщина - от требуемой скорости охлаждения отливки. Кроме этого слой покрытия предохраняет поверхность кокиля от схватывания с заливаемым сплавом.
Покрытия изготавливаются из огнеупорных материалов, связующих, активаторов и стабилизаторов. В качестве огнеупорных материалов используется пылевидный кварц, окислы металлов, мел, графит, асбест. Связующие – жидкое стекло, огнеупорная глина, сульфидный щелок. Активаторы: бура, борная кислота, кремнефтористый натрий, марганцово-кислый калий. В качестве стабилизаторов используются поверхностно-активные вещества ОП 5, ОП 7. В качестве растворителя используется, как правило, вода.
После нанесения покрытия кокиль нагревают до температуры рабочей поверхности в зависимости от вида заливаемого сплава: Al – до 250-350оС, Mg – до 250-400 оС, медные – до 120-200 оС, чугун – до 300-450 оС, сталь - до 150-300 оС. Чем меньше стенка отливки, тем больше температура нагрева кокиля. Затем в кокиль устанавливают стержни, половинки кокиля соединяют и скрепляют. В кокиль заливают расплав, и после охлаждения отливки до заданной температуры кокиль раскрывают и удаляют отливку, используя специальные толкатели. Перед повторным циклом осматривают рабочую поверхность и плоскость разъема. Огнеупорную краску наносят 1-2 раза в смену. После этого, если кокиль остыл ниже рабочей температуры, его подогревают, а если он имеет температуру выше необходимой, его охлаждают. Первые отливки часто имеют дефекты поверхности типа газовых раковин. Это является следствием повышенного содержания жидкого стекла в краске. При последующих заливках дефект уже не образуется. Слой краски уменьшает теплопроводность стенки кокиля, и, изменяя толщину и состав слоя краски, можно изменять скорость охлаждения. Большое значение это имеет при изготовлении отливок из чугуна, склонного к отбелу поверхностного слоя.
Литье под давлением
Сущность литья под давлением заключается в том, что форма заполняется расплавом под действием внешних сил, превосходящих силы гравитации, а затвердевание отливки происходит под избыточным давлением. Сочетание этих двух особенностей процесса позволяет получать отливки высокого качества. Чистая поверхность и точные размеры рабочей полости металлической пресс-формы, высокая скорость движения расплава позволяют резко сократить продолжительность заполнения, улучить заполняемость и получить тонкостенные отливки сложной конструкции с чистой поверхностью. Внешнее давление на затвердевающий расплав и высокая скорость охлаждения в металлической форме способствуют измельчению структуры металла в отливке, уменьшению усадочных дефектов, повышению механических свойств.
Литьем под давлением изготавливают отливки из цветных, магниевых сплавов, латуни, реже из чугуна, стали и бронзы.
Размеры и масса отливок зависят от мощности машин, на которых осуществляется процесс. Чем больше усилие запирания пресс-формы может развить запирающий механизм машины, чем большее давление и скорость перемещения развивает ее прессующий механизм, тем больших размеров отливки можно получить. Причем здесь большую роль играет не вес отливки, а ее габаритная проекция внешнего контура на прессовую плиту.
Литье под давлением протекает в следующей последовательности: расплавленный металл заливается в камеру прессования, затем под действием поршня, перемещающегося в этой камере, металл через литниковые каналы запрессовывается в полость металлической пресс-формы, затвердевает под избыточным давлением и образует отливку. После затвердевания и охлаждения из отливки вначале извлекаются стержни, затем пресс-форма раскрывается и при помощи специальных толкателей отливка извлекается из пресс-формы. Далее от отливки отделяют литники и зачищают заусенцы (облой).
Подготовка пресс-формы к работе. Сначала проверяют работу всех механизмов на холостом ходу, затем с помощью газовой горелки или электроподогревателя нагревают пресс-форму до технологической температуры, зависящей от вида заливаемого сплава. Иногда подогрев производят при помощи нескольких запрессовок, отливки при этом идут в брак и на переплавку. После нагрева смазывают полость пресс-формы и камеру прессования специальным смазочным материалом, который предохраняет поверхность от химического, механического и теплового воздействия струи заливаемого металла, предотвращает «приваривание» отливки к пресс-форме. Для отливок из алюминиевых сплавов используют водоэмульсионные материалы типа Графитол-Э и Прессол-Э, содержащие воду, масло МС-20, графит и поверхностно-активные вещества.
Для предотвращения задиров используют специальные материалы типа Алюминол НГ на масляной основе с добавками твердого наполнителя (графита, алюминиевого порошка) и различных присадок.
Конструкция машины литья под давлением. Различают машины с холодной и горячей камерами прессования.
В горячекамерных машинах камера прессования располагается непосредственно в тигле и сообщается с ним отверстием, через которое в нее поступает расплав. При движении поршня вниз отверстие перекрывается, и расплав по специальному обогреваемому каналу поступает в полость пресс-формы. После затвердевания отливки поршень возвращается в исходное положение и остатки расплава сливаются в камеру прессования.
Машины с горячей камерой более производительны, однако механизм прессования работает в очень тяжелых условиях, он быстро изнашивается и требует замены.
Машины с холодной камерой прессования требуют заливки расплава вручную или при помощи манипулятора. Они позволяют развивать большие усилия запирания и имеют большие камеры прессования. Однако в таких машинах трудно получить особо мелкие отливки, так как расплав быстро охлаждается в камере прессования и заполняемость форм ухудшается.
Конструкции пресс-форм и материалы для их изготовления. Пресс-форма может иметь одну или несколько рабочих полостей для получения отливок, стержни и вставки, систему каналов для подвода расплава и отвода воздуха и газов (вентиляционную систему), а также систему толкателей для удаления готовой отливки из пресс-формы.
Пресс-форма обычно состоит из двух частей: неподвижной и подвижной. Неподвижную половину пресс-формы крепят к неподвижной плите машины и со стороны камеры прессования соединяют с литниковой системой. Отливку всегда устанавливают так, чтобы ее внутренние и наружные поверхности располагались таким образом, чтобы при раскрытии пресс-формы отливка оставалась в ее неподвижной части. Для удаления отливки из подвижной части пресс-формы в последней делают систему выталкивателей. В зависимости от назначения детали пресс-формы бывают: формообразующие и конструктивные.
Формообразующие детали непосредственно соприкасаются с расплавом и оформляют отливку. К ним относятся рабочие вкладыши, вставки, неподвижные и подвижные стержни, выталкиватели, литниковые втулки, рассекатели и тд. Эти детали при работе подвергаются силовому, тепловому и химическому воздействию расплава. Они не должны вступать в физико-химическое воздействие с расплавом, должны обладать высоким сопротивлением термоциклическим нагрузкам, высокой твердостью, вязкостью и прочностью при нагреве, малым коэффициентом термического расширения, должны хорошо обрабатываться, мало деформироваться при термообработке. Такими свойствами обладают специальные стали, легированные вольфрамом, хромом, никелем, молибденом, ванадием.
Конструктивные детали пресс-формы изготавливают из сталей 35, 40, 40Х, 45. Для придания необходимых свойств формообразующие детали подвергают химической и химико-термической обработке.
Центробежное литье
Центробежный способ литья состоит в том, что жидкий металл заполняет вращающуюся форму, чаще всего металлическую, а в некоторых случаях изготовленную из формовочной смеси или специальной резины под действием центробежных сил. Благодаря действию центробежных сил из металла удаляются различные неметаллические частицы (пузырьки воздуха, шлак и т.д.). Эти частицы как более легкие сосредотачиваются у внутренней поверхности и удаляются при механической обработке отливок, поэтому припуск на механическую обработку назначается больше на внутреннюю поверхность.
Форма может вращаться вокруг вертикальной или горизонтальной, или наклонной осей, а также одновременно вокруг горизонтальной и вертикальной осей.
Горизонтальная или слегка наклоненная ось вращения формы применяется для литья отливок цилиндрической формы (втулок, колец и т.д.) (рис.83,б), вертикальная ось вращения - для фасонных отливок и отливок без центрового стержня (рис.83,а).
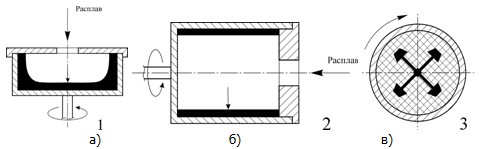
Рис.83. Схемы центробежной отливки
Центробежный способ литья осуществляется по двум схемам:
Первая – центробежную силу используют для образования внутренней полости отливки, которая приобретает форму цилиндра. Ось отливки совпадает с осью вращения формы.
Вторая – предусматривает использования центробежной силы только для заполнения формы металлом, отливка оформляется самой формой (рис.83,в).
Для получения отливок центробежным литьем с горизонтальной осью вращения применяют формы двух типов: металлические нефутерованные и футерованные различным песчаным составом. Нефутерованные изложницы быстро отводят тепло от жидкого металла, поэтому уменьшается ликвация и измельчается зерно в отливке. Также формы выдерживают от нескольких сотен до нескольких тысяч заливок в зависимости от свойств заливаемого сплава. Для увеличения стойкости форму охлаждают водой или воздухом, циркуляцией воды по каналам изложницы, разбрызгиванием воды или погружением изложницы в ванну.
При литье тел вращения со сложным наружным контуром применяют футерованные изложницы. Изложницы футеруют песчано-глинистым или песчано-смоляными смесями, а также сухими теплоизоляционными покрытиями. Использование таких форм уменьшает скорость охлаждения, но увеличивает стойкость изложниц. Сухие теплоизоляционные покрытия наносятся на поверхность тонким слоем при вращении изложницы с постоянной скоростью. В качестве материалов используют кварцевый песок, фосфористую муку. Стойкость футерованных изложниц доходит до 5000 отливок.
Для отливок из цветных сплавов наиболее характерными дефектами являются мелкие спаи на поверхности, расслоенность, газовая пористость, горячие трещины. Для предотвращения этих дефектов формы покрывают специальными красками, защищающими также форму от износа и облегчающими извлечение отливки. В качестве защитного покрытия используют ацетиленовую копоть, натирают графитом или смазывают форму краской из минерального масла (олифа) с графитом.
Одним из главных параметров при центробежном литье является выбор скорости вращения формы: недостаточная скорость не позволяет получить отливку заданной конфигурации, чрезмерно высокая частота вызывает возникновение дефектов отливок (трещин, ликвации, разнотолщинность отливок).
Центробежное литье в резиновые формы. Сущность процесса: на резиновый диск укладывают металлическую мастер-модель, поверхность диска покрывают разделительным составом и накрывают вторым диском. Такой «бутерброд» помещают в термостат и производят вулканизацию под прессом. После этого диски разбирают, в них прорезают литниковую систему. Обычно этим способом получают небольшие отливки из свинцовисто-оловянистых сплавов. На диске по его периферии размещают до 10 мастер-моделей. В центре верхнего диска выполняют литниковую воронку с радиальными литниковыми ходами и заливают форму на центробежной установке с вертикальной осью вращения формы.
Резиновые формы изготавливают из силиконового полимера с наполнителем аэросилом.
Ассортимент заливаемых сплавов при данном процессе ограничивается сплавами, температура плавления которых не превышает 320 0С. Это обуславливается термостойкостью резины. Резиновые формы выдерживают сотни заливок. Вызывает интерес процесс использования форм из песчано-глинистых смесей вместо резиновых керамических форм. Заливаемый сплав для этих форм может иметь более высокую температуру.
4.6. Литье по газифицируемым моделям
Для изготовления газифицируемой модели применяется пе-нополистирол, поэтому процесс называют методом литья по пенопо-листироловым моделям.
Изготовленную из пенополистирола модель с литниковой системой окрашивают, формуют сухим кварцевым песком или жидкоподвижной смесью и заливают металлом. Под воздействием высокой температу¬ры модель газифицируется и ее место занимает металл. После охлажде¬ния отливку выбивают и очищают.
Достоинствами этого способа являются:
- отсутствие разъема у моделей любой сложности;
- исключение операций извлечения модели из формы, что значительно упрощает процесс изготовления модели и формы;
- отсутствие дефектов по разъему, формовочных уклонов и др.;
- отсутствие отдельно изготавливаемых и проставляемых стержней;
- при формовке можно применять сыпучий материал без связующих, т.е. отпадает необходимость в приготовлении формовочных и стержневых смесей.
Однако при сгорании пенополистирола выделяется большое ко¬личество газов, поэтому на участке заливки форм необходимо обеспечивать хорошую вентиляцию.
Способ литья по газифицируемым моделям применяется для изготовления скульптур, колоколов, украшений и т.д.
Материалы для моделей
Материалом для приготовления моделей служит пенополи-стирол, основную часть объема которого занимает воздух (более 99,8%) и незначительную - полистирол.
Для художественного литья используется пенополистирол в виде прямоугольных плит с размерами: длина - 500-1000 мм, ширина -400-700 мм, толщина - 25,35,50,70,100 мм.
Изготовление пенополистироловых моделей
Для художественных отливок модели изготавливают из гото-вого или вспененного пенополистирола с помощью быстроходных фрез или приспособления с нагретой нихромовой проволокой, через которую пропускается электрический ток с напряжением 12 В. Тем-пература проволоки подбирается так, чтобы поверхность среза получалась ровной и гладкой. Она колеблется в пределах 200-450°С в зависимости от плотности разре¬заемого пенополистирола. Массивные части модели следует выполнять полыми, а отверстия в этих полостях заглушать вставками.
Отдельные части модели можно склеивать легковыгораемы-ми материалами. Хорошие результаты получаются при использова-нии смо¬лы МФ-17. Смазанные смолой поверхности прижимают друг к другу и выдерживают 30-45 мин. Небольшие поверхности склеивают быстросох¬нущим поливинилацетатным лаком. Можно применять водные клеи на основе дикстрина, казеина и т.п. Они медленнее сохнут, но при этом по¬лучается очень тонкий клеевой слой.
Соединение элементов модели можно проводить методом «свар¬ки растворителями». Для этого отходы пенополистирола рас-творяют в стироле, толуоле, дихлорэтане и других растворителях до достижения консистенции клея. Полученный состав наносится тонким слоем на соединяемые поверхности. При этом материал модели несколько растворяется и после соединения поверхностей и выдержки под небольшим дав¬лением в течение 8-10 мин образуется прочный шов. Сварка растворени¬ем обеспечивает однородность материала модели и соединительного шва.
После сварки приступают к исправлению дефектов на по-верхно¬сти моделей. Дефекты поверхности можно обклеивать тонкой бумагой, предварительно увлажнив модель. Поры можно заделывать воскообраз¬ным материалом (парафин, стеарин и т.д.), небольшие модели погружа¬ют в расплавленную воскообразную массу при температуре 90-130°С. Полученный тонкий слой хорошо поддается полировке. Для этих же целей можно использовать пастообразный состав пенополистирола, растворенного в органических растворителях. Отдельные крупные де¬фекты устраняют путем их разделки и запрессовки пенополистироловых вставок.
Сглаживание поверхности осуществляется оплавлением с помо¬щью обдувки горячим воздухом или зачисткой наждачной бумагой. Дви¬жения при зачистке должны быть направлены в одну сторону. В против¬ном случае поверхность не получится гладкой.
Материал для форм
Для приготовления форм по пенополистироловым моделям в качестве наполнителя можно использовать сухой огнеупорный материал без связующего. Однако применение такого наполнителя требует точно¬го выполнения параметров заливки: температуры металла, степени уп¬лотнения наполнителя и скорости подъема металла в форме при заливке. При несоблюдении этих условий возможно обрушение наполнителя, что ведет к браку отливок. Для получения качественной отливки обычно пенополистироловую модель формуют в следующих смесях: песчано-цементной, жидкостекольной самотвердеющей, самотвердеющей смеси со смоляными связующими, жидкоподвижной самотвердеющей и др.
Противопригарные покрытия
Для предохранения отливки от пригара при заливке чугуна и медных сплавов, а также от образования грубой поверхности из-за не¬равномерного уплотнения смеси на поверхность пенополистироло-вых моделей наносят противопригарные покрытия (табл.5).
Таблица 5
Составы противопригарных покрытий, масс %
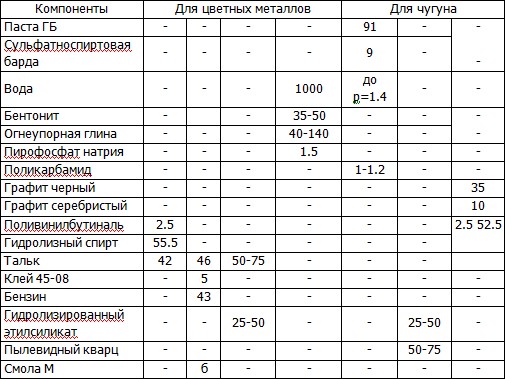
Противопригарные покрытия должны обладать высо¬кой газопроницаемостью, иметь хорошую адгезию к материалу модели, быстро высыхать, упрочняться на воздухе и иметь высокую прочность.
Все противопригарные покрытия можно подразделить на водные и с органическими растворителями (спирт, бензин). Водные покрытия требуют подсушки при 40-50°С в течение нескольких ча-сов. Не рекомендуется использовать краски на жидком стекле, так как они резко снижа¬ют газопроницаемость моделей.
Последовательность операций при изготовлении отливок
Монтаж модельных блоков. Для литья по газифицируемым мо¬делям применяется сифонная литниковая система, желательно с выпо¬рами. Элементы литниковой системы изготавливают из пенопо-листирола. Если литниковая система имеет большие размеры, то ее делают полой. Сборка модельных блоков производится склеиванием или сваркой.
Окрашивание моделей. Окрашивание моделей произво-дится для предохранения поверхностей от пригара и деформирова-ния модели. Противопригарные покрытия наносятся кистью или ме-тодом погруже¬ния. Учитывая малую плотность модели, погружение в жидкую краску представляет определенные трудности. Из-за значительной силы выталкивания на модель действуют усилия, которые могут сломать ее или отломать от стояка.
Помимо приведенных выше составов огнеупорных покрытий (см.табл.5) применяют и более простые. Модельный блок покрывают 3-5%-ным раствором органического клея (казеинового, столярного, поливинилацетатного и др.) в воде и обсыпают пылевидным кварцем и дру¬гими огнеупорными материалами. Полу-ченный слой сушат при 20-40°С в течение 1-2 ч и затем блоки подают на формовку.
Формовка моделей. При формовке сухим наполнителем без свя¬зующего используют перфорированные опоки с дном. На дно насыпают слой песка толщиной 10 -30 мм и устанавливают модель-ный блок. Затем засыпают песок с постукиванием по стенкам опоки для лучшего уплотне¬ния. Модель необходимо устанавливать так, чтобы исключались поднут¬рения со стороны засыпки песка, развитая поверхность должна распола¬гаться сверху. Нельзя производить засыпку модели нагретым песком, так как может произойти оплавление и усадка модели.
Литниковую систему (чашу, стояк) следует облицовывать огне¬упорным составом для получения неразмываемых каналов. Облицовка производится песчано-глиняной смесью, огнеупорной глиной или жидкостекольным составом.
При формовке смесью со связующим уплотнение опок с мо-деля¬ми производится вибрацией, встряхиванием, трамбованием по-сле нане¬сения на модель вручную облицовочного состава. Чаще всего используют самотвердеющие смеси на жидком стекле, синтетических смолах или применяют СО2-процесс.
Заливка форм металлом. Заливка металла имеет решающее зна¬чение для качества поверхности отливки. Металл, соприкасаясь с пенополистиролом, оплавляет его и газифицирует, в дальнейшем между ним и моделью образуется зазор. При медленной заливке, т.е. при медленном подъеме уровня металла, в форме образуется большой зазор, и лучеиспускание металла оплавляет пенополистирол, часть которого попадает на зеркало металла и испаряется. При повышении скорости заливки зазор уменьшается и образуется достаточный объем расплавленного пенополистирола, закрывающего зеркало металла и ис-паряющегося. Разложение полистирола до летучих веществ происходит с поглощением тепла, и поэтому под ним образуется тонкая корочка метал¬ла. Часть жидкого полистирола может при-клеиваться к стенкам формы и образовывать на ней складки. В жидком полистироле под дей¬ствием высокий температуры (чугун, медные сплавы) образуется вторич¬ная газовая и твердая фазы. Твердая фаза состоит из сажистого углеро¬да и коксового остатка. Поэтому на отливках из чугуна и медных сплавов при высокой скорости заливки могут появиться углеродистые засоры.
4.7. Литье в формы, изготовленные
вакуумно-пленочной формовкой
Технология изготовления отливок по вакуум-процессу заключается в следующем (рис.84).
Модельную плиту 5 с закрепленной на ней моделью 2 уста-нав¬ливают на столе формовочной установки, представляющей со-бой ваку¬умную камеру 1. Модельная плита и модель имеют сквозные отверстия 4, соединенные с вакуумной камерой, через которые можно откачивать воздух при подключении камеры к ва-куумному насосу.
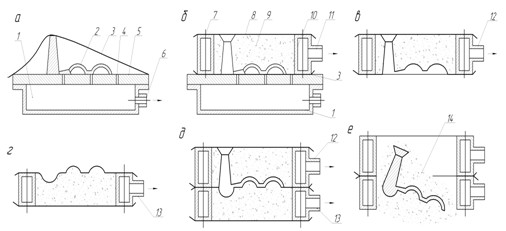
Рис.84. Последовательность операций при вакуумно-пленочной формовке: а - накладывание пленки на модельную плиту; б - изготовление верхней полу-формы; в - верхняя полуформа; г-нижняя полуформа; д - форма в сборе; е - выбивка отливки
Синтетическую пленку 3, закрепленную в специальной рам-ке, при помощи электрического или газового устройства подогрева-ют до 80-120°С и вместе с рамкой накладывают на модель и модельную плиту. При этом вакуумную камеру формовочного стола установки подключают к вакуумному насосу через патрубок 6. Воздух, находящийся между моделью и синтетической пленкой, удаляется через отверстия в модели и плите 5, и под действием разности давлений подогретая синтетическая пленка, растягиваясь, плотно облицовывает модель вместе с мо¬дельной плитой. На поверхность пленки вручную или пульверизатором наносится слой противопригарной краски. После этого на облицованную пленкой модельную плиту устанавливают специальную опоку 7, двой¬ные стенки которой представляют собой вакуумную камеру, соединенную гибким шлангом с вакуумной системой. На внутренней стенке опоки имеются венты или мелкие отверстия 10, через которые можно откачи¬вать воздух из объема песка.
В опоку насыпают сухой песок 9 и уплотняют его вибрацией. Сверху на опоку с песком накладывают синтетическую пленку 8, при¬жимают ее к краям опоки при помощи рамки или каким-нибудь другим способом. Затем подключают вакуумную камеру опоки к вакуумной сис¬теме через патрубки 11, 12, 13. Через отверстия на внутренней стенке опоки воздух, находящийся в объеме песка, отсасывается, и сухой фор¬мовочный песок под действием атмосферного давления уплотняется, формовка на этом заканчивается. После этого модельную плиту отклю¬чают от вакуумной системы, воздух по каналам проникает между моде¬лью и синтетической пленкой, и готовая полуформа легко снимается с модели. Аналогичным образом изготавливается вторая полуформа. За¬тем при необходимости в нижнюю полуформу устанавливают стержни, производят сборку формы и заливку ее металлом.
После затвердевания отливки 14 процесс выбивки заключа-ется в простом отключении опок от вакуумной системы, песок при этом вместе с отливкой легко удаляется из опок. Отливку направля-ют на дальней¬шую очистку, песок после отделения его от пленки, корольков металла и охлаждения вновь поступает на повторное использование без какой-либо дополнительной регенерации.
Материалы для изготовления форм
Для вакуум-процесса используются синтетическая пленка, пески без связующих компонентов и вакуум.
Формовочные пески. При изготовлении форм для стального, чу¬гунного и цветного литья рекомендуется применять обычный кварцевый песок по ГОСТ 2138-91 с зернистостью 0,1 - 0,063 мм.
Для получения отливок с шероховатостью Rz 80 - Rz 40 при при¬менении песков зернистостью 0,1 - 0,315 мм следует добавлять в песок до 30% пылевидного кварца.
Противопригарные покрытия. Для получения отливок с шерохова¬тостью Rz 40 и предотвращения пригара на их поверхности следует при¬менять противопригарные покрытия, обладающие боль-шей огнеупорно¬стью, чем наполнитель формы. Покрытие наносится также с целью гер¬метизации рабочей поверхности формы после вы-горания синтетической пленки. Это способствует поддержанию отрицательного давления в объеме формы.
Требования, предъявляемые к покрытию:
- не должно растворять синтетическую пленку;
- должно иметь хорошую адгезию и наноситься равномерным слоем;
- высокую скорость высыхания слоя покрытия;
- высокую жаропрочность и низ¬кую смачиваемость распла-вом.
Покрытия состоят из четырех основных компонентов:
- жаропрочный наполнитель;
- связующее;
- растворитель;
- суспензионный агент для поддержания наполнителя во взвешенном состоянии
В качестве жаропрочных наполнителей чаще всего применя-ются пылевидный кварц, маршалит, графит, тальк. Связующие: фе-нольные смолы, поливинилбутираль. Растворители: этиловый, мети-ловый, изопропиловый спирты. Суспензион¬ные агенты: лигниновая, сульфановая и натрий-альгинитовая кислоты.
Краску наносят двумя-тремя слоями при помощи пульверизатора или кистью на модель после облицовки её синтетической плёнкой с последую¬щей воздушной тепловой сушкой каждого слоя.
Толщина покрытия определяется формой и толщиной стенок отливок и обычно составляет 100 - 300 мкм. На практике может применяться облицовка модели пылевидным кварцем слоем толщиной 3-5 мм.
Синтетические плёнки
Исключительно важную роль в вакуум-процессе играет синтетическая плёнка. Наиболее широко применя¬ется плёнка, представляющая собой сополимер этилена с винилацетатом.
К синтетической плёнке для вакуум-процесса предъявляются следующие требования:
- плёнка должна ложиться на модель плотно, точно по контуру без образования складок, морщин, пузырей и т.п.;
- растяжение плёнки в двух взаимно перпендикулярных на-правлениях желательно иметь одинаковым;
- пластическая деформация пленки должна быть максималь-ной при нагреве в интервале температур 60 - 160°С;
- при контакте с расплавленным металлом не должно быть выделения токсичных веществ.
Эти требования предъявляются лишь к пленке, которая вос-производит конфигурацию модели и в дальнейшем служит рабочей поверх¬ностью формы. Пленка, оформляющая контрлад, может быть изготовлена из менее качественных материалов и может обладать меньшей эластичностью.
Пленки типа поливинилхлоридных, выделяющие при сгора-нии токсичные вещества: хлор, хлористый водород, - использовать запрещается. Не рекомендуется применять синтетические пленки на основе поли¬винилового спирта, так как они отличаются существенной нестабильностью свойств и склонны к поглощению влаги.
Отечественная промышленность выпускает синтетиче-скую пленку СЕВИЛЕН (сополимер этилена с винилацетатом ТУ 6 - 05 - 163 -75).
Наиболее оптимальная толщина пленки 70-100 мкм. Чем толще пленка, тем больше ее формуемостью. Однако это не означа-ет, что с увеличением толщины пленки в два раза обязательно уве-личивается глубина вытяжки. Более того, толстая пленка, несмотря на лучшую формуемость, вызовет увеличение количе¬ства выделяю-щихся при заливке газов, а также повышенный ее расход и стои-мость. Исходя из этого, целесообразно использовать более тонкую пленку.
Модельно-опочная оснастка
Подмодельные плиты. Размер модельной плиты и вакуу-мируемой камеры следует выбирать в соответствии с размером при-меняющихся опок.
Рабочие поверхности модельной плиты должны точно и плотно об¬лицовываться синтетической пленкой без воздушных меш-ков и складок, для этого на рабочей поверхности модельной плиты выполняются отса¬сывающие отверстия диаметром не более 1,0 мм из расчета четырех от¬верстий на 100 см2 поверхности.
Размер отсасывающих отверстий увеличивать свыше 1,0 мм не ре¬комендуется, так как это может привести к затягиванию пленки в отвер¬стия, к разрыву ее и нарушению герметичности.
Для повышения технологичности конструкции модельной плиты от¬сасывающие отверстия выполняются ступенчатыми, т.е. отверстия диа¬метром 1,0 мм переходят в отверстия большего размера - диаметром 3-5 мм, которые сообщаются с вакуумной камерой формовочного стола.
В качестве материала модельной плиты рекомендуется ис-пользо¬вать дерево, так как в нем легко делать отсасывающие отверстия. Для модельной плиты можно пользоваться и пористым материалом, так как в этом случае вентиляционные отверстия не нужны. Рекомендуется применение деревянных модельных плит с отверстиями диаметром 3 мм, облицованных по всей поверхности порис¬тым металлическим листом Х1.8Н18 - ПМ (ПНС -10) ТУ 14-1-2173-77, имеющим толщину 1,0 мм, пористость - 30-45%; тонкость фильтрации - 8-10 мкм.
Модели
При изготовлении отливок методом вакуумной формовки мо-гут быть использованы модели с предварительным выполнением в них отсасываю¬щих отверстий. Количество и расположение отверстий определяется опытным путём при пробных облицовках моделей синтетической плёнкой и должно обеспечивать облицовку моделей и модельной плиты плёнкой без складок, морщин и воздушных пузырей.
Модели могут быть изготовлены из металла, дерева, пласт-массы, керамики и других материалов. Хорошие результаты достигаются при применении гипсовых моделей.
Линейную усадку принимают таких же размеров, как при литье в песчаные формы. Шероховатость рабочей поверхности модели должна на один-два класса быть выше требуемой шероховатости поверхности отливки.
Опоки
Конструкция опок должна предусматривать возможность быстрого отсоса воздуха из объема песка при формовке, заливке металла в форму.
Опока имеет двойные стенки, которые представляют собой ваку¬умную камеру, соединенную с вакуумным насосом. Для равно-мерного отсоса воздуха по всему объему формы вакуумная камера сообщается с полостью опоки через специальные фильтры.
Материал фильтра должен обладать жаростойкостью, газо-про¬ницаемостью, быть достаточно дешевым и долговечным. Хорошие ре¬зультаты показали пористый металлический лист и керамические фильт¬ры, изготовленные из смеси кварцевого песка и жидкого стекла.
При размерах опок более 600x800 мм рекомендуется приме-нение дополнительных отсасывающих труб с фильтрующей оболоч-кой.
Операции заливки, выбивки и контроль качества отливок
Заливка форм металлом и выбивка отливок. Основные требова¬ния к заливке форм:
- жидкий металл следует заливать в полость формы по воз-мож¬ности быстро и аккуратно, но непрерывно;
- в период заливки литниковая система должна быть запол-нена жидким металлом;
- так как синтетическая пленка полости формы расплавляется от тепла при заливке, необходимо, чтобы нагреваемая площадь была меньше, а скорость заливки больше;
- выпор для сообщения полости формы с атмосферой должен быть таким, чтобы в полости формы постоянно поддерживалось атмо¬сферное давление;
- струя жидкого металла не должна ударять в стенки формы;
- в отливку не должен попадать шлак и песок.
Заливка форм производится при остаточном давлении в по-лости опок:
- для алюминиевых сплавов……….510-460 мм рт. ст.;
- для чугуна……………………………….460-410 мм рт. ст.;
- для стали…………………………………410-360 мм рт. ст.,
Желательно, чтобы при вакуум-процессе температура заливки была на 10 -20°С выше, чем для сырой формы. Это объясняется тем, что при низкой температуре заливки газ, выделяющийся из синтетической пленки и других материалов, остается в жидком металле, а это часто приводит к образованию газовых пузырей и пор прямо под поверхност¬ной коркой отливки, поскольку тонкий слой жидкого металла прижимает¬ся к поверхности формы атмосферным давлением и быстро затвердева-ет. С другой стороны, если температура заливки слишком высока, может иметь место пригар. Поэтому очень важным является выбор умеренной температуры заливки, которая зависит от материала, толщины стенок и размера отливки.
Для вакуум-процесса целесообразно, чтобы время заливки было короче, чем для заливки обычных песчано-глинистых форм: фактически время заливки уменьшается на 20-30%. Это необходимо для того, чтобы до минимума свести площадь сгорания пленки при распространении теп¬ла от жидкого металла.
При большем увеличении скорости заливки происходит за-хватывание песка, окалины, шлака и газа. Удары струи жидкого металла в стенки формы могут привести к разрушению формы.
После затвердевания отливки форма отключается от вакуумной системы, и охлаждение отливки производится в песке. Время затвердева¬ния отливок в вакуумных формах при толщинах отливок до 30 мм анало¬гично времени затвердевания в обычных сухих песчаных формах.
Выбивка отливок производится отключением опок от вакуумной системы. Песок проваливается в приемный бункер, откуда он после се¬парации и охлаждения подается в бункер формовочной машины.
Контроль качества отливок, виды брака и меры его предупреждения. Контроль качества отливок осуществляется визуально или с по¬мощью специальных приборов. Изготовление отливок по вакуум-процессу сопровождается следующими видами брака:
- увеличенная шероховатость поверхности, которая может воз¬никать из-за низкого класса чистоты и загрязненности рабочей поверх¬ности модельной оснастки, "просечки" слоя противопригарной краски, "выхода" в облицовочный слой крупных фракций песка, при использовании крупнозернистого песка в облицовочном слое, а так-же если оста¬точное давление в форме при заливке выше рекомендованного. Этого можно избежать повышением чистоты и тщательной очисткой поверхно¬сти модельной оснастки, увеличением толщины слоя краски, уменьшени¬ем времени вибрации, отсеиванием крупных фракций песка из облицо¬вочного слоя и доводкой остаточного давления до установленных норм;
- заливы по разъему формы и нарушение геометрии из-за де¬формации модельной плиты при облицовке ее пленкой, этих недостатков можно избежать увеличением жесткости модельной плиты;
- песчаные раковины (засоры), возникающие из-за размыва и обвала формы, предотвращаются увеличением сечения элементов литниковой системы с целью уменьшения скорости истечения металла в полость формы;
- газовые раковины, которые появляются вследствие повы-шенного содержания газов в металле, недостаточной сушки противопригарного покрытия и кипения металла в замкнутых полостях отливок. Этот вид брака можно предотвратить дегазированием и тщательным раскислением сплава, увеличением времени сушки противопригарного покрытия и установлением выпоров или увеличением площади их сечения, а также повышением остаточного давления в форме при заливке металла.
4.8. Литье в гипсовые формы
Применение литейных гипсовых форм позволяет отливать многочисленные художественные изделия практически любой слож-ности из любых цветных сплавов, в том числе и благородных метал-лов. К достоинствам гипсовых форм следует отнести возможность получения гладкой поверхности отливки, достаточная газопроницае-мость в прокаленном состоянии, малая теплопроводность обеспечи-вающая спокойное заполнение формы и повышение жидкотекучести, относительно короткий срок изготовления.
Литье в гипсовые формы можно разделить на две группы. Формы из чистого гипса, обрабатываемые при температуре 200оС, используются при заливке легкоплавких сплавов. Формы на основе гипса с огнеупорным наполнителем и нагреваемые до 800оС, исполь-зуют для получения отливок из алюминиевых, медных сплавов, а также при литье изделий из благородных металлов. Технология ли-тья в формы с огнеупорным наполнителем более подробно будет освещена в п. «Ювелирное литье».
Литье легкоплавких сплавов
Наиболее часто применяемыми сплавами служат: третник (80% Pb, 62% Sn) и полиграфические сплавы (80% Pb, 12% сурьмы, 80% Sn), температура плавления 245 0С, температура заливки 320 0С; свинцово-сурьмистые сплавы (87% Pb, 13% сурьмы), тем-пература плавления 247 0С, температура заливки 320оС; цинково-алюминиево-медные сплавы Ц АМ4-3 2,5-3,5% Cu, 3,9-4,3% Al на цинковой основе, температура плавления 380-400оС, температура заливки 420-450оС.
Изготовление гипсовых форм
Материалом для моделей может служить пластилин, воск, модельная масса, дерево, пластик и т.д.
При формовке модель помещают на гладкую поверхность: стекло, фанера, плексиглас, промазывают зазоры пластилином, сма-зывают разделительной смесью – любым растительным или мине-ральным маслом, устанавливают обечайку из жести, дерева, картона. Пластилиновую модель предварительно покрывают слоем цапон-лака и высушивают.
Гипсовую смесь разводят до консистенции жидкой сметаны, добавляют замедлитель, тщательно перемешивают и выстаивают при постукивании или вибрации 5-7 минут.
К
источкой наносят на поверхность модели гипсовую смесь, тщательно окрашивая модель. Затем оставшуюся смесь заливают в обечайку. Аналогично изготавливают вторую полуформу. Если лит-никовая система не была заранее выполнена вместе с моделью, то ее прорезают в верхней плите. Питатель подводят к той части модели, которую впоследствии будет легче зачистить на отливке. При формовке объемной модели необходимо выполнить фальшивую плиту.
Гипсовые формы выдерживают на воздухе 2-3 часа для окончательного затвердения, а затем устраняют дефекты, нанося жидкий состав шпателем, затем зачищают форму и вновь подсушивают. Режим прокаливания формы зависит от гипсового состава и температуры заливаемого металла.
Плавка и заливка форм
Металл расплавляют в стальных или керамических тиглях до температуры, превышающей температуру плавления на 15-20оС. Признаком достижения нужной температуры является соломенно-желтый цвет расплава. Температура заливаемой формы зависит от вида отливки. При больших сечениях (более 2мм) металл можно заливать в холодную форму, при малых сечениях и большой протяженности отливки форму следует подогреть до температуры, равной половине или 1/3 температуры плавления заливаемого металла. Форму заливают спокойной струей без ее разрывов до тех пор, пока металл не покажется на выпорах.
При изготовлении ажурных изделий со сложным декором прибегают к принудительному заполнению сплавом – под давлением или к центробежному способу.
4.9. Ювелирное литье
Основной технологией литья ювелирных изделий является литье по выплавляемым моделям.
Различают технологию ювелирного литья в формы-монолиты и формы, образованные керамической оболочкой. Ювелирное литье в керамическую оболочку практически не отличается от изготовле-ния изделий промышленного и художественного назначения по вы-плавляемым моделям. Для изготовления форм-монолитов в ювелир-ном производстве применяют формовочную массу, в которую входят высококачественный гипс и огнеупорный наполнитель. Эта масса характеризуется высокой степенью чистоты компонентов по химическим примесям.
Главной особенностью получения форм-монолитов является применение вакуума и вибрации для изготовления формы. Это по-зволяет удалить пузырьки воздуха из формовочной смеси и поверх-ности модели.
Получение огнеупорной формы
Получение огнеупорной формы из единой смеси производит-ся методом заливки гипсового состава на модельный блок. В качестве жаропрочного наполнителя используют порошок из динаса сортов 7Д или БДЮ. Эти динасы имеют небольшое по сравнению с другими сортами содержание CaO, Fe2O и Al2O3 и содержат 96% фракции 0,08 мм SiO2. Чем меньше фракция, тем выше текучесть смеси. Более прогрессивными считаются гипсокристобалитовые смеси.
Кристобалит – это модификация кварца, прошедшего при нагревании ряд полиморфных превращений, он имеет две модификации: ? и ?-триадотомит. Указанные превращения сопровождаются увеличением объема. Это увеличение компенсирует усадку гипса и предотвращает растрескивание формы.
В качестве связующего используется высокопрочный гипс. При смешивании порошкообразного гипса с водой образуется соеди-нение CaSO4•2H2O. Химическая реакция разложения гипса (двуводного сульфата кальция) при 105-110оС протекает по реакции
CaSO4•2H2O= CaSO4•0.5H2O+1,5 H2O.
В интервале температур 170-200оС теряется оставшаяся кристаллизационная вода и образуется CaSO4, который может соединяться с водой. Поэтому дальнейшую обработку производят при температуре 200-400оС. При этой температуре полностью удаляется вода, образуя смесь нерастворимого и растворимого ангидрида. При температуре 450оС гипс превращается в так называемый «мертвый», а при 750-800оС - в эстрих гипс. При таком состоянии в форму из эстрих гипса можно заливать цветные металлы.
Состав формовочной смеси
На 70-75% ? кристобалита и ? кварца добавляется 25-30% высокопрочного гипса и 2-3% замедлителя (борная кислота, гашеная известь). Для увеличения жидкотекучести смеси в воду добавляют ортофосфорную кислоту.
Водно-массовое соотношение: 360-400 мл дистиллированной воды на 1 кг формовочной смеси - зависит от температуры окружающей среды и вида изготавливаемых изделий.
Изготовление моделей
При изготовлении моделей для ювелирного литья используют воскообразные модельные составы.
Для изготовления мастер-модели (примы) используют пла-стичные материалы, пригодные для лепки деталей и изделий, и со-ставы различной твердости для вырезания деталей и обработки их специальными инструментами.
Характеристика модельных составов для изготовления мас-тер-моделей:
Красный, мягкий – температура затвердевания 68оС, капле-падения - 73оС.
Красный, твердый – температура затвердевания 83оС, каплепадения - 91оС.
Зеленый – температура затвердевания 96оС, каплепадения - 105оС.
Синий – температура затвердевания 98оС, каплепадения - 105оС.
Усадка этих модельных составов 2-5%.
Изготовленную мастер-модель или используют сразу для по-лучения литейной формы, или снимают с нее пресс-форму для тира-жирования моделей.
Возможно изготовление виксинтовых пресс-форм непосред-ственно по мастер-модели, а возможно изготовление резиновых пресс-форм вулканизацией. Но в этом случае необходимо получить вначале металлическую мастер-модель. Применение пресс-форм из вулканизированной резины имеет ряд преимуществ перед гипсовыми и виксинтовыми: чистота поверхности, идентичность размеров, возможность использования метода запрессовки модельного состава.
Пресс-формы заполняются модельным составом вручную или при помощи шприцов.
Характеристика модельных составов
для изготовления выплавляемых моделей
Бронницкий ювелирный завод – температура плавления 74-63оС.
Темно-зеленый – температура плавления 68-65оС.
Светло-зеленый – температура плавления 66-60оС.
Красный – температура плавления 74-63оС.
Дальше восковые модели собираются на стояке круглой формы диаметром 6-8 мм. Модели собираются вокруг стояка под углом в несколько рядов при помощи термошпателя. Собранный блок закрепляют внизу литниковой воронкой в прорезь поддона.
Изготовление литейной формы
Литейная форма изготавливается на вибровакуумной уста-новке, которая позволяет производить смесеприготовление формо-вочной массы в вакуумном смесителе, заливку массы в спе-циальную оснастку с последующим вибрационным воздействием, а также производить вакуумирование формы в процессе заливки металла.
В емкость смесителя заливается необходимое количество дистиллированной воды, включается электропривод смесителя и подаются компоненты формовочной массы. Смешивание производится 3,5-4 мин, затем производится вакуумирование сметанообразной массы 1,5-2 мин. Далее формовочная смесь подается в вакуумированный контейнер-опоку, в котором установлен блок моделей. После заливки осуществляют разгерметизацию опоки, включают вибратор на 2-3 мин. Затем заполненную опоку укладывают на стеллаж до полной кристаллизации гипса, после выдержки не менее 3 часов опоки направляют на прокалку. Режим прокаливания зависит от размеров опоки:

Прокаленная опока помещается в установку вакуум-стакан, где и производится принудительная стопорная заливка.
Литье в керамические формы (Шоу-процесс)
Способ литья в керамические формы основан на принципах быстрого связывания частиц огнеупорного наполнителя гидролизо-ванным этилсиликатом в результате щелочной поликонденсации. По параметрам шероховатости этот способ конкурентоспособен с литьем по выплавляемым моделям. Преимущества способа – возможность отливки изделий большой протяженности (решетки, плиты) и короткий цикл изготовления. Недостатки – наличие плоскости разъема, необходимость соблюдения строгой технологической дисциплины и повышенная сложность из-за высокого расхода связующих и огнеупорных материалов.
Процесс изготовления отливок состоит в следующем. Приго-тавливают суспензию из гидолизованного раствора этисиликата и смеси огнеупорных материалов. В нее вводят гелеобразователь и выливают ее в модельную оснастку, где она через несколько минут затвердевает. Из затвердевшей формы извлекают модельную оснастку и поджигают пары спирта, испаряющегося из керамической формы. После выгорания форму прокаливают и заливают металлом. Для снижения расходов дефицитных материалов служит пресс под названием Композайт-процесс. В этом случае модель обкладывают мокрым войлоком или глиной и заформовывают опеку жидкостекольной быстротвердеющей смесью. После отверждения смеси из нее извлекается войлок или глина. В зазор между полученной формой и моделью заливается этилсиликатная суспензия. Получается комбинированная жидкостекольная форма с облицовочным слоем на этилсиликатном связующем. Облицовочный слой прокаливают газовой горелкой и заливают металлом.
Для изготовления керамических форм используются практи-чески те же материалы что и при литье по выплавляемым моделям. Новый дополнительный материал – гелеобразователь. В основном используются щелочные гелеобразователи (KOH, NaOH, триэтаноламин, фторокремнистый натрий и т.д.). Гелеобразователь вводят в суспензию непосредственно перед ее заливкой на модельную оснастку. Технологическое время гелеобразования должно быть минимальным, но достаточным для качественного приготовления суспензии и подготовки ее к заливке на модель. Хорошо перемешанная суспензия содержит много пузырьков воздуха. Для их удаления суспензию перед заливкой вакуумируют (30-60секунд) или вибрируют. В процессе отверждения керамика достигает эластичного состояния, при котором следует снять форму с оснастки, так как, усаживаясь, керамика затрудняет съем формы с модели. Из отвердевшей формы перед заливкой удаляют жидкую среду. Эта операция весьма ответственная, так как именно при ней в форме возникают микротрещины. Различают ускоренные, замедленные и комбинированные способы.
Ускоренные способы – поджигание на воздухе. При этом удаляется 80-90% жидкой фазы. Оставшуюся часть удаляют при обжиге.
Замедленные способы обеспечивают равномерное удаление фазы по всему объему.
Комбинированный способ применяют при Композайт-процессе – сначала облицовочный слой поджигают, а затем прокаливают горелкой.
В связи с низкой теплопроводностью керамики формы прокаливают в течение длительного времени. Так, при прокаливании газовой горелкой (1500оС) за 16 минут форма прогревается на толщину 10 мм. На практике время прокаливания горелкой составляет 20-40 минут. Режим прокалки в термических печах – загрузка при температуре 200-400оС, нагрев со скоростью 5-10оС в минуту и выдержка при температуре 850-900оС 1 час. Прокаленные формы смазывают разделительным составом, склеивают жидкостекольной суспензией, доводят до нужной темпе-ратуры и заливают.
|



