|
3. Лабораторная работа №3
3.1. Тема: «Экспериментальное исследование влияния формы металлических заготовок на их формоизменение при осадке».
При обработке металлов давлением, каждая точка металлического тела перемещается по принципу наименьшего сопротивления, который формулируется следующим образом: «В случае возможности перемещения точек деформируемого тела в различных направлениях, фактическое перемещение осуществляется в направлении наименьшего сопротивления», или исходя из принципа минимума полной энергии, согласно которого «действительная форма равновесия тел отличается от всех возможных форм тем, что сообщает полной энергии минимальное значение».
Для определения формоизменения тела в результате пластической деформации необходимо найти перемещение всех точек поверхности на траекториях их течения в процессе деформирования. При этом в нестационарных процессах, к которым относится осадка, траектории перемещения частиц металла изменяются в соответствии с изменением формы заготовки, при этом изменяется и напряженно-деформированное состояние. Для каждого данного момента траектории перемещения частиц металла могут быть определены из принципа минимума полной энергии:
ΔА = ΔАВ – ΔАП ,
где ΔАВ – работа внутренних сил на виртуальных перемещениях;
ΔАП – вариации работы внешних сил.
Виртуальные перемещения (или вариации истинных перемещений) определяются условием сплошности тела и граничными условиями. При этом, например, в случае полного прилипания, нормальная компонента перемещения задается движением инструмента, поэтому приращение нормального перемещения равно нулю и компоненты перемещения в двух других направлениях также равны нулю. В условиях скольжения по поверхности (при известных силах трения) приращения перемещения задаются подходящими функциями. Коэффициенты этих функций определяются из вариационного уравнения. Для составления такого уравнения необходимо выразить значение интенсивности деформации сдвига через
заданные компоненты перемещений или деформаций, найти работу (или мощность) деформации, провести дифференцирование по варьируемым параметрам и получить систему уравнений, решение которой позволяет определить функции, описывающие деформированное состояние.
Теоретический анализ процессов осадки заготовок различной формы показывает, что фактором, определяющим неравномерность деформации, форму и размеры получаемого изделия, являются граничные условия, в основном – контактные касательные напряжения. Но они зависят не только от состояния трущихся поверхностей, но и от соотношения размеров деформируемого тела. Особенно наглядно это проявляется при осадке цилиндрических и призматических тел между параллельными плитами при наличии контактного трения (μ=0,5) и без него (μ=0). Так, чем выше качество обработки плит для осадки, тем меньше уширение и тем равномернее деформация. Увеличение в плане заготовки при осадке, как на шероховатых, так и на полированных плитах происходит в основном за счет перехода металла с боковой поверхности на контактную.
3.2. Цель работы
Установить характер изменения формы металлических заготовок при осадке полированными и шероховатыми плитами
3.3. Материальное обеспечение:
- испытательный пресс ИП-500;
- полированные плиты;
- шероховатые плиты;
- ходомер, штангенциркуль, линейка, керн.
- образцы свинцовые (σn=16…35 МПа) трех типов высотой h=25мм:
- цилиндрические с круглым основанием;
- призматические с квадратным основанием;
- призматические с прямоугольным основанием;
- парафин для смазки образцов;
- бензин или спирт для удаления смазки.
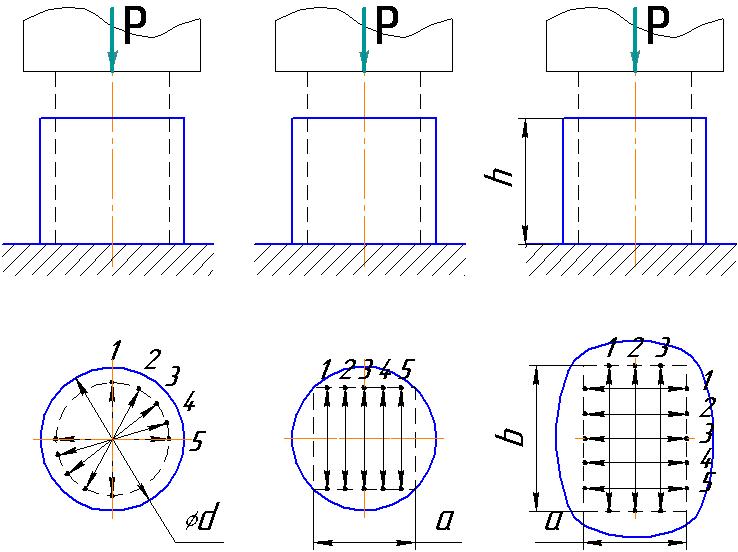
Рис. 3.1. Схема измерения образцов после осадки:
1 – цилиндрического тела;
2 – призматического тела с квадратным основанием;
3 – призматического тела с прямоугольным основанием.
(пунктиром показана исходная форма образцов).
3.4.2. На боковую поверхность образцов нанести пять вертикальных линий, для образцов с круглым и квадратным основанием; на ¼ боковой поверхности, для образцов с прямоугольным основанием на 2-х взаимно перпендикулярных боковых поверхностях.
3.4.3. Произвести поочередную осадку всех типов образцов с шагом 7мм между полированными плитами, смазанными парафином.
3.4.4. После каждого этапа деформирования произвести измерение размеров «h» и «d», «а», «b») в 5 точках и результаты занести в таблицу 3.1.
3.4.5. Произвести аналогичную осадку трех оставшихся образцов между шероховатыми, предварительно обезжиренными плитами с поэтапной регистрацией усилия и измерением размеров.
|