1. ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ СВАРНОЙ КОНСТРУКЦИИ
1.1. Принципы
построения технологического процесса
Стратегия организации производства состоит в том, чтобы
обеспечить выпуск продукции, соответствующей техническим условиям и нормативным
документам при этом качество и стоимости продукции должны гарантировать ее
конкурентоспособность на выбранных рынках.
Жизненный цикл
сварной конструкции начинается с разработки технического задания на
проектирование, в котором, в соответствии с ГОСТ 15.001
(Система разработки и постановки продукции на производство. Продукция
производственно-технического назначения) должны
быть представлены исходные данные – такие как, например, техническая
характеристика конструкции, условия эксплуатации и некоторые рекомендации по
конструированию.
На основании технического задания (ТЗ), в котором
отражены требования к конструкции, конструктор выполняет эскизный проект,
назначает конструкционные материалы, выполняет расчеты несущих элементов
конструкции, назначает расчетно-обоснованные параметры сварных соединений и
швов. Затем он выполняет оформление проектно-конструкторской документации в
соответствии с системой стандартов, называемой ЕСКД (единая система
конструкторской документации).
В качестве технического задания допускается также
использовать любой документ (контракт, протокол, эскиз и др.), содержащий
необходимые и достаточные требования для разработки и признанный заказчиком и
разработчиком, а также образец продукции, предназначенный для воспроизведения.
В ТЗ включаются прогнозируемые показатели технического
уровня продукции с отражением уровня стандартизации и унификации. ТЗ содержит
технико-экономические требования к продукции, определяющие ее потребительские
свойства и эффективность применения, перечень документов, требующих совместного
рассмотрения, порядок сдачи и приемки результатов разработки. ТЗ может
содержать требования к технологической подготовке производства, проведению экспертизы.
Неотъемлемой частью комплекта конструкторской или
другой технической документации на продукцию являются технические условия на
изготовление ТУ, которые разрабатываются в соответствии с ГОСТ (ГОСТ 2.114-95
Технические условия. Единая система конструкторской документации.
Межгосударственный стандарт) и другими нормативными документами.
ТУ разрабатывается по решению разработчика
(изготовителя) или по требованию заказчика (потребителя) продукции и должны
содержать полный комплекс требований к продукции, ее изготовлению, контролю и
приемке.
ТУ должны содержать вводную часть и разделы,
расположенные в следующей последовательности: технические требования;
требования безопасности; требования охраны окружающей среды; правила приемки;
методы контроля; транспортирование и хранение; указания по эксплуатации;
гарантии изготовителя.
Состав разделов и их содержание определяет разработчик
в соответствии с особенностями продукции. При необходимости ТУ, в зависимости
от вида и назначения продукции, могут быть дополнены другими разделами
(подразделами) или в них могут не включаться отдельные разделы (подразделы),
или отдельные разделы (подразделы) могут быть объединены в один.
Следующим этапом жизненного цикла сварных конструкций
является технологическая подготовка производства (ТПП), которая представляет
собой совокупность взаимосвязанных процессов, обеспечивающих технологическую
готовность предприятия к выпуску продукции необходимого качества при
установленных сроках, объеме производства и затратах. Содержание и объем ТПП
зависят от типа производства, конструкции и назначения изделия. Под
технологической готовностью понимается наличие полного комплекта
технологической документации и средств технологического оснащения, необходимых
для производства новых изделий.
Основная задача ТПП – обеспечить высокое качество
изготовления изделий и создать необходимые условия для роста производительности
труда, улучшения использования оборудования, снижения расхода сырья,
материалов, топлива, энергии.
В процессе технологической подготовки производства
решается широкий круг вопросов. Основные из них:
·
отработка
конструкции нового изделия на его технологичность;
·
разработка
технологических процессов изготовления изделия;
·
разработка ТЗ на
проектирование нестандартной оснастки
·
проектирование
специальной оснастки и оборудования (Приложение 1.1);
·
определение
потребности в оборудовании и его планировка;
·
проектирование
межоперационного транспорта и контроля.
Параллельно с разработкой конструкторской документации
конструктор совместно с технологическими службами проводит анализ сварной
конструкции на технологичность.
Данный этап проектирования является весьма важным при создании сварной
конструкции, поскольку ошибки, допущенные на данном этапе, могут привести к
существенным экономическим потерям и в некоторых случаях совершенно исключает
возможность применения сварки или других технологических процессов.
Затем документацию передают технологам, для разработки
технологического процесса изготовления сварной конструкции.
Исходными данными
для разработки технологического процесса, являются рабочие чертежи изделия, ТУ,
условия его эксплуатации, программа выпуска, а также нормативные документы, регламентирующие
процедуру оформления технологического процесса – это система стандартов,
называемая ЕСТПП (единая система технологической подготовки производства) и
ЕСТД (единая система технологической документации).
Технологическое
проектирование начинается с разработки маршрутной технологии, в которой
определяются последовательность выполнения основных операций и закрепление их в
цехах за конкретными группами оборудования. По маршрутной технологии за каждым
цехом и участком закрепляются обрабатываемые виды продукции, указываются
оборудование, инструменты, специальность рабочих, разряды работ и нормы
времени.
В индивидуальном и
мелкосерийном производствах, а также на предприятиях со сравнительно простой
технологией разработка технологических процессов обычно ограничивается
маршрутной технологией. В массовом же и крупносерийном производствах вслед за
маршрутной разрабатывается более подробная пооперационная технология, которая
содержит подробное описание всех технологических операций.
При разработке
технологического процесса важной задачей является выбор экономически
эффективных способов изготовления изделия. Выбранная технология производства
должна обеспечивать высокое качество изготовления продукции, повышение производительности
труда и наиболее низкую себестоимость изделий по сравнению с другими
вариантами.
В ускорении
технологической подготовки производства исключительно важная роль принадлежит
типовым технологическим процессам, под которыми понимаются обобщенные схемы
изготовления деталей однородных классификационных групп. Внедрение типовых
технологических процессов позволяет сократить объем технологической документации,
ускорить проектирование технологического процесса, сократить длительность производственного
цикла, ускорить процесс технического нормирования, повысить техническое
оснащение производства, снизить трудоемкость изготовления продукции и себестоимость.
Типизация
технологических процессов создает необходимые предпосылки для агрегатирования и
стандартизации технологического оснащения, что значительно сокращает
трудоемкость проектирования и изготовления оснастки, которая занимает около 80
% по длительности и 90 % общих затрат на технологическую подготовку
производства.
При разработке технологического процесса необходимо
руководствоваться нормативно-технической документацией, в которой отражен
накопленный опыт изготовления аналогичных конструкций. Примерами таких
документов являются:
ОСТ – отраслевой стандарт;
СТП – стандарт предприятия;
ПБ – правила безопасности (используются при
проектировании, изготовлении, монтаже и ремонте оборудования опасных
технических устройств);
РД – руководящий документ;
СНиП – строительные нормы и правила;
ВСН – ведомственные строительные нормы;
СП – свод правил.
Полезно при разработке технологического процесса
использовать типовые технологические процессы и технологические инструкции.
Разработка технологического процесса изготовления
сварной конструкции завершается разработкой Карты технологического процесса,
где должны быть изложены все требования к выполнению сварного соединения,
включая подготовку кромок, сборку, последовательность сварки, режимы сварки,
подогрев кромок, термическую обработку, объем и методы контроля, требования к
качеству.
Документом, регламентирующим технологию сварки при
монтаже сварных конструкций или при ремонте является Проект производства работ
(ППР).
В международной практике карту технологического
процесса сварки называют WPS – welding procedure specification. WPS является основным технологическим документом для
выполнения сварочных работ.
Технолог руководит всей работой по подготовке
производства, начиная от проработки конструкции на технологичность, и
заканчивая сдачей готовой продукции.
Разработка технологического процесса начинается
(рис.1.1) с анализа исходных данных и детального изучения конструкции по
рабочим чертежам и другой конструкторской документации. Целью этого этапа
является получение информации об условиях эксплуатации конструкции,
конструкционных материалах, их эксплуатационных и сварочно-технологических
свойствах, о сварных соединениях и швах, их расчетных параметрах, протяженности
и конфигурации, толщине свариваемых элементов и требовании к качеству сварных
соединений. Эта информация является исходной для проведения анализа технологичности
конструкции и возможности её изготовления на данном предприятии.
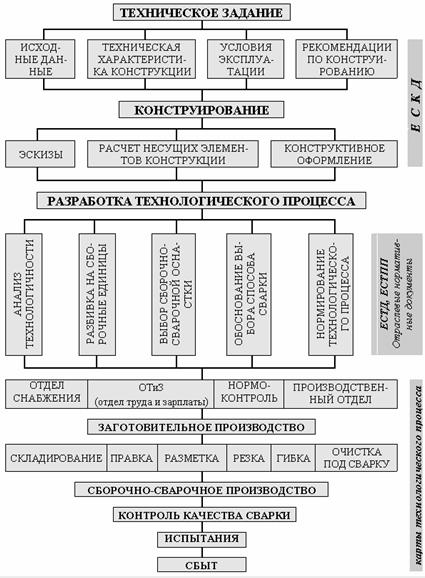
Рис.1.1.
Этапы создания сварных конструкций
В соответствии с ГОСТ 14.205-83: технологичность
конструкции изделия (технологичность)
– это совокупность свойств
конструкции изделия, определяющих её приспособленность к достижению оптимальных
затрат при производстве, эксплуатации и ремонте для заданных показателей
качества, объема выпуска и условий выполнения работ.
В зависимости от области проявления различают
производственную, эксплуатационную и ремонтную технологичность конструкции
изделия.
Технологичным
конструктивным решением является
такое решение, которое обеспечивает наиболее простое, быстрое и экономичное
изготовление и монтаж конструкции при соблюдении условий прочности, устойчивости
и требуемых эксплуатационных качеств.
Технологичность является понятием комплексным,
охватывающим экономические, технологические и качественные показатели,
основными из которых являются: себестоимость,
трудоемкость и качество.
Достижение высоких показателей технологичности
изделия, осуществляется на основе взаимосвязанного решения конструкторских и
технологических задач, направленных на повышение производительности труда,
снижение затрат и сокращения времени на проектирование, технологическую подготовку
производства, изготовление, техническое обслуживание и ремонт при сохранении
необходимого качества изделия. Такая совокупность мероприятий называется отработкой
изделия на технологичность.
Отработку изделия на технологичность следует начинать с детального
изучения исходных данных, определяющих вид изделия, объем выпуска и тип
производства. Вид изделия определяет главные конструктивные и технологические
признаки, обуславливающие основные требования к технологичности конструкции.
Объем выпуска и тип производства определяют целесообразную степень
технологического оснащения, механизации и автоматизации технологических
процессов. Кроме этого изучается перспективность данного изделия, степень его
новизны, опыт данного предприятия и предприятий с аналогичным производством,
возможность применения новых оригинальных технологий.
С учетом этих данных выбираются критерии оценки
технологичности конструкции изделия, методы их расчета и сравнительной оценки с
базовыми или нормативными показателями. По принятым критериям выявляются и
оцениваются свойства конструкции изделия с позиции экономии затрат по ее
выпуску, ремонту и эксплуатации, сокращения сроков выпуска, улучшения условий
труда в процессе производства. Анализ подобного рода носит название – анализ технологичности конструкции изделия.
Принятые при этом критерии оценки технологичности называются – показателями технологичности.
На основе проведенного анализа делается заключение о
целесообразности выпуска рассматриваемого изделия данными технологическими
приёмами. Если полученный уровень технологичности удовлетворяет требования,
предъявляемым к выпуску аналогичных изделий, изделие считается пригодным для
запуска в производство. В противном случае изыскиваются дополнительные
мероприятия с целью повышения технологических качеств конструкции. Обычно такие
мероприятия связаны с изменением конструктивного оформления изделия, разбивкой
изделия на другие сборочные единицы, корректировкой технологии его
изготовления.
При отработке изделия на технологичность следует
руководствоваться следующими принципами:
·
Необходимо
соблюдать технологическую преемственность, заключающуюся в максимальном
использовании технологии и оснастки, применявшейся при изготовлении ранее
выпускавшейся продукции. Применение этого принципа основано на типизации технологических
процессов и элементов его оснащения.
·
Предусматривать
возможность применения комплексной механизации и автоматизации производства, в
том числе в условиях малой серийности и частой смены изготавливаемых объектов.
Данный принцип основывается на унификации и стандартизации элементов
технологической оснастки, подборе оборудования (специального в условиях крупносерийного
и массового производства и универсального при мелкосерийном производстве),
применения агрегатирования.
·
Осуществлять
разбивку металлоконструкции на сборочные единицы, обеспечивающую параллельную
организацию работ по их изготовлению.
·
Увязывать
технологичность отдельных элементов с технологичностью изделия в целом.