Назад: 1.3 Физическая сущность электрического сопротивления
1.4.
Электротермические нагревательные устройства
Электрокалориферы – это электронагревательные аппараты, состоящие из нагревательного
элемента и вентилятора. Они предназначены для нагрева воздуха и различных газов
в технологических процессах. Такие аппараты с вынужденной конвекцией,
обеспечивая интенсивный теплообмен, обладают в несколько раз меньшей
поверхностью нагрева по сравнению с поверхностями электронагревательных
устройств со свободно-конвективным способом теплообмена. При невысоких
температурах нагревательных элементов (500 К) в калориферах применяется
подвешенная на изоляторах открытая проволочная спираль. Калориферы этого типа
обладают небольшим гидравлическим сопротивлением. В калориферах могут
применяться простые оребрённые трубчатые электронагреватели, обладающие
развитой поверхностью нагрева.
Отопительный калорифер с трубчатыми оребрёнными
нагревателями предназначен для нагрева воздуха до 400 К в системах воздушного
отопления, вентиляции, искусственного климата и в сушильных установках. Он
состоит из кожуха и трубчатых нагревательных элементов. Заданная температура
выходящего воздуха поддерживается автоматически электроконтактными
термометрами, датчики которых установлены на выходе воздуха из калорифера.
Для нагрева воздуха до высоких температур (1200 К)
применяется калорифер с нагревательными элементами в виде металлических труб
(воздух нагревается, протекая внутри их). Межтрубное пространство заполняется
фасонными керамическими блоками. Отдельные трубы соединены между собой на
концевых участках.
Радиационные
электронагреватели. В различных
отраслях промышленности широко используется радиационные нагреватели, передающие
энергию в окружающее пространство излучением. Проникновение излучения в глубь
нагреваемого тела зависит от длины его волны и прозрачности тела. Для
осуществления нагрева в различных диапазонах длин волн существуют
соответствующие радиационные излучатели.
Светлый (ламповый) излучатель представляет собой лампу
накаливания с вольфрамовой нитью и стеклянной колбой. Нижняя прилегающая к
цоколю часть колбы изнутри алюминирована для создания направленного излучения.
Температура вольфрамовой нити около 2200 К, максимум излучения приходится на
длину волны 1,3 мкм. Основная часть энергии излучается в диапазоне длин волн
0,8-3,5 мкм.
Светлый кварцевый излучатель представляет собой трубку
из кварцевого стекла, внутри которой размещается вольфрамовая, нихромовая или
хромоалюминиевая спираль. По сравнению с ламповым излучателем он имеет большой
срок службы, меньшие габариты при одной и тон же мощности и позволяет получить
большую плотность лучистого потока (до 60 ![]() ).
).
Темный излучатель представляет собой трубчатый
электронагреватель, расположенный в фокусе полированного отражателя. Рабочая
температура поверхности излучателя 700-1000 К, максимум излучения приходится на
длины волн 2-5 мкм.
Электрические
сушила. Установки для сушки изделий
могут быть радиационного или смешанного действия, когда передача теплоты
излучением сочетается с конвекцией (установки конвективно-радиационного типа).
При конструировании сушил следует обеспечить интенсивность воздухообмена,
особенно в тех случаях, когда в результате сушки испаряются взрывоопасные
вещества.
В конвективных сушилах применяются различные типы
калориферов, которые могут быть расположены и вне пределов камеры нагрева
(выносные калориферы).
При большой производительности сушила могут быть
непрерывно действующими (методическими). Высушиваемые изделия или материалы в
этом случае помещены вдоль стенок камеры, на которых расположены нагревательные
элементы, и перемещаются с помощью транспортирующих устройств (транспортеров,
конвейеров и др.).
В качестве установок для сушки различного рода
поверхностей могут применяться специальные излучательные панели (рис.1.4).
Нагреватели панелей выполняют в виде нихромовой спирали, намотанной на
керамические трубки.
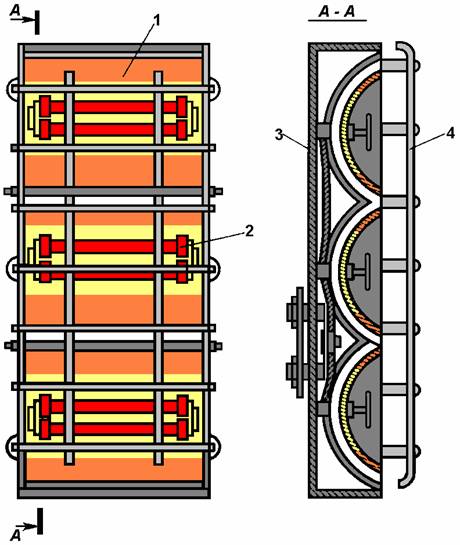
Рис.1.4. Переносная излучательная панель: 1 – отражающий экран; 2 – электронагреватель; 3 – корпус; 4 – ограждение
Источником теплоты в панелях могут служить трубчатые
электронагреватели 2, а в отдельных случаях открытые нагреватели и лампы
различных типов. Характерной деталью панелей является отражающий экран 1,
располагаемый за источником излучения. Благодаря экрану большая часть теплового
потока направляется в сторону нагреваемой поверхности. Для уменьшения тепловых
потерь на задней стенке панели устанавливается теплоизоляция.
Схема включения панели-излучателя позволяет
осуществлять два режима: непрерывный и регулируемый, при котором по достижении,
воздухом заданной температуры нагреватели автоматически отключаются, а при
понижении температуры включаются вновь.
Электрические
печи сопротивления (ЭПС) применяются
для технологических операций в машиностроении, металлургии, легкой и химической
промышленности, строительстве и др. Разнообразие материалов, обрабатываемых в
ЭПС, и видов технологических процессов привело к большому разнообразию конструкций
ЭПС.
При технологических процессах, проводимых в ЭПС,
используется только нагрев посредством электрического тока. В ряде случаев
используется возможность нагрева в вакууме или защитных газах.
ЭПС выпускают в двух исполнениях - косвенного и
прямого действия. В ЭПС косвенного действия электрическая энергия превращается
в тепловую энергию в специальных нагревательных устройствах, а затем передается
в рабочее пространство посредством теплопередачи (теплопроводностью, конвекцией
и излучением). В ЭПС прямого действия нагреваемое тело включается
непосредственно в электрическую цепь. Нагревательные элементы в печах
косвенного действия и нагреваемые тела, включаемые в цепь ЭПС прямого действия,
могут быть проводниками первого и второго родов.
По уровню достигаемых температур ЭПС делятся на:
низкотемпературные (900-1000 К); среднетемпературные (1000-1600 К);
высокотемпературные (выше 1600 К).
По группам технологических процессов, выполняемых в
печах, ЭПС делят на нагревательные и плавильные, по режиму работы – на
периодические и непрерывного действия. В свою очередь, печи периодического
действия, обслуживающие различные технологические процессы, выполняются
камерными, камерными с выдвижным подом, шахтными, колпаковыми, элеваторными.
Среди ЭПС непрерывного действия различают конвейерные,
толкательные рольганговые, карусельные, с шагающим подом, пульсирующим подом,
барабанные, протяжные.
ЭПС отличаются друг от друга способом и механизмом,
помещающим нагреваемые тела в рабочее пространство печи. Размеры и мощности
печей определяются необходимой производительностью, уровнем нагрева и
теплофизическими свойствами нагреваемого материала.
В печах с контролируемой атмосферой применяются
инертные газы, а также специальные газовые смеси, назначение которых –
термохимическая обработка поверхности изделии – азотирование, цементация и
нитроцементация, проводимые с целью повышения поверхностной прочности
износостойкости деталей. Выпускают также печи с водородной средой для различных
технологических процессов, в том числе для восстановления металлов из оксидов и
спекания изделий из порошков тугоплавких металлов (вольфрам, молибден, ниобий,
тантал и др.).
В ЭПС помимо регулирования режима автоматизируются
вспомогательные операции, загрузка и выгрузка изделий, транспортировка внутри
печи, автоматизируются насосы, создающие вакуум и регулирующие состав газовой
среды в нагреваемом объеме.
В печах периодического действия нагреваемые тела
помещаются в рабочую камеру и постепенно нагреваются до заданной температуры,
оставаясь неподвижными. В методических печах нагреваемые детали загружаются с
одного конца печи, перемещаясь по ее длине, прогреваются до заданной
температуры и выдаются с другого конца печи. В таких печах температура в
различных точках неодинакова; температура повышается от загрузочного окна печи
к выгрузочному окну. Печи непрерывного действия сложней печей периодического
действия, так как в них необходимо обеспечить перемещение деталей вдоль камеры
печи; они являются и более производительными при тех же габаритных размерах,
обеспечивая интенсивность режима термообработки.
ЭПС
периодического действия. Колпаковая печь – печь периодического
действия с открытым снизу подъемным нагревательным колпаком 10 и неподвижным
стендом 1 (рис.1.5,б). Нагреваемые детали (садка) 5 с помощью
подъемно-транспортных устройств помещаются на стенд 1.
Рис.1.5. Печи сопротивления периодического действия: а – элеваторная; б – колпаковая; в – камерная; г – шахтная; 1 – стенд; 2 – камера печи; 3 – жаропрочный муфель; 4 – нагревательные элементы; 5 – нагреваемое изделие (садка); 6 – опускающийся под; 7 – подъемное устройство; 8 – свод; 9 – механизм подъема свода; 10 – колпак
Поверх них сначала устанавливается жаропрочный колпак
– муфель 3, а затем основной колпак 2 камеры печи, выполненной из
металлического каркаса с огнеупорной футеровкой. Нагревательные элементы 4
расположены по боковым стенкам колпака и в кладке стенда. Питание
нагревательных элементов осуществляется с помощью гибких кабелей и штепсельных
разъемов.
По окончании нагрева электропитание колпака
отключается и он переносится на соседний стенд, где уже установлена очередная
загрузка (нагреваемое изделие 5) для нагрева. Остывание садки 5 происходит на
стенде под жароупорным муфелем 3, что обеспечивает необходимую скорость
остывания изделия. В колпаковых печах при каждом цикле теряется лишь теплота,
запасенная в муфеле и кладке стенда, что составляет 10-15 % от теплоты,
запасенной в кладке колпака.
Мощность колпаковых печей достигает несколько сотен
киловатт. Благодаря тому, что колпак и муфель могут быть герметизированы,
нагрев и остывание садки можно проводить в защитной атмосфере.
Элеваторная электрическая печь – печь периодического действия (рис.1,5 а) с открытой
снизу неподвижной камерой нагрева 2 и с опускающимся подом 6. Она представляет
собой цилиндрическую или прямоугольную камеру, установленную на колоннах на
высоте 3-
В низкотемпературных печах нагреватели 4 расположены
на стенках. В высокотемпературных печах нагреватели расположены на стенках и в
поду.
Элеваторные печи служат для отжига, цементации, обжига
керамических изделий, эмалирования, спекания и металлизации деталей. Эти печи
рассчитаны на емкости в десятки тонн, на мощности до 600 кВт и температуру до
1500 К.
Камерная электропечь – печь периодического действия с камерой нагрева,
загрузка и разгрузка садки которой производятся в горизонтальном направлении.
Камерная печь (рис.1.5, в), состоит из прямоугольной камеры 2 с огнеупорной
футеровкой и теплоизоляцией, перекрытой сводом 8 и помещенной в металлический
кожух. Печь загружается и выгружается через закрываемое дверцей отверстие в её
передней части. В полу камерной печи обычно имеется жароупорная плита, на
которой расположены нагреватели 4. В низкотемпературных печах до 1000 К
теплообмен обеспечивается за счет излучения или вынужденной конвекции,
обеспечиваемой замкнутой циркуляцией печной атмосферы.
Печи с температурой нагрева до 1800 К работают как с
воздушной, так и контролируемой атмосферой. В крупных печах загрузка и выгрузка
изделий механизированы.
Шахтная печь. Эти печи (рис.1.5, г) выполняют в виде круглой,
квадратной или прямоугольной шахты, перекрываемой сверху крышкой (сводом 8) с
помощью механизма его подъема. Нагревательные элементы 4 в ней установлены
обычно по боковым стенкам камеры.
Электропечи
сопротивления непрерывного действия
(методические печи). При установившемся технологическом процессе термообработки
для увеличения производительности следует применять непрерывно действующие
печи. В зависимости от требований технологического процесса в таких печах,
кроме нагрева изделий до заданных температур можно производить выдержку при
этой температуре, а также их охлаждение. В таком случае печи непрерывного
действия объединяют в один полностью автоматизированный агрегат, состоящий из
нескольких печей. В частности, такая линия может включать в себя закалочную и
отпускную печи, закалочный бак, моечную машину и сушку.
Конструкции печей непрерывного действия различаются в
основном механизмами перемещения нагреваемых изделий в рабочем пространстве
печи.
Конвейерная печь – печь непрерывного действия с перемещением садки на
горизонтальном конвейере (рис.1.6). Под печи
представляет собой конвейер 5 - полотно, натянутое между двумя валами,
которые приводятся в движение специальными двигателями. Нагреваемые изделия 2
укладываются на конвейер 5 и передвигаются на нем через рабочее пространство
печи. Конвейерная лента может быть выполнена плетенной из нихромовой сети,
штампованных пластин и соединяющих их прутков, а также для тяжелых нагреваемых
изделий из штампованных или литых цепных звеньев.
Рис.1.6. Схема конвейерной электропечи: 1 – теплоизолированный корпус; 2 – нагреваемое изделие; 3 – разгрузочное окно печи; 4 – нагревательные элементы; 5 – конвейер; 6 – загрузочное окно печи; 7 – камера печи
Конвейер 5 размещается целиком в камере печи 7 и не
остывает. Однако валы конвейера находятся в очень тяжелых условиях и требуют водяного
охлаждения. Поэтому часто концы конвейера 5 выносят за пределы печи. В этом
случае значительно облегчаются условия работы валов, но возрастают потери
теплоты в связи с остыванием конвейера у разгрузочных 3 и загрузочных 6 окон.
Нагревательные элементы 4 в конвейерных печах чаще всего размещаются на своде
или в поду под верхней частью ленты конвейера 5, реже на боковых стенках. Эти
печи в основном применяются для нагрева сравнительно мелких деталей до
температуры около 1200 К.
Для нагрева обрабатываемых деталей до температур выше
1400 К применяются печи непрерывного действия с перемещением садки путем
проталкивания вдоль рабочего пространства – толкательные
печи (рис.1.7). Они применяются для нагрева как мелких, так и крупных
деталей. На поду 5 таких печей устанавливаются направляющие в виде труб,
рельсов или роликового пода, изготовленных из жароупорного материала, и по ним
в сварных или литых специальных поддонах перемещаются нагреваемые изделия 2.
Перемещение поддонов обеспечивается электромеханическими или гидравлическими
толкающими устройствами 1. Основное преимущество таких печей перед другими
типами – их относительная простота, отсутствие сложных деталей из жароупорных
материалов. Их недостатки – наличие поддонов, применение которых ведет к увеличению
тепловых потерь и к повышенному расходу электрической энергии, ограниченный
срок службы поддонов.
Рис.1.7. Схема толкательной печи: 1 – толкатель с приводным механизмом; 2 – нагреваемые изделия; 3 – теплоизолированный корпус; 4 – нагревательные элементы; 5 – подина печи: 6 – закалочная ванна
Толкательные печи предназначены для нагрева крупных
заготовок правильной формы. Печи изготавливают без поддонов. При этом
нагреваемые изделия 2 укладывают в печь вплотную непосредственно на
направляющие 5. Толкательные водородные печи предназначены для технологических
процессов, требующих нагрева в водороде или диссоциированном аммиаке. Они
широко применяются в электроламповом производстве, при производстве
металлокерамических деталей и твердых сплавов, для обжига и спекания керамики,
для отжига и пайки металлических деталей и т.д. Состав рабочего газа каждой
печи регулируется самостоятельно и расход его контролируется. Разгрузочные
камеры печей имеют предохранительные клапаны для защиты от разрушения в случае
образования в них взрывоопасной смеси.
Протяжная электропечь – печь непрерывного действия для нагрева проволоки,
прутков или ленты непрерывной протяжки через камеру нагрева, рис.1.8. Она
представляет собой муфель 3 с нагревательным элементом 2, через который
пропускается нагреваемое изделие 4.
Рис. 1.8. Протяжная электропечь: 1 – теплоизолирующий корпус; 2 – нагревательный элемент; 3 – муфель; 4 – нагреваемые изделия
Печи протяжные с рабочей температурой до 1500 К
оборудованы металлическими муфелями 3, а при более высокой температуре –
керамическими. Печи с температурой 1600 К оборудованы многоканальным алундовым
муфелем 3, поверх которого намотан молибденовый нагревательный элемент 2.
В протяжных
печах применяется также смешанный способ нагрева; прямой – с помощью контактных
приводных роликов и косвенный – с помощью – нагревателя. Косвенный нагрев
обеспечивает термообработку концов прутка 4 в начале и в конце процесса, когда
прямой нагрев не может быть осуществлен.
Электропечи
сопротивлением для плавки металлов. В
установках этого типа производится выплавка олова, свинца, цинка и различных
сплавов на их основе, а также других металлов, имеющих температуру плавления
600-800 К. ЭПС имеют большое значение
для выплавки алюминия и его сплавов, поскольку позволяют достичь высокой
степени очистки. Достоинством этих печей является простота конструкции,
источников питания и технологического процесса. Это дало возможность создать
автоматизированные разливочные агрегаты с применением микропроцессоров и
роботов-манипуляторов. С большой эффективностью они используются при
изготовлении поршней двигателей внутреннего сгорания и других деталей;
По конструктивному исполнению ЭПС можно подразделить
на тигельные и камерные (или ванные).
Тигельные
печи. Тигельные печи (рис.1.9)
представляют собой металлический сосуд-тигель 3 (из чугуна с внутренней
обмазкой тугоплавкими оксидами), помещенный в цилиндрический корпус 5,
выполненный из огнеупорного материала, покрытый снаружи металлическим кожухом
6. Между тиглем 3 и футеровкой 5 размещены электрические нагревательные
элементы 4. Приведенная на рис.1.9 конструкция тигельной печи оборудована
механическим вытеснителем (дозатором 2) и применяется при массовом
производстве, где дозирование металла в промежуточный ковш робота-манипулятора
или литейную форму производится с помощью механических, пневматических или
электромагнитных устройств. Механический вытеснитель 2 размещен на каретке,
движущейся вверх и вниз по направляющей колонне. После расплавления металла и
доведения его температуры до необходимого уровня вытеснитель 2 опускается в
тигель 3 и вытесняет порцию металла, которая по обогреваемому желобу 1
поступает в литейную машину. Тигельные ЭПС других конструкций имеют механизм
наклона, позволяющий наклонять печь и сливать расплавленный металл.
Рис.1.9. Тигельная ЭПС: 1 – желоб; 2 – дозатор; 3 – тигель; 4 – нагревательный элемент; 5 – футеровка (корпус); 6 – кожух; 7 – теплоизолятор
Камерные
печи. Камерные печи по объему больше
тигельных печей и применяются для переплавки алюминия на слитки. Во всех типах
ЭПС возможны два способа обогрева: внутренний и внешний. При внутреннем
обогреве нагревательные элементы (ТЭНы) размещены в расплавленном металле и
работают при температуре не выше 800-850 K. При внешнем расположении открытые
высокотемпературные нагревательные устройства позволяют получить температуры в
рабочем пространстве печи 1200 К.
Камерные печи прямого нагрева. Печами прямого (контактного) нагрева принято
называть такие печи, в которых преобразование электрической энергии в тепловую
– происходит в нагреваемом материале или изделии при непосредственном
подключении их к источнику питания электроэнергией. Нагрев материала
осуществляется за счет прохождения через него электрического тока по закону
Джоуля-Ленца.
Прямой нагрев эффективен для термообработки изделий,
обладающих равномерным сечением по длине и значительным омическим
сопротивлением. Прямой нагрев не имеет пределов по достижимым температурам,
обладает высокой скоростью, пропорциональной вводимой мощности и высоким КПД.
Камерные печи прямого нагрева предназначены для
нагрева заготовок под ковку, отжига: труб, проволоки, пружинной проволоки под
навивку. Существуют камерные печи прямого нагрева периодического действия для
спекания прутков и штабиков из порошков редких и тугоплавких металлов при
температуре 3000 К в защитной атмосфере.
Камерные печи прямого нагрева включают в себя
следующие основные узлы:
а) понижающий трансформатор, монтируемый в кожухе печи
с обмоткой, охлаждаемой водой, и несколькими ступенями изменения напряжения в
диапазоне 5-25 В, обеспечивающий нагрев тел, имеющих разное электрическое
сопротивление;
б) токопровод от выводов обмотки низкого напряжения
трансформатора до водоохлаждаемых зажимов;
в) зажимы, обеспечивающие крепление нагреваемого
изделия и необходимое давление в контактах подвода питания;
г) привод контактной системы;
д) приборы контроля и автоматического регулирования
процесса нагрева.
В печах непрерывного действия для нагрева проволоки,
труб прутков применяются твердые роликовые или жидкостные контакты.
Печи прямого нагрева используются также для
графитизации угольных изделий, получения карборунда и т.д. Графитировочные печи
выполняют прямоугольной формы с разъемными стенками, однофазными. В них
достигается температура 2600-3100 К в вакууме или нейтральной атмосфере.
Диапазон регулирования вторичного напряжения 100-250 В, потребляемая мощность
5-15 тыс. кВА.
Далее: 1.5. Нагрев сопротивлением жидких сред