|
2. Лабораторная работа №2
2.1. Тема: «Определение удельных усилий при затекании металла в угол закрытого цилиндрического штампа».
Одним из способов сокращения отхода металла является штамповка в закрытых ручьях. Объем заготовки при этом должен быть равен объему полости ручья штампа. Если объем заготовки меньше, то отштампованные поковки будут иметь или меньшие размеры по высоте, или недооформленные участки. При объеме большем, чем объем полости ручья штампа, отштампованные на молоте поковки будут иметь увеличенные размеры по высоте, а закрытая штамповка таких поковок на прессах сопровождается резким возрастанием технологического усилия, что может приводить к заклиниванию оборудования или поломке штампа. Для предотвращения этого в штампах предусматривают, так называемые компенсаторы – небольшие камеры, в которых размещается излишний металл (отход). Для полного оформления всех элементов поковки и уменьшения отхода металла компенсаторы размещают в тех местах штампа, где заполнение его ручья происходит в последнюю очередь, т.е. на периферийных участках. Как правило, после всего заполняются углы штампа.
2.2. Цель работы.
Установить характер изменения усилий при наполнении угла закрытого ручья.
2.3. Материальное обеспечение:
- универсально-испытательная машина ИП-500;
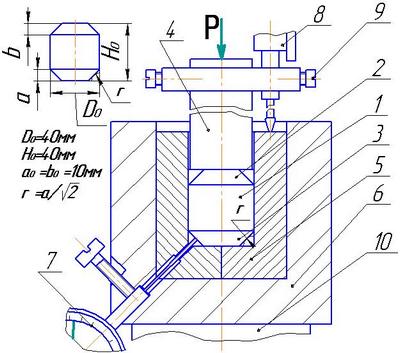
- блок с разъемной матрицей и пуансоном (рис. 2.1. Схема закрытой осадки);
- штангенциркуль, линейка, отвертка;
- индикатор часового типа с ценой деления 0,01 мм и 0,1 мм;
- свинцовый образец (σ=16…36 МПа), предварительно опрессованный и проваренный в кипятке с размерами (см рис. 2.1);
2.3. Порядок проведения работы:
2.3.1. Замерить высоту образца и занести в таблицу 2.1.
2.3.2. Тарировать индикатор. Для этого вставить пуансон в разъемную матрицу до упора в её дно, далее поместить их в штамповый блок. В отверстие блока вставить индикатор 7 и зафиксировать его стопорным винтом. Установить шкалу индикатора на ноль.
2.3.3. Разобрать блок. Поместить в полость матрицы образец и пуансон (рис. 2.1.). Собрать блок.
2.3.4. Регистрировать по индикатору и занести в таблицу начальный радиус затекания r0 (сравнить с расчетным ). Установить на ноль индикатор 8 для измерения перемещения пуансона.
2.3.5. Установить блок на машину ИП-500 и произвести деформирование образца, прилагая последовательно нагрузку Р=30, 40, 50…100 кН. После каждого нагружения регистрировать перемещение пуансона относительно края матрицы LП и радиус затекания rП. Данные замеров занести в таблицу 2.1.
2.3.6. Вычислить текущую высоту образцов по формуле НП=Н0 – LП.
2.3.7. Вычислить безразмерные удельные усилия деформирования по формулам:
- Экспериментальные значения:
;
- Теоретические значения:
где: Р – усилие n-го деформирования, Н;
D – диаметр образца;
σТ – предел текучести, МПа;
ψ=2,1 – безразмерное напряжение возле угла;
r0 – величина радиуса затекания в верхний угол штампа после n-го деформирования, мм;
Н0 – высота образца после n-го деформирования , мм.
Полученные результаты занести в таблицу 2.1.
2.3.8. По данным таблицы построить график зависимости от D/2r (см. рис.2.2.).
2.3.8. Сделать выводы о зависимости величины радиуса затекания металла в угол штампа и требуемых для этого значений удельных усилий деформирования.
|