Назад: 9.1. Перспективы
применения сварочных роботов
9.2. Промышленные роботы в сварочном производстве
Технологические возможности промышленных роботов (ПР), применяемых в сварочном
производстве, характеризуют следующие параметры:
·
грузоподъёмность
(суммарная грузоподъёмность его руки);
·
число степеней
подвижности (свободы) рабочего органа;
·
кинематическая
схема;
·
точность
позиционирования;
·
форма и размеры
рабочей зоны ПР – пространство, в котором может находиться рабочий орган,
осуществляющий сварку;
·
система
координат, которая определяет кинематику основных движений и форму рабочей зоны;
·
система
управления ПР (цикловая или контурная).
Промышленные роботы имеют различные системы координат – прямоугольную,
цилиндрическую, сферическую, шарнирную. Кинематические схемы большинства промышленных
роботов предусматривают дополнительные степени подвижности, обеспечивающие
ориентацию инструмента относительно изделия.
На рис.9.4 показаны наиболее распространенные в сварочных роботах
шарнирная и прямоугольная кинематические схемы координат. Шарнирная схема
координат позволяет обеспечивать скорость движения рабочего инструмента в
диапазоне как медленных (рабочих скоростей – 1 мм/с), так и высоких (транспортных
скоростей – 1000 мм/с) перемещений.
В промышленных роботах применяют пневматический, гидравлический и
электрический приводы. В сварочных роботах, как правило, используют
электропривод, так как он обеспечивает высокое быстродействие и точность.
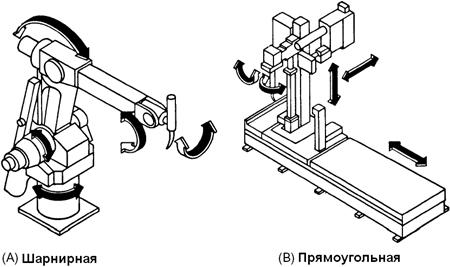
Рис.9.4. Системы
координат, используемые в сварочных роботах
Системы управления роботов, несущих инструмент, могут быть цикловые,
позиционные и контурные. Наиболее простая цикловая система управления
предназначена для выдачи ряда команд в определённой последовательности, но без
регламентации перемещения по каждой из осей. Роботы с цикловым управлением
применяют, в основном, при сборке деталей, при погрузочно-разгрузочных,
транспортных работах.
Позиционная система управления задаёт не только последовательность
команд, но и положение всех звеньев промышленного робота, её используют для
обеспечения сложных манипуляций с большим количеством точек позиционирования.
При этом траектория инструмента между отдельными точками не контролируется и
может отклоняться от прямой, соединяющей эти точки. Однако завершение
перемещения в каждой запрограммированной точке обеспечивается роботом с
заданной точностью. Роботы с позиционной системой программирования в основном
используются для контактной точечной сварки.
Контурная система управления задаёт движение в виде непрерывной
траектории. Движение инструмента по прямой линии или по окружности требует
задания всего двух точек в первом случае и трёх точек – во втором. Это
позволяет интерполировать отдельные участки траектории отрезками прямых и
дугами окружности, что существенно сокращает время программирования (обучения)
робота. Для дуговой сварки, как правило, используют роботы с контурной системой
управления.
К роботам, применяемым для сварки, обычно предъявляют дополнительные
специальные требования. Например, для роботов, используемых для контактной
точечной сварки, можно указать следующее: грузоподъёмность – более 600 Н;
погрешность позиционирования – не более
Дуговая сварка характеризуется рядом последовательных операций:
возбуждение и поддержание дугового разряда, перемещение электрода вдоль стыка, заварка
кратера и разрыв дуги, периодическая очистка сопла сварочной головки. Всё это
предъявляет ряд технических требований к промышленным роботам, предназначенным
для дуговой сварки. Например, необходимо программное управление не только
траекторией движения электрода по стыку, но и технологическими параметрами
процесса сварки (сварочный ток, напряжение, скорость сварки, скорость подачи
проволоки, расход защитного газа и т.д.); грузоподъёмность должна быть не менее
100…150 Н; число степеней подвижности – не мене 5…6; погрешность
позиционирования – не более ±0,2 мм; система управления - контурная.
Проблема комплексной автоматизации многономенклатурного производства
наиболее эффективно решается на основе создания роботизированных
технологических комплексов (РТК) различного технологического назначения. В
состав РТК могут входить позиционеры и/или сварочные манипуляторы, магазины
и/или накопители, источники тока и шкафы управления, устройства для очистки
горелки или зачистки электродов.
Технологические возможности РТК определяются не только
характеристиками промышленного робота, но и вспомогательным оборудованием и
оснасткой, которые позволяют установить изделие в удобное положение при сварке,
осуществить кантовку изделия и др. Обычно все роботы, входящие в РТК, и
вспомогательное оборудование управляется единой микропроцессорной системой.
Кроме того, в состав РТК входит ряд дополнительных устройств, обеспечивающих
безопасность его обслуживания и диагностику работы.
В современном сварочном производстве роботы используют в виде
роботизированных комплексов, когда сварку одной сборочной единицы выполняют
несколько сварочных роботов и манипуляторов с микропроцессорным управлением,
осуществляющих поворот и перемещение изделия для установки детали в удобное для
сварки положение.
Встречаются несколько схемных решений роботизированных комплексов:
· несколько однотипных сварочных роботов,
например, дуговых или контактных, осуществляют сварку различных швов одного
изделия (рис.9.5). Это позволяет повысить производительность изготовления за
счет одновременного выполнения нескольких швов и сокращения времени холостых
(установочных) перемещений рабочего инструмента, а также упрощает обеспечение
доступа рабочего инструмента к месту сварки;
· несколько разнотипных сварочных роботов,
например, дуговых и контактных, осуществляют сварку одного изделия;
· один робот работает как манипулятор, устанавливая изделие в удобное для сварки положение, а другие осуществляют сварку. Данное решение более эффективное, чем применение манипулятора, поскольку робот обеспечивает большее число степеней свободы, но существуют ограничения по массе деталей;
· один робот работает как манипулятор, устанавливая изделие в удобное для сварки положение, другой робот с помощь дистанционного измерительного устройства определяет действительные координаты мест сварки и корректирует программу сварочного робота, а третий осуществляет сварку по откорректированной программе с учетом реального расположения мест сварки. Такая схема позволяет исключить ошибки позиционирования, возникающие из-за неточности изготовления и сборки деталей.
Роботизированный комплекс, состоящий из
манипулятора и нескольких промышленных роботов и возможности манипулирования
изделием, представлен в следующем видеофрагменте.
![]()

Рис.9.5. Роботизированный комплекс из
нескольких роботов