Назад: 3.3 Вспомогательное оборудование
3.4. Сборочные операции
3.4.1. Общие требования
В общей трудоемкости сборочные операции
занимают 25…40 %. Они наименее механизированы. Сборка – совокупность операций
по установке деталей в положение, предусмотренное чертежом для последующей
сварки или пайки.
Помимо требований, определяемых конструкцией изделия,
сборка должна удовлетворять ряду требований, вытекающих из особенностей
техпроцесса сварки и пайки. К ним относятся: обеспечение доступности мест
сварки; допустимые зазоры, смещение кромок и деталей друг относительно друга,
излом осей свариваемых деталей, угловатость кромок и др.
Требования к точности сборки определяются нормативными
документами. Некоторые требования приведены ниже. Например, Норвежские нормы DNV–OS–C401 допускают следующие отклонения размеров при сборке
узлов морских буровых платформ (рис.3.28…3.31). Аналогичные требования к сборке
деталей под сварку предъявляют отечественные нормативные документы.
Рис.3.28.
Допустимое смещение кромок: е £ 1,0 при t1 £
Рис.3.29.
Допустимое смещение элементов крестового соединения: е £ 0,5t1 для t1 £
t2 и t2 < t1; е £
0,5t3 для t1 £
t2 и t2 ³ t1
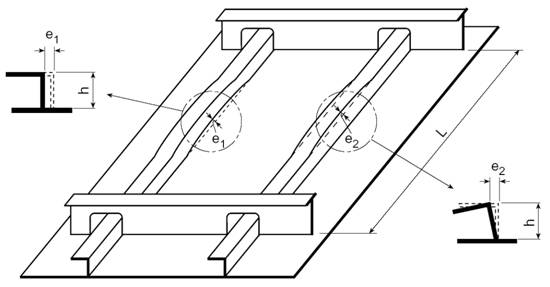
Рис.3.30.
Допустимые отклонения при сборке конструкции: e1 ≤ 1 + 0,002L max
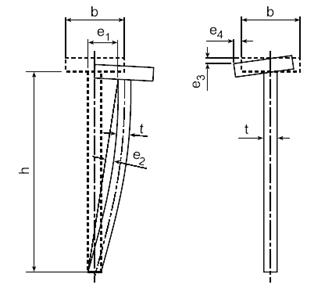
Рис.3.31.
Допустимые отклонения при сборке тавровых соединений элементов набора жесткостей:
e1 ≤ 1
+ 0,01h max
Точность зависит от методов сборки и применяемых приспособлений,
способа базирования деталей. С целью повышения точности рекомендуется разбить
сварную конструкцию на сборочные единицы и после их изготовления выполнить
общую сборку всего изделия. Например, при монтаже крупногабаритных конструкций
элементы отдельных пролетов конструкций мостов изготавливают в заводских
условиях в специальных приспособлениях и монтируют отдельными узлами (поузловая
сборка) (рис.32). При этом удается улучшить доступность сварных швов,
осуществить компенсацию неточности сборки отдельных узлов и уменьшить сварочные
деформации. Аналогичные возможности появляются при применении метода
последовательного наращивания, но в этом случае сокращается фронт работ, что
увеличивает срок изготовления.

Рис.3.32. Фрагмент поузловой сборки при монтаже фермы моста
Если сварка является заключительной операцией, то
точность конструкции зависит от ширины поля допустимых отклонений основных
размеров заготовок. Более того, отклонение размеров заготовок могут привести к
существенным затруднениям при сварке, поскольку допуски на расположение стыка в
пространстве достаточно жесткие, особенно при применении современных методов
автоматической сварки. Поэтому руководитель сварочного производства должен
обращать серьезное внимание на обоснованность требований, установленных для
изготовления деталей и заготовок.
Наибольшую точность изготовления обеспечивает
механическая обработка готовой сварной конструкции после сварки, но при этом
некоторые участки конструкции могут оказаться недоступными для обработки. При
изготовлении крупногабаритных конструкций возможности механической обработки
ограничиваются наличием на производстве соответствующего оборудования. Кроме
того, механическая обработка готовой сварной конструкции предполагает
необходимость больших припусков на детали и заготовки, что увеличивает
трудоемкость такой обработки.
В этих случаях рекомендуется компромиссное решение –
механической обработке подвергают отдельные детали перед сборкой и сваркой. Это
позволяет повысить точность при сборке, но точность готовой конструкции может
оказаться недостаточной из-за появления остаточных сварочных деформаций.
В ряде случаев рекомендуется применять механическую
обработку деталей не только перед сваркой, но и после изготовления отдельных
сборочных единиц и готовой конструкции.
Сборка включает три группы операций:
1) установку деталей в положение, предусмотренное
чертежом;
2) взаимное ориентирование деталей;
3) временное закрепление деталей.
Методы выполнения этих операций существенно
различаются в мелкосерийном, серийном и массовом производстве.