Назад: 11.2.5. Гидравлические
испытания
11.3. Шаровые резервуары
Сферические газгольдеры (рис.11.10) предназначены для
хранения газов под давлением до 1,8 МПа. Их собирают из листовых заготовок
пространственной кривизны и сваривают стыковыми швами. В нашей стране типовыми
считаются газгольдеры вместимостью 600 и
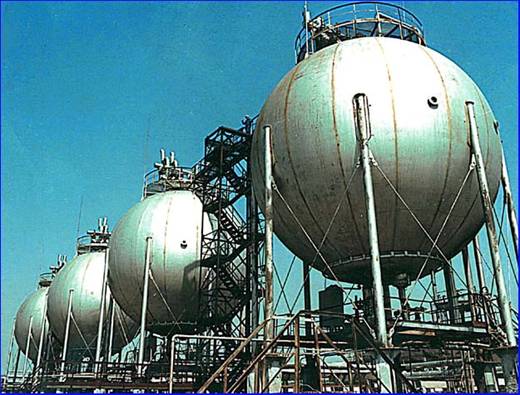
Рис.11.10.
Смонтированные на месте эксплуатации сферические газгольдеры

Рис.11.11. Резервуарный
парк
Рис.11.12. Конструкция
сферического газгольдера
В зависимости от объема применяют три схемы раскроя
резервуаров: без экваториального шва (однопоясной) и с экваториальным швом
(двупоясной) и с расчлененными лепестками (рис.11.4). При раскрое,
соответствующем первой схеме лепестки получают холодной вальцовкой с помощью
специального многовалкового стана, верхние валки которого имеют бочкообразную
форму, а нижние, опорные, вогнутую, седлообразную.
а б в
Рис.11.13.
Схемы раскроя резервуаров:
а – с
экваториальным швом (двупоясной); б – без экваториального шва (однопоясной); в
– с расчлененными лепестками
Два нижних и один верхний валки являются изгибающими,
а остальные – калибрующими. Перед вальцовкой вырезают развертку лепестка. Так
для сферического резервуара вместимостью
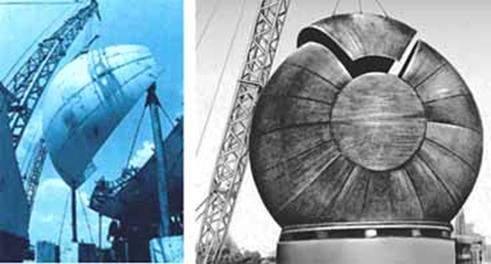
Рис.11.14. Стадии
монтажа сферического газгольдера без экваториального шва
При раскрое газгольдеров с экваториальным швом и с
расчлененными лепестками. Сферическую форму заготовкам придают горячей
штамповкой. В зависимости от схемы раскроя и в соответствии с конструкцией
резервуаров существует три метода сборки: полистовой, укрупненными блоками из
двух или более лепестков и из двух полушарий. В зависимости от принятого метода
сборки находят применение различные методы сварки. Соединение отдельных
элементов конструкций производится ручной дуговой сваркой, например,
меридиональных швов; автоматической сваркой при соединении двухлепестковых
блоков, электрошлаковой сваркой, при изготовлении днищ. Сборка отдельных
элементов конструкций при полистовом или блочном методах осуществляется на
клиновых стяжных приспособлениях. Лепестки собирают с зазором ![]() мм. Допускается
смещение кромок до
мм. Допускается
смещение кромок до
Для швов среднего пояса применяют ´-образную разделку. Сварка ведется по секциям
обратно-ступенчатым способом с проковкой швов (кроме первого и последнего).
Кольцевые экваториальные швы сваривают в таком же
порядке с двух сторон вручную. Корень шва подлежит обязательной вырубке. Число
слоев 7…8, один из них подварочный.
Автоматическая сварка под слоем флюса резервуаров,
собранных из отдельных лепестков, обеспечивает повышение производительности
труда в 4…6 раз. Сварка лепестков производится на поворотных стендах, которые
обеспечивают сварку всех швов в нижнем положении. Для изготовления различных
поясов резервуара емкостью
Монтаж шарового резервуара, после установки
металлических опор на фундаменте и их выверки, начинается с установки и выверки
днища. После этого при помощи шахт или крана укосины по шаблонам устанавливают
лепестки первого и второго поясов, укрепляя их монтажными ребрами жесткости с
наружной стороны. Затем устанавливают третий, четвертый и пятый пояса. Их также
укрепляют ребрами жесткости с внутренней стороны резервуара. В последнюю
очередь устанавливают верхнее днище.
По мере установки отдельных поясов шаблонами проверяют
правильность формы резервуара. Допускается овальность до
При полистовой сборке резервуара сварка осуществляется
по мере монтажа отдельных поясов. Сначала свариваются меридиональные швы в
первом поясе, и приваривается нижнее днище. Затем в таком же порядке сваривают
швы во втором поясе и экваториальный кольцевой шов между поясами, далее
сваривают остальные пояса и верхнее днище. Сварка производится вручную или
полуавтоматом.
Сборка и сварка шаровых резервуаров с экваториальным
швом выполняется следующим образом.
Нижнее полушарие монтируется непосредственно на фундамент полистовым
методом при помощи крана- укладчика. Верхнее полушарие собирают на стенде при
помощи автомобильного крана. Сварка выполняется в той же последовательности,
что и при полистовом методе, вручную. Подъем верхнего полушария осуществляется
четырьмя тракторами при помощи двух мачт. Во избежание деформаций внутрь
верхнего полушария вводят элементы жесткости в виде двух швеллеров.
Разновидностью методов сборки и сварки из двух полушарий является
сборка и сварка нижнего полушария на стенде с центральной стойкой. К
центральной стойке приваривают днище, сваренное электрошлаковой сваркой. Затем,
предварительно сваренные автоматом, блоки из двух лепестков монтируют на стенд,
укрепляя их планками. Сварка выполняется вручную, и в той же последовательности,
как и при сборке укрупненными блоками. Сваренное нижнее полушарие
переворачивают и устанавливают на фундамент при помощи тракторов с
полиспастами. После этого подрубают корни швов, делают подварку с внутренней
стороны и подготавливают площадку для сварки экваториального кольцевого шва.
Верхнее полушарие сваривают рядом, на стенде, и, в готовом виде, устанавливают
на нижнее полушарие теми же средствами. По сравнению с полистовым методом сборки
резервуара из трех поясов, этот метод сборки из 26 блоков и двух полушарий
сокращает время сборки на 30…35 %.
В последнее время применяется метод сварки всего резервуара на
манипуляторах, позволяющих поворачивать его в необходимое для сварки положение.
Это позволяет широко применять автоматическую сварку. Резервуар также собирают
из двух полушарий на сборочных стендах и устанавливают на сварочный стенд при
помощи двух такелажных мачт. Полушария собирают на двух стяжных приспособлениях
и первые подварочные швы сваривают вручную. Затем удаляют стяжные приспособления
и автоматом, укрепленным на раме, сваривают экваториальный шов с наружной
стороны в три прохода. Сварка ведется сварочной проволокой Св-08, диаметром
Существуют и другие конструкции механизмов с роликоопорами,
установленными на сообщающихся гидравлических домкратах, позволяющих осуществить
сварку шарового резервуара при полистовой сборке непосредственно на фундаменте
и применить 100 % автоматическую сварку.
Резервуары испытывают на
прочность гидравлическим давлением (1,5 максимального рабочего давления). Для
этого оцепляют площадку радиусом
Резервуар считается принятым, если в процессе
испытания давление самопроизвольно не снижается ниже установленной величины и
не наблюдается остаточных деформаций. В период сдачи – приемки резервуара
заказчику передается техническая документация в виде паспорта и актов о проведение
испытаний на прочность и герметичность, на приемку фундаментов и т.д.
В шаровых резервуарах – электродов, работающих на
нефтеперерабатывающих заводах в электрообеспечивающих установках при давление
до 0,6 Мн/м2 (6 атмосфер), качество швов проверяют g-лучами до 20% швов.