Назад: 10.1. Лазерные
технологии в машиностроении
10.2. Применение сварки трением с перемешиванием
Способ сварки трением с перемешиванием (Friction Stir Welding (FSW) является самым молодым и интенсивно
развивающимся технологическим процессом. Изобретенный в 1991 году и запатентованный
Институтом сварки Англии (TWI), он уже получил широкое признание и внедрение в
таких отраслях промышленности западных стран как судостроение, производство
авиационной, космической и ракетной техники и др.
Сущность процесса иллюстрирует схема на
рис.10.21. Вращающийся цилиндрический инструмент имеет в нижней рабочей части
выступающий палец и заплечики. Форм пальца может быть цилиндрической, но для
лучшего перемешивания палец может иметь специальную конусную форму, напоминающую
шуруп (рис.10.21,а). Заплечики имеют вогнутую форму, чтобы создавать усилие для
перемещения металла шва в глубину.
Рис.10.21. Схема процесса сварки трением с перемешиванием
В момент начала сварки палец, вращаясь,
погружается в свариваемые детали до упора в заплечики и затем начинается
движения инструмента вдоль стыка. Трение, возникающее между поверхностью
деталей и заплечиками инструмента, разогревает металл до пластического
состояния без расплавления (при сварке
алюминиевых сплавов температура нагрева составляет 400…500 °С), а вращение пальца осуществляет перемешивание
металла соединяемых деталей. Таким образом, сварка трением с перемешиванием
происходит без расплавления металла и может быть отнесена к способам сварки в
твердой фазе. Свариваемые кромки должны быть закреплены, чтобы
противодействовать силам, возникающим в процессе движения сварочного
инструмента. Обычно их прижимают к подкладке.
Этапы процесса сварки трением с
перемешиванием показаны на рис.10.22.

Рис.10.22. Этапы процесса сварки трением с перемешиванием
Процесс сварки определяют два параметра:
скорость вращения инструмента (500…2000 мин-1) и скорость его
перемещения вдоль сварного соединения. Эти два параметра взаимосвязаны, но
следует иметь в виду увеличение скорости вращения инструмента или уменьшение
скорости продольного перемещения его вызывает больший нагрев металла шва. Для
того чтобы качественное соединение необходимо чтобы материал, окружающий палец,
был способен к пластическому течению и не оказывал большого сопротивления
движению сварочного инструменту. При слишком большом вводе тепла, можно ожидать
образования ликвационных трещин подобно тому, как это происходит при сварке плавлением.
Осевое давление на изделие составляет от 6 до 200 кН.
В сварном соединении различают четыре зоны
(рис.10.23): A – основной металл; B – зона термического влияния (HAZ); C – зона
термомеханического воздействия (TMAZ) и D – ядро сварного шва (часть зоны
термомеханического воздействия).

Рис.10.23. Схема строения поперечного сечения сварного соединения
Основной металл: Это материал, удаленный
от шва, который не подвергался деформированию и не претерпевал изменения
структурных или механических характеристик в результате воздействия тепла при
сварке.
Зона термического влияния (Heat affected zone, HAZ): Это
зона сварного соединения, в которой в результате нагрева при сварке произошли
структурные изменения или изменения механических характеристик, но металл не
подвергался пластическому деформированию.
Зона термомеханического воздействия (Thermo-mechanically affected zone, TMAZ): В этой зоне материал подвергался пластической
деформации при сварке трением с перемешиванием, а выделившееся тепло могло оказать
влияние на свариваемый металл, но рекристаллизация металла не происходила.
Обычно существует четкая граница между зоной рекристаллизации (ядро шва) и
деформированной зоной.
Ядро шва (Weld nugget): Это
область в внутри зоны термомеханического воздействия, в которой произошла
рекристаллизация металла. На рис.10.22б ясно видна граница этой зоны. Несмотря
на то, она является частью зоны
термомеханического воздействия, ее рассматривают как отдельную зону, поскольку она
отличается по структуре и размеру зерна.
Данный способ сварки наиболее широко
используется для соединения деталей из алюминиевых сплавов толщиной от 1,5 до
В виду отсутствия расплавления метала и
интенсивного перемешивания материала, находящегося в состоянии пластического
течения, металл шва приобретает мелкозернистую структуру (более мелкозернистую,
чем у основного металла) без включений
окисной пленки, находящейся на поверхности деталей из алюминиевых сплавов. В
сварных соединениях отсутствуют поры и трещины. Важным преимуществом данного
способа является возможность соединения сплавов, которые трудно подаются соединению
с помощью дуговых методов сварки плавлением, а также разнородных сплавов между
собой.
При использовании данного способа сварки
остаточные сварочные деформации значительно меньше, чем при дуговой сварке
плавлением.
Поскольку ванна расплавленного металла
отсутствует, сварные соединения могут быть выполнены в любом пространственном
положении без изменения режимов сварки.
Существуют разработки технологии сварки
сталей и титановых сплавов.
Широкое и быстрое распространение
технологии сварки трением с перемешиванием в промышленности стало следствием
следующих преимуществ данного способа:
Высокие показатели механических свойств
соединений при растяжении, изгибе; при статическом нагружении и при действии
переменных нагрузок.
Возможность соединения трудно свариваемых
алюминиевых сплавов, таких как сплавы, содержащие цинк.
Высокие экономические показатели.
Производственный цикл уменьшается на
50-75% по сравнению с обычными способами сварки. Низкие производственные
расходы. Одним из основных достоинств изделий, сваренных сваркой трением с
перемешиванием, является их готовность к применению. Нет необходимости в
трудоемких послесварочных работах, таких как зачистка, шлифовка или правка.
Корректно спроектированные элементы готовы к дальнейшему применению сразу после
сварки. Относительно невысокие требования к подготовке кромок под сварку
сокращают затраты на производство.
Одним сварочным инструментом можно
выполнить до
Экологическая безопасность процесса, ввиду
отсутствия выделения вредных газов и дымов.
Малая величина остаточных сварочных
деформаций даже при сварке протяженных швов (рис.10.24).
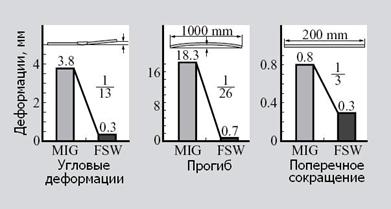
Рис.10.24. Остаточные деформации сварных соединений, выполненных сваркой трением с перемешиванием
При сварке алюминиевых сплавов не
требуется защитный газ и в шве отсутствует пористость и трещины.
Вместе с тем существуют некоторые
ограничения на применение данного способа:
Требуется жесткое закрепление деталей
перед сваркой.
После завершения процесса сварки в шве
остается отверстие или углубление (рис.10.22).
Не представляется возможным выполнить
сварное соединение, когда для его образования требуется присадочный материал,
например, сварку угловых швов.
Основные области применения в настоящее
время связаны с использованием алюминиевых сплавов, в частности, судостроение,
морские платформы; авиастроение; космическая техника; ж/д вагоны, трамваи,
вагоны метро; автомобилестроение; мостовые конструкции: оборонная техника; элементы
охлаждающих систем, для соединения листового проката и экструдированных
профилей.
Примеры элементов сварных конструкций,
выполненных сваркой трением с перемешиванием, показаны на рис.10.25.

Рис.10.25. Примеры сварных конструкций, выполненных сваркой трением с перемешиванием
В настоящее время более десяти европейских
фирм выпускают оборудование для сварки трением с перемешиванием. Фирма ЭСАБ Инжиниринг создала серию машин SuperStir для сварки алюминиевых пластин размером от 0,5´1,5м до 10´20м и толщиной до 15мм (при односторонней сварке) или
до 30мм (при двусторонней сварке).
Одна из первых установок для сварки
трением с перемешиванием была поставлена
на норвежскую судоверфь Marine
Aluminium для
производства панелей высокоскоростных судов, где предъявляются высокие
требования к качеству швов, в том числе и по усталостной прочности. Было
успешно сварено около 10000м швов на панелях различных размеров и толщин.
Из примеров, представленных на рис.10.25.
следует обратить внимание изготовление ортотропной панели (крайний правый
рисунок). Нахлесточное соединение выполнено по типу проплавного шва.
Во многих случаях такие соединения можно
выполнять отдельными точками – точечной сваркой трением с перемешиванием (spot friction welding, SFW). Этот технология
сварки была изобретена на фирме Mazda и вызывает большой интерес в автомобильной
промышленности из-за простоты процесса, низких капитальных затрат (до 40 %) и
значительной экономии энергии (до 90 %) по сравнению с электрической контактной
точечной сваркой. Данный процесс легко встраивается в высоко механизированные
линии поточного сборочного производства. Схема процесса показана на рис.10.26.
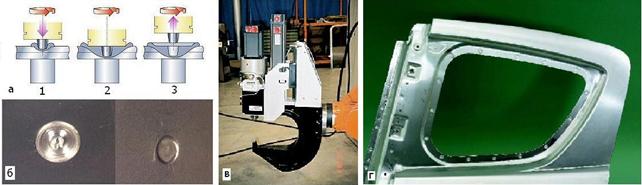
Рис. 10.26. Схема процесса точечной сварки трением (а); лицевая и обратная стороны сварного соединения (б); сварочное устройство (в) и пример сварного соединения двери автомобиля Mazda (г).
Несмотря на то, что сварное соединение
имеет в центральной части несквозное отверстие, остающееся после выхода
сварочного инструмента, прочность его остается на достаточно высоком уровне.
Разрушение происходит путем вырыва по контуру сварной точки (рис.10.27), что
свидетельствует о равнопрочности сварного соединения и основного металла. Это
объясняется тем, что распределение касательных напряжений в плоскости среза
крайне не равномерно. Центральная часть точки практически не нагружена.


Рис.10.27. Разрушение образца сварного точечного соединения
На рис.10.28 показан роботизированный
комплекс точечной сварки трением с перемешиванием деталей двери автомобиля
Мазда.

Рис.10.28. Точечная сварка двери автомобиля Мазда RX8
Технология точечной сварки трением
оказывается конкурентоспособной по сравнению с электрической контактной сваркой
применяемой в автомобилестроении, поскольку сварочное устройство создает
меньшую нагрузку на руку робота, более простой оказывается система подвода
энергии к сварочному устройству, так как нет необходимости подводить к месту
сварки токи величиной несколько тысяч ампер.
Применительно к сварке железнодорожных
вагонов на фирме Hitachi разработан новый процесс
точечной сварки трением с перемешиванием, названный «Swing FSW» (рис.10.29).
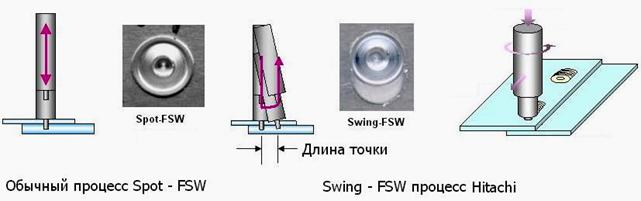
Рис.10.29. Сопоставление обычного процесса точечной сварки трением и «Swing FSW»
В дополнение к обычной технологии точечной
сварки трением (рис.10.29 слева) сварочный инструмент после погружения в металл
совершает колебательные движения, задерживаясь в крайних положениях (рис.10.29
справа). Это позволяет выполнить точечное соединение вытянутой формы и
увеличить его прочности.
Завершая обзор применения различных
процессов сварки трением с перемешиванием при изготовлении машиностроительных
конструкций, необходимо отметить, что достигнутый в настоящее время уровень
развития данной технологии позволяет с уверенностью рекомендовать эту
технологию для изготовления конструкций из алюминиевых сплавов. Именно при
сварке деталей из этого материала в наибольшей степени проявляются преимущества
данного процесса.
Как правило, переход к применению сварки
трением с перемешиванием не требует существенных изменений конструкции
соединения, но в некоторых случаях внесение конструктивных изменения,
учитывающих специфику данного процесса, позволяет значительно расширить область
применения данной технологии.