3.1.5. Гибка
Процесс гибки
заключается в пластическом изгибе заготовки, при котором внутренние слои
металла сокращаются, а наружные растягиваются. Гибку следует выполнять при деформациях,
исключающих образование трещин. Поэтому в зависимости от свойств материала,
толщины, размеров и формы заготовки для каждого способа гибки и вида оборудования
устанавливают предельно допустимые минимальные радиусы. Допускаемые минимальные
радиусы гибки основных видов проката из сталей с нормативным пределом текучести
до 275 МПа приведены в табл.3.5. При гибке деталей из сталей с нормативным
пределом текучести более 275 МПа значения допустимых минимальных радиусов гибки
увеличивают на коэффициент, равный ![]() , где sн – нормативный предел текучести стали, МПа.
, где sн – нормативный предел текучести стали, МПа.
Если требуется
большая кривизна деталей (малый радиус), гибку проводят в горячем состоянии.
Температура нагрева
должна составлять:
·
для стали с нормативным пределом текучести до 350 МПа включительно
следует нагревать до температуры 900…1000 °С;
·
для стали, поставляемые в нормализованном состоянии, следует нагревать
до температуры 900…950 °С;
·
при гибке и правке стали всех классов прочности с местным нагревом
операции связанные с пластическим деформированием металла должны заканчиваться
при температуре не ниже 700 °С.
Таблица 3.5
|
Профиль |
Эскиз |
Положение нейтральной
оси |
Допускаемый минимальный радиус гибки |
|
Листовая универсальная и полосовая сталь |
|
х – х y – y |
25 h 25
b |
|
Угловая сталь |
|
х – х y – y |
45 b1 45 b2 |
|
Двутавровые балки |
|
x – x y – y |
25 h 25 b |
|
Швеллеры |
|
х – х y – y |
25 h* 45 b |
|
Гнуто-сварные прямоугольные профили |
|
х – х y – y |
З0 b1 30 b2 |
|
Трубы, круг |
|
х – х y – y |
30 d |






* При гибке спаренных швеллеров
Ограничения минимального радиуса гибки профильного
проката, приведенные в табл.3.5, обусловлены тем, что при гибке по малому
радиусу могут появляться гофры в результате потери устойчивости стенок и
искажение профиля поперечного сечения.
В тех случаях, когда при гибке заготовок
пластическая деформация протекает на локальных участках (гибка в угол),
например, при гибке на кромкогибочных и листогибочных машинах, допускается значительно
большая кривизна гиба. Для сталей с нормативным пределом текучести до 350 МПа
минимальный внутренний радиус должен быть не менее 1,2 толщины для конструкций
III и IV групп и не менее 2,5 толщины для конструкций I и II групп (СНиП II-23-81*).
Применять гибку в угол для деталей из сталей с нормативным пределом текучести более
350 МПа не разрешается.
При гибке в угол кромки деталей из сталей
с нормативным пределом текучести более 275 МПа, образованные механической
резкой и расположенные перпендикулярно линии гиба, должны быть обработаны в
зоне линии гиба абразивным кругом для удаления возможных трещин и надрывов на
кромке. По принципу действия, оборудование для гибки делится на две группы:
ротационные машины и прессы.
К ротационным машинам относятся листогибочные трех- и
четырехвалковые машины, листогибочные машины с поворотной гибочной балкой,
профилегибочные валковые станы, зигмашины, сортогибочные роликовые машины,
трубогибочные машины, трубо- и профилегибочные станы с индуктивным нагревом
(рис.3.11).
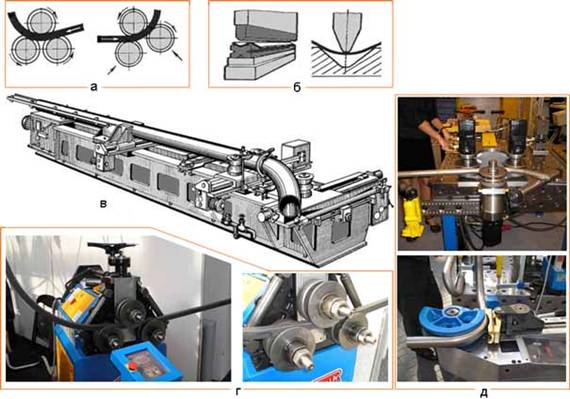
Рис.3.11. Схемы и внешний вид установок для гибки: а –
гибка листового проката в валковых машинах; б – гибка под прессом; в –
профилегибочная установка с индукционным нагревом; г – гибка углового проката;
д – гибка труб
Профильный прокат гнут на сортогибочных роликовых машинах,
а замкнутые профили – на специальных станках с индукционным подогревом
(рис.3.11,в).
Листогибочные трех- и
четырехвалковые машины предназначены для гибки цилиндрических и конических
обечаек из листового металла в холодном и горячем состоянии. Машины делятся на
трехвалковые симметричные, трехвалковые и четырехвалковые асимметричные.
Листогибочные машины с поворотной гибочной балкой
предназначены для гибки профилей из листового и полосового материала в холодном
состоянии. Схема гибки в листогибочных машинах показана на рис.3.12.
Рис.3.12. Схема вальцовки обечаек и внешний вид трехвалковых вальцов: а – цилиндрическая обечайка с недовальцованными участками; б – схема гибки на трехвалковых машинах; в – схема гибки на четырехвалковых машинах; г- схема гибки с предварительно подогнутыми кромками
При гибке на трехвалковых
симметричных машинах концы заготовок получаются плоскими. Длина плоского
участка равна половине расстояния между плоскими валками. Поэтому концы
заготовок предварительно подгибают на прессе или в листогибочной машине.
В асимметричных трехвалковых машинах
передний боковой валок смещен к середине и может регулироваться, чтобы поджать
лист к верхнему валку. Один конец заготовки сгибается почти полностью, а для
получения обечайки с двумя согнутыми концами, её заводят в валки машины дважды.
В четырехвалковых машинах при гибке
заготовка зажимается между верхним и средним валками, далее на заготовку
нажимает правый боковой валок, и происходит загибание концевого участка. Затем
правый боковой валок опускается, включается привод вращения верхнего валка и
осуществляется гибка. Длина недовальцованного участка "а" при гибке на четырехвалковых и
трехвалковых со смещаемым верхним валком вальцах обычно не превышает (2…4) s.
На трехвалковых
вальцах можно изгибать как цилиндрические, так и конические обечайки. Изготовление
листовых элементов с поверхностью двоякой кривизны получают на специальных
вальцах с валками переменного диаметра или штамповкой. На листогибочных вальцах
такие детали могут быть получены, если верхнему валку придать бочкообразную
форму, а двум нижним – седлообразную. Обычно это достигается путем установки
сменных втулок соответствующей формы (рис.3.13). Иногда на нижние валки
устанавливают седлообразную постель 3.
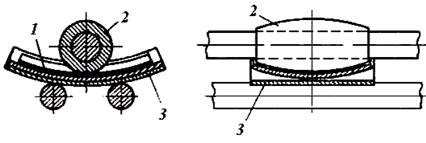
Рис.3.13. Схема гибки листа по сферической поверхности: 1
– исходная заготовка; 2 – бочкообразная насадка; 3 – постель
Для изготовления различных
профилей из листового и полосового материала в холодном состоянии используют
листогибочные прессы. Основным способом гибки является свободная гибка.
Заготовка изгибается под действием пуансона, закрепляемого в ползуне пресса.
Угол загиба определяется шириной матрицы и глубиной опускания пуансона. Матрица
имеет несколько пазов разной ширины. В зависимости от требуемой ширины паза матрицы,
лист перед гибкой устанавливается необходимой стороной на столе пресса. При
изготовлении сложных профилей гибка производится в несколько операций. Схемы
гибки в листогибочных машинах показана на рис.3.14.
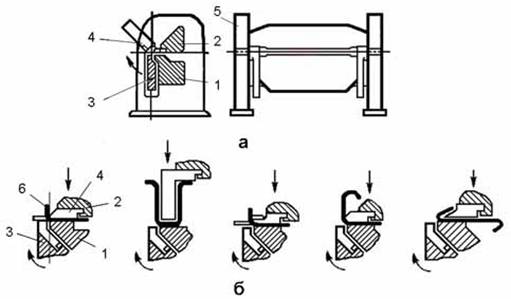
Рис. 3.14. Схемы гибки в листогибочных машинах с поворотной гибочной балкой: а – схема машины; б – схема гибки различных деталей: 1 – стол; 2 – прижимная траверса; 3 – поворотная балка; 4 – шаблон; 5 – стойка; 6 – заготовка
Способ гибки сортового проката в роликах
аналогичен гибке в валках листовых заготовок. Гибка происходит между тремя
смежными роликами. Особенностью гибки заготовок сложного профиля в роликах,
является искажение элементов профиля – схождение и расхождение полок уголка и
швеллера, овальность сечения трубы, скручивание несимметричной заготовки по
спирали, а также образование складок на элементах профильного проката. Эти
искажения являются следствием неравномерности напряжений в отдельных элементах
сечения изгибаемых заготовок.
Для предотвращения
искажения профильного проката используют гибочные ролики специальной
конструкции, а также направляющие и поддерживающие элементы в виде ложементов,
вставок или роликов.
Профиль роликов должен соответствовать
профилю изгибаемой заготовки в зависимости от направления ее элементов – внутрь
или наружу.
![]()