1.2. Литье древних статуй
Древние технологии литья скульптур. При литье статуй применяли как метод расчленения литейной формы, так и приемы цельнолитых скульптур с потерей восковой фигуры (т.е. по выплавляемым моделям). Если тщательно проанализировать древнюю литую статую царицы Напир-Асу из Элама, древнейшего государства, располагавшегося у северной оконечности Персидского залива, то можно заметить, что рука царицы оформлялась несколькими кусками литейной формы – заметны остатки заливов на границе кусков, а также вертикальный залив, идущий по руке, бедру и далее до самого низа фигуры, рис.7,а.
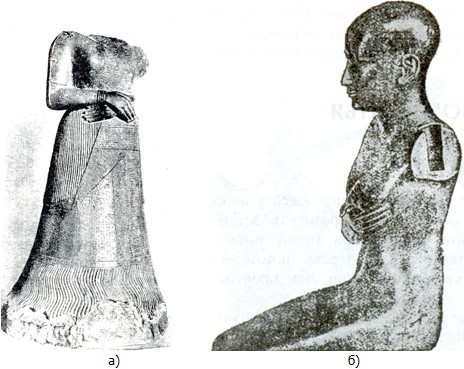
Рис.7. Статуя Напир-Асу, царицы Элама [Иран]. XV-XII вв. до н. э. Бронза (а); фрагмент статуэтки богини Исиды. X-VII вв. до н. э. (б)
Также была разработана технология изготовления сложных художественных отливок по частям с последующей их сборкой. Такая технология отливки изделия по частям является основной в нынешних условиях производства художественных отливок.
Примером технологии отливки по частям может служить не-большая статуэтка богини Исиды, относящаяся к X-VII вв. до н.э., рис.7,б. На плече богини находится вертикальный паз, в который будет вставляться отсутствующая левая рука, которая, по мнению специалистов, держит сына-младенца Гора.
На керамической чаше (вид снизу), относящейся к V веку до н.э., изображена технология изготовления бронзовых статуй, людей в натуральную и более величину, рис.8.
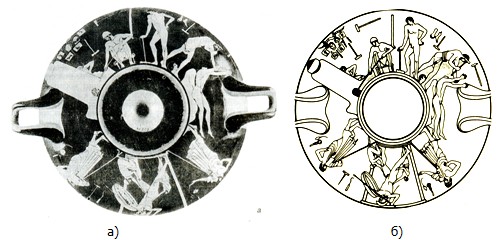
Рис.8. Керамическая чаша (а) и ее схема (б) с изображением процесса бронзо-вого литья в греческой мастерской. Около 490 г. до н. э. [7]
На чаше и схеме в левом верхнем углу показана шахтная плавильная печь. Стоящий за печью молодой работник раздувает мехи, обеспечивая тем самым необходимую температуру жидкого металла. Справа от печи на рогах висят раскрашенные пластины и маски – это благодарственные приношения, обеспечивающие защиту от неудач в работе, а возможно, - демонстрация типов изделий, изготовленных в мастерской. Справа от печи плавильщик работает с жидким металлом в печи, а, возможно, его помощник наблюдает за работой. С правой стороны мастер прилаживает руку к бронзовой статуе, находящейся на глиняном ложе. Отдельно отлитая голова еще лежит на полу. В нижней части рисунка чаши двое рабочих полируют большую статую воина в шлеме, стоящую на помосте. За их работой наблюдают два человека. Предполагают, что один – скульптор-автор статуи, другой – бронзолитейщик, воплотивший замысел скульптора в металл.
После отливки и сборки статуй устраняли неровности верхнего слоя, полировали поверхность, резцом и зубилом отделывали детали: бороду, волосы, складки одежды и проч. Губы делали из красной меди, зубы – из серебра, глаза инкрустировали стеклянной пастой или камнем. Последними наносили цветные штрихи.
На рис.9 для сравнения показаны два рукомойника – один, кавказской работы после чеканки (рис.9,а ) и киевский водолей в литом состоянии (рис.9,б) [5].
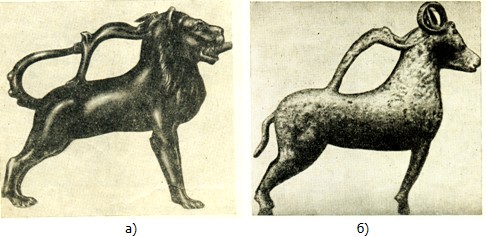
Рис. 9. Рукомойники: а – кавказской работы после чеканки,
б - киевский рукомойник в литом состоянии, кон. XII в.
Древние люди, в том числе и мастера, не любили патину, покрывающую ныне старинные изделия из бронзы, поэтому свои скульптуры они полировали до теплого золотистого цвета, как брон-зовый загар у человека.
Ранняя технология отливки конных статуй. Полагают, что до XVII-XVIII вв. крупные конные статуи изготавливали только по частям с последующим скреплением (сваркой, пайкой, механической сборкой) в единое целое [8].
Из античного времени до нас дошла лишь знаменитая грече-ская четверка лошадей, ныне украшающих собор Святого Марка в Венеции, рис.10.
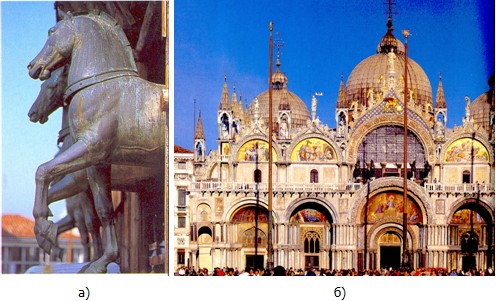
Рис. 10. Античные кони (а) на соборе Святого Марка (б)
Считают, эти в свое время позолоченные кони были изготовлены греческим скульптором Лисиппом в IV в. до н. э. для храма в Коринфе, где они простояли довольно длительное время. В 315 г н.э. римский император Константин перевез их в Рим для украшения Триумфальной арки. Затем их в качестве подарка отправили в Константинополь и установили на ипподроме. Во время IV крестового похода дож Венеции Энрико Дандоло в 1204 г. перевез их в Венецию, где они долгое время хранились в Арсенале вместе с военными изделиями. В 1360 г. по указанию Сената их установили на фронтоне церкви Святого Марка и они стали одной из эмблем республики. Генерал Бонапарт, завоевавший Италию, в 1797 году перевез скульптуры в Париж. С 1815 г. эти кони украшали собор Св. Марка, в настоящее время их отправили в музей, а над центральным входом установили точные копии этих знаменитых коней [9-11].
Эта четверка лошадей отливалась также по частям: голова с шеей, корпус, ноги, хвост, челка, сбруя – всего 10 частей. Схема отливки по частям крупной конной скульптуры показана на рис.11 [12].

Рис.11. Схема отливки по частям
крупной конной скульптуры [12]
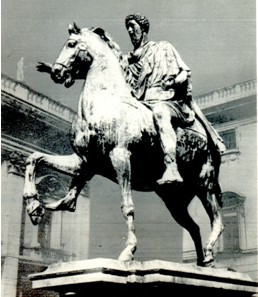
Рис. 12. Римский император Марк Аврелий
Второй античной конной скульптурой, дошедшей до нашего времени, является римская античная конная статуя императора Марка Аврелия на римском Капитолии, рис.12.
Статуи языческих богов и императоров после воцарения христианства были сброшены с пьедесталов, некоторые разбиты, они были занесены землей, поросли травой. Эта же статуя сохранилась, ибо христиане полагали, что она изображает императора Константина, принявшего христианство.
Первые известные работы эпохи Возрождения – конные статуи Гаттамелате в Падуе 1455 г. (скульптора Донателло), Коллеони в Венеции 1489 г. (скульптора А. Верроккьо) и некоторые другие отливали по частям, рис.13,а и б.
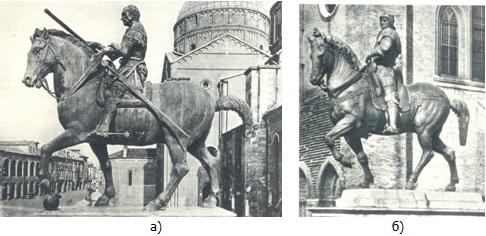
Рис. 13. Конные статуи эпохи Возрождения: а – кондотьер «Гаттамелата».
Донателло, Падуя; б – кондотьер «Коллеони». А. Верроккьо, Венеция
Конная статуя Леонардо да Винчи. Леонардо в Милане по заказу Людовика Моро приступил к созданию конного монумента его отца Франческо Сфорца. Работа над памятником тянулась с перерывами свыше 10 лет. Около 1490 г. Леонардо выполнил глиняную модель конной статуи в натуральную величину и установил ее в одном из дворцов герцогского замка.
Однако отливка памятника, первоначально задержанная из-за технических трудностей, потом не могла быть осуществлена из-за неблагоприятных политических событий. В 1499 г., во время захвата Милана войсками Людовика XII, модель было повреждена французскими стрелками, которые использовали ее как мишень для своих арбалетов. После 1501 г. сведения о модели в итальянских источниках не встречаются.
Памятник Сфорцу был единственным крупным скульптурным произведением Леонардо и притом получившим единодушно высокую оценку современников.
Новым в памятнике Сфорцу был его огромный масштаб: по своим размерам (высота около 7 м) скульптура Леонардо более чем в полтора раза превышала конные статуи Донателло – «Гаттамелата» - кондотьер в Падуе и Верроккьо – «Коллеони» - кондотьер в Венеции.
Сам Леонардо и его современники называли миланский памятник «великим колоссом»; в этом наименовании, очевидно, нашла отражение его исключительная выразительность в монументальном плане
Поразительной смелостью отличался его первоначальный замысел: Леонардо хотел представить всадника на вздыбленном коне, попирающим противника (рис.14). Поскольку, однако, отливка в бронзе гигантской статуи столь сложного характера представляла непреодолимые трудности, Леонардо должен был отказаться от этого замысла.

Рис. 14. Набросок к статуе Л. Сфорцу
(Виндзор, Королевская библиотека)
В настоящее время мы вынуждены судить об этом памятнике главным образом на основании рисунков Леонардо, выполненных на разных стадиях работы над ним.
Последующие после первоначального замысла варианты дают пример более спокойного и гармоничного решения: сильный всадник восседает на торжественно шествующем коне. Можно думать, что предпочтение, которое Леонардо отдал последнему варианту, связано с причинами не только технического, но и творческого порядка, так как на рубеже 80-х и 90-х гг. в его искусстве преобладающими становятся образы более гармоничного склада. В рисунках последнего варианта, в их мягких круглящихся объемах, в плавных линиях, угадывается нечто от действительных качеств модели памятника в ее окончательном виде [12].
Творческий поиск Леонардо да Винчи оказал сильное влияние на скульпторов последующих поколений (рис.15). По всей Европе стали появляться конные статуи с всадниками на вздыбленных конях. В России ярким примером такой скульптуры является «Медный всадник».
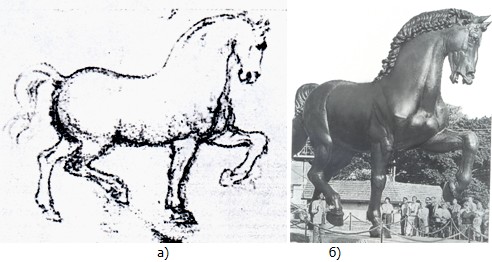
Рис. 15. Рисунок лошади (а) Леонардо да Винчи
и современная скульптура коня (б), выполненная по данному рисунку
В 1977 году американский скульптор и коллекционер Чарльз С. Дент решил воспроизвести коня Леонардо и подарить его итальянскому народу. За 16 лет он с друзьями сделал гипсовую модель в натуральную величину. К сожалению, в 1994 г. Дент умер, но созданная им в 1984 г. фирма Leonardo da Vinci Horse Inc 1 августа передала гипсовую модель фирме Tallix Art Foundry. Предполагалось за два года увеличить модель с 2,44 м до 7,32 м и изготовить бронзовую отливку.[Modern Casting. 1995. №10. р.20]. И вот на рис.15,б мы видим этого коня.
Будем надеяться, что в наше время появится заинтересованное лицо или организация, которая воплотит в жизнь первоначальный замысел Леонардо да Винчи, и мы увидим во всей красе памятник Сфорцу.
Ранняя технология изготовления цельнолитых статуй. Технологический процесс изготовления цельнолитых статуй по Берингуччио, Вазари и Риччио [13] заключается в следующем (рис.16):
Изготовление глиняной или гипсовой модели в натураль-ную величину, по которой изготавливают гипсовые куски формы.
Нанесение на внутреннюю часть гипсовой формы слоя воска, соответствующего толщине стенки отливки.
Послойная формовка стержня.
Отделка восковой модели после снятия гипсовых кусков.
Изготовление литниковой системы.
Послойное изготовление глиняной формы по восковой мо-дели.
Выплавление восковой модели из перевернутой глиняной формы.
Заливка в подготовленную форму расплавленного метал-ла.
Очистка отливки от формы и литниковой системы; чеканка отливки.
Готовая литая статуя на постаменте.
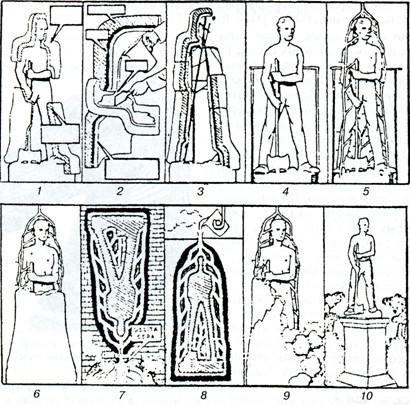
Рис. 16. Этапы изготовления цельнолитых статуй по Вазари
В отечественной технической литературе классическая тех-нология отливки цельнолитых крупных статуй по Mariette приведена в работе [5]. В ней описана технология отливки конной статуи коро-лю Франции Людовику XIV скульптора Ф. Жирардона и литейного мастера Ж.Б. Келлера в 1698 году. Скульптура имела высоту 6,25 м и массу 26 т (рис.17,а). Монумент стоял на Вандомской площади Парижа и был уничтожен во время Великой Французской революции. Сохранилась лишь маленькая копия в Лувре.
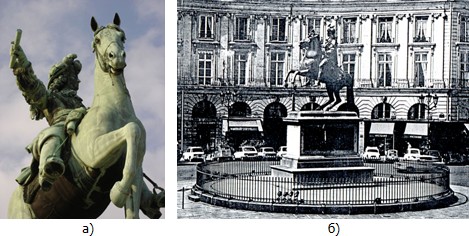
Рис. 17. Конный памятник Людовику XIV (а) и Людовику XV (б)
Аналогичный конный памятник королю Людовику XV скульптора Э. Бушардона стоит в Париже на самой красивой площади Согласия (1765 г.), рис.17,б.
Процесс восковой формовки применялся в античной Греции, а еще раньше - в Египте и Двуречье; из Греции этот процесс перешел в Италию в XIV-XV вв. (поэтому этот метод часто упоминается как «итальянский»), потом был перенесен во Францию (XVII в.) и другие страны Европы и распространился в России (XVIII- начало XIX вв.).
Процесс производства монументальных художественных от-ливок по восковой модели требует участия не только мастера-формовщика, но и самого автора скульптурного произведения или квалифицированного скульптора.
Рассмотрим более подробно данную технологию [5].
Изготовление гипсовой модели. Гипсовая (глиняная) модель памятника, изготовленная скульптором, устанавливается на полу литейной (мастерской или литейного цеха) на кирпичном постаменте.
Положение статуи тщательно фиксируется, после чего приступают к изготовлению гипсовой формы.
Резко выступающие части модели, которые не служат поддержкой ос-новной ее части, каковы, например, в конной статуе Петра I передние ноги лошади, вытянутая рука, формуются отдельно и прикрепляются к главной форме после ее изготовления.
Мастер намечает и расчерчивает на участки поверхность модели с тем, чтобы каждый кусок формы можно было беспрепятственно снять с этого участка модели. Умение мастера заключается в том, чтобы оформление отливки осуществлялось при наименьшем количестве кусков, рис.18.
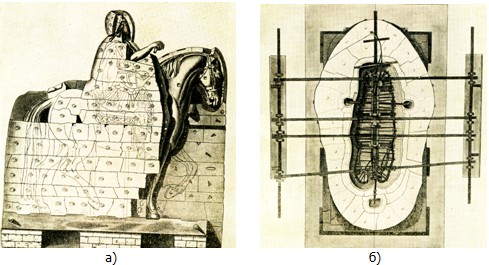
Рис. 18. Вертикальный разрез кусковой формы (а) и горизонтальный разрез
гипсовой формы с металлическим каркасом для крепления стержня (б)
Отдельные куски формы делаются путем накладывания на соответст-вующие места модели (предварительно смазанной специальным жировым веществом) небольшого количества сметанообразного разведенного гипса, которому по затвердевании придают ножом надлежащую форму, а затем, смазав его жировым составом, вплотную к нему накладывают на модель следующий кусок и т. д.
После того как вся модель будет покрыта кусками, несколько смежных кусков (5-6 шт.) покрывают снаружи так называемой гипсовой «раковиной» (кожухом). Наружные края раковины обрезают по внешнему контуру кусков, которые она перекрывает. Вследствие того что куски могут сниматься с модели лишь каждый в отдельности и в определенном для каждого куска направлении, раковина не может их связывать в одно целое и должна быть отделена от кусков изолирующим слоем.
Таким образом, вся поверхность модели покрывается независимыми друг от друга слоями: внутренним (оболочкой), образующим профиль отливки, и наружным (кожухом) с числом кусков в 5-6 раз меньшим по сравнению с внутренним и как бы играющим роль наполнителя опоки.
Продольно-горизонтальный разрез гипсовой формы при вытянутой модели показан на рис.18,б.
Небольшие квадратные сечения (отверстия) в центральной части, а также прямоугольные отверстия в стенках формы служат для закрепления каркаса для стержня.
Изготовление восковой модели. С постамента удаляют гипсовую модель и на ее место устанавливают металлический каркас для стержня, который прочно укрепляют при помощи металлических полос и связей, рис.19,а, и б.
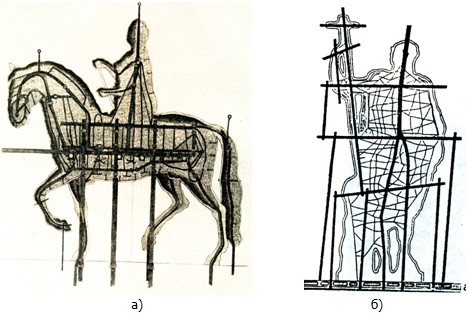
Рис. 19. Металлический каркас стержня:
а – Людовика XV [5], б – князя Владимира [14]
Большая часть этих связей при заливке вынимается, меньшая часть остается в отливке. Внутреннюю поверхность гипсовой формы предварительно сма-зывают жировым веществом, покрывают слоем воска, толщина которого соответствует толщине отливки. Воск наносят тонкими слоями один за другим.
Собранную гипсовую форму с установленным внутри каркасом стержня заливают через верхнее отверстие (например, через отверстие в голове) особой стержневой массой, состоящей из гипса и кирпичной крошки, рис.20.
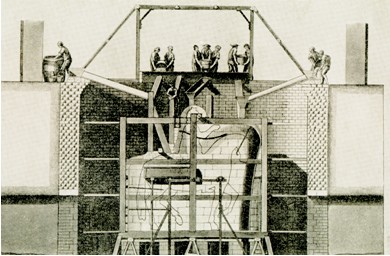
Рис.20. Заливка в восковую рубашку стержневой массы
Установка литниковой системы. К исправленной и отделанной восковой модели на расстоянии 50-75 мм от нее литейный мастер прикрепляет сеть восковых труб – моделей литников и выпоров, а также каналов для выпуска из формы расплавленного воска, рис.21.
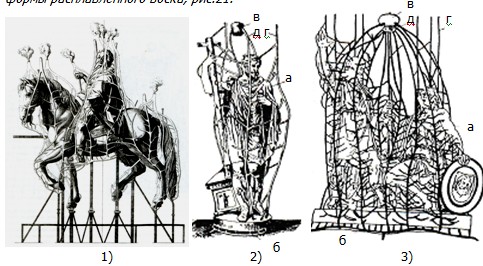
Рис. 21. Литниковые и газоотводящие системы на модели: 1 - короля Людовика XV; 2- князя Владимира; 3 – Минина и Пожарского: а –восковая модель, б –каналы для удаления воска, в – литниковая чаша, г - вентиляционные каналы, д –литниковые стояки
Изготовление глиняной формы. После того как литниковая система установлена и укреплена в надлежащих местах, приступают к изготовлению глиняной формы. Формовочную смесь, разведенную до консистенции сметаны, наносят кисточкой отдельными слоями на поверхность восковой модели, причем каждый новый слой наносят на поверхность лишь после того, как достаточно хорошо высохнет предыдущий. Как только толщина слоя достигнет 12-15 мм, вокруг формы начинают делать кладку из кирпича-сырца на глиняном растворе толщиной до 200 мм. После этого приступают к укреплению формы: снаружи на нее надевают поперечные железные обручи, а на них накладывают продольные полосы-скрепы. Поперечные и продольные полосы в местах пересечения связывают проволокой и подмазывают глиной, рис. 22.
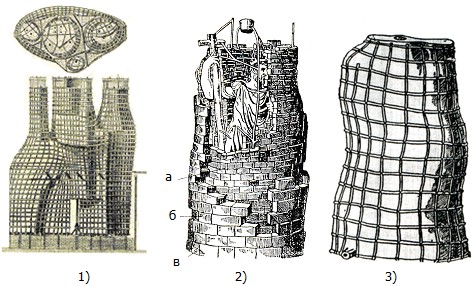
Рис. 22. Металлические скрепления глиняной формы: 1 - Людовика XV,
2, 3 – князя Владимира: а – первый слой мелких кирпичей;
б – второй слой крупных кирпичей; в – отверстие для удаления воска
Когда основная часть формы собрана и укреплена, к ней прикрепляют заформованные отдельно выступающие части. При этом особое внимание должно быть обращено на точность сборки и пригонку отдельных частей к главной форме.
Для увеличения прочности формы вокруг нее делают прочную кирпичную стенку, рис.23,а.
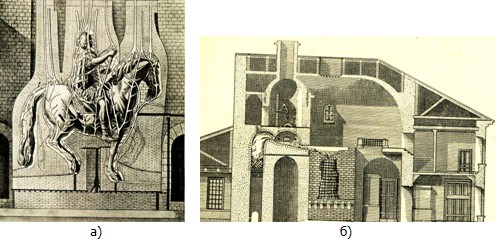
Рис.23. Разрез литейной формы Людовика XV с кирпичной кладкой (а) и ли-тейная мастерская Академии Художеств в Санкт-Петербурге во время заливки формы князя Владимира (б)
Выплавка восковой модели и прокаливание формы. Печь разжигают и приступают к сушке и прокаливанию формы. При сушке формы воск стекает по особым каналам, проделанным в нижней ее части, и собирается в ведра. На 1 кг вытопленного воска берется 12-14 кг бронзы, так определяется количество бронзы, подлежащей расплавлению.
После сушки в течение 1,5-2 суток при температуре 200?С, когда весь воск вытопится, температуру нагрева формы постепенно поднимают до 900-950?С и продолжают вести прокаливание при этой температуре еще 12-18 ч. До тех пор, пока пламя, вылетающее из формы не станет белым, что свидетельствует о том, что все остатки скоксовавшегося воска выгорели и форма готова к заливке.
Заливка формы. К этому времени металл должен быть расплавлен и подогрет до надлежащей степени, после чего заполняют форму расплавлен-ным металлом, см. рис. 23,б.
Кусковая формовка с глиняной рубашкой
Порядок работ при этом способе ничем не отличается от изготовления формы по приведенному выше в гипсовых кусках. Вся поверхность модели так же расчерчивается мастером и намечаются границы отдельных кусков. После чего приступают к их лепке из тонкой и тощей формовочной глины. На модель наносят глину толщиной 40-50 мм, уплотняя ее руками. Закончив лепку первого куска и обрезав его согласно намеченному контуру, формовщик снимает кусок с модели, отделывает его, подсушивает над жаровней, после чего, припылив кусок ликоподием, ставит кусок на место. Таким же образом готовятся и остальные куски. Затем несколько соседних кусков (5-6) припыливают ликоподием и покрывают слоем жирной глины, образующей кожух-раковину; последняя, как и в гипсовой форме, не связывает куски в одно целое, а служит для них скреплением. Когда изготовление раковины закончится, ее снимают и подсушивают. Для того чтобы сделать раковину прочнее, на наружную поверхность ее наносят кистью слой за слоем гипс (в виде жидкого теста), пока не образуется слой толщиной 50-70 мм. После окончания указанных работ по изготовлению раковин мы будем иметь модель, покрытую оболочкой, состоящей из двух частей: внутренней, непосредственно примыкающей к модели, и наружной, играющей роль опоки. Раковины сни-мают одна за другой, и в них прорезают литниковые и вентиляционные каналы. Затем с модели удаляют отдельные куски формы, которые укладываются в соответствующих местах раковин и прочно прикрепляются к ним при помощи шпилек; поверхность формы исправляют и отделывают.
После этого убирают гипсовую модель. На кирпичный постамент уста-навливают железный каркас, имеющий уменьшенные очертания статуи. Вокруг каркаса собирают форму из кусков и на внутреннюю поверхность наносят глиняную рубашку из жирной глины толщиной, равной толщине тела отливки. Сверху куски скрепляют кожухом. Форму подсушивают горячим воздухом, отдельные раковины связывают друг с другом проволокой. Внутреннюю полость формы между рубашкой и каркасом заливают стержневой массой, состоящей из смеси гипса с мелко истолченным, просеянным огнеупорным кирпичом, разведенной водой до тестообразной консистенции. Через 3-4 часа, когда стержневая масса затвердеет, форму разбирают, стержень просушивают, исправляют и отделывают. Одновременно с этим из разобранных частей формы удаляют глиняную рубашку, после чего их еще раз просушивают, исправляют, собирают вокруг отделанного стержня и произво-дят заливку формы [15].
Кусковой способ формовки проще и дешевле так называемого «итальянского» способа с восковой моделью, но имеет ряд крупных недостатков:
1. Глиняный отпечаток с гипсовой модели на кусках не может быть в такой степени точным и отчетливым, как с восковой модели, так как последняя наиболее совершенно передает замысел художника, глиняная форма не может быть изменена сколько-нибудь значительно.
2. При отсутствии восковой модели форма состоит из большого количества отдельных кусков, между которыми могут образовываться заливы, вследствие этого в значительной степени увеличиваются работы по очистке и чеканке статуи.
3. Возможные сдвиги отдельных кусков (при сборке формы) и производство работ по очистке заливов могут испортить общие очертания и поверхность отливки.
|



