Раздел III. ТЕПЛОВЫЕ
ОСНОВЫ СВАРКИ
НАЗАД:
3.3.3. Неравномерность
плавления электрода
3.4. Плавление основного металла сварочной дугой
3.4.1. Основные параметры сварочной ванны и сварного
шва
Сварные швы делятся на
стыковые и угловые. Основной параметр углового шва – его катет К (см. рис. 30).
В зависимости от конструктивной подготовки свариваемых деталей сварные швы
могут быть образованы в основном за счет проплавленного (Fпр > Fн) или
наплавленного (Fн > Fпр) металла.
При разработке технологии
сварки для обеспечения заданных чертежом геометрических параметров шва
необходимо знать зависимость этих величин от основных параметров режима сварки.
Кроме того, разработанная технология сварки должна обеспечить такую
конфигурацию металла шва, которая обеспечит его максимальную технологическую
прочность, т. е. стойкость металла против образования горячих трещин.
В соответствии со
стандартами на конструктивные элементы сварного шва (см. рис. 30):
е – ширина шва (и сварочной
ванны);
g – высота усиления шва;
a – глубина проплавления
свариваемого металла;
к – катет шва;
FH – площадь наплавленного
металла;
Fпр – площадь проплавленного металла.
Длину сварочной ванны обозначим L.
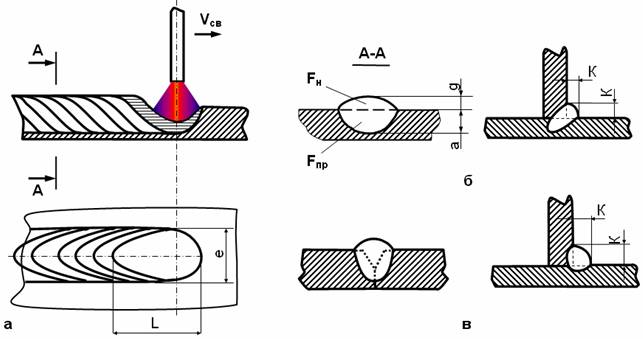
Рис. 30. Параметры сварочной ванны и сварного шва:
а – наплавка на
пластину; б – швы, образованные в
основном за счёт проплавленного металла; в
- швы, образованные в основном за счёт наплавленного металла
Производными параметрами
будут:
![]() - коэффициент формы сварочной ванны;
- коэффициент формы сварочной ванны;
![]() - коэффициент формы
сварочного шва;
- коэффициент формы
сварочного шва;
![]() - относительная глубина
проплавления;
- относительная глубина
проплавления;
![]() - коэффициент полноты
шва (обычно m = 0,60 – 0,7);
- коэффициент полноты
шва (обычно m = 0,60 – 0,7);
![]() - доля участия
основного металла в металле шва.
- доля участия
основного металла в металле шва.
ДАЛЕЕ:
3.4.2. Расчет основных
параметров сварочной ванны и сварного шва