Раздел I. ФИЗИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА СВАРКИ МЕТАЛЛОВ
НАЗАД:
1.2. Классификация процессов
сварки
1.3. Характер установления межатомных связей в сварных
соединениях
Существуют три
основные формы установления межатомных связей при сварке металлов, каждая из
которых является главенствующей для своего класса сварочных процессов.
Механический класс сварочных
процессов объединяет пять видов сварки. За исключением сварки трением, все они
осуществляются без предварительного нагрева свариваемых деталей.
В качестве примера
рассмотрим холодную сварку. Холодная сварка – один из видов сварки в твердой
фазе со значительной объемной пластической деформацией. Ее осуществляют
давлением на воздухе при комнатной температуре. Основной технологический вариант
холодной сварки предусматривает совместную пластическую деформацию соединяемых
деталей за счет приложения сил, нормальных к поверхности соединения. Холодную
сварку нормальными усилиями осуществляют внахлестку вдавливанием пуансонов (см.
рис. 6) в предварительно зажатые или незажатые детали или встык с использованием
зажимных приспособлений.
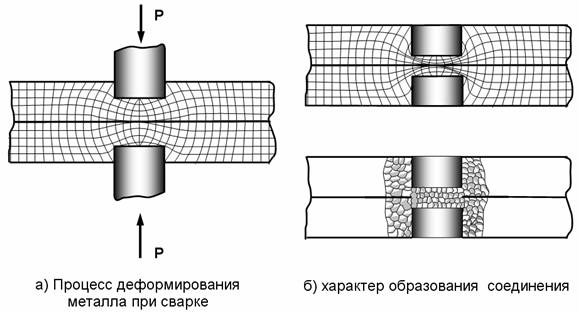
Рис. 6. Схема холодной сварки
В основе холодной
сварки лежит явление, получившее название «схватывание». Довольно часто это
явление также называют адгезией (для разнородных металлов) или когезией (для
однородных металлов). Для получения качественного соединения необходимо
значительное растекание металла в месте соединения, которое способствует
разрушению и выносу окисных пленок из зоны контакта, сглаживанию поверхностных
микронеровностей и образованию активных центров схватывания в местах выхода
дислокаций и их скоплений.
Степень деформации
при холодной сварке достигает до 80-90 %. Для этого необходимо прикладывать
давление на пуансоны, в 4-5 раз превышающее предел текучести свариваемого
металла. Длительность процесса макрообъемной деформации составляет обычно 1-2
секунды.
Способность к
схватыванию в большой мере определяется положением металла в периодической
системе элементов и строением кристаллической решетки. В основном, холодной
сваркой сваривают такие пластические металлы как алюминий и медь. Холодную
сварку применяют и для соединения разнородных металлов. Примером служит армирование
алюминиевых проводов медными наконечниками.
При сварке взрывом
происходит образование физического контакта между соединяемыми поверхностями, а
последующее электронное взаимодействие обеспечивает создание прочной
металлической связи. Сближение поверхностей на расстояние, обеспечивающее
физический контакт, осуществляется при сварке взрывом посредством совместной
пластической деформации поверхностных слоев материалов.
При
термомеханических способах сварки (а также при сварке трением) сближение
атомов, активация (очистка поверхностных слоев и течение ювенильных слоев
металла) поверхностей достигается за счет совместной упруго-пластической
деформации соединяемых материалов в контакте одновременно с их нагревом.
С повышением
температуры предел текучести металла уменьшается, поэтому требуется гораздо
меньшее давление для обеспечения физического контакта свариваемых деталей по
всей плоскости стыка. Связь между требуемым давлением и температурой процесса
для чистого железа приведена на рис. 7. Область 1 характеризуется тем, что для
получения качественных сварных соединений требуются очень большие, практически
не применимые давления. Поэтому эту область называют областью ограниченного
сваривания.
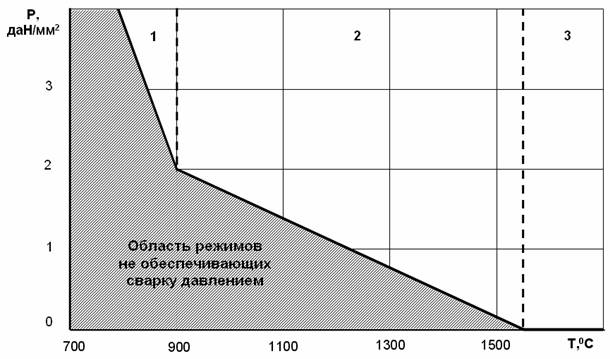
Рис. 7. Величина требуемого давления при сварке сталей
1 – область ограниченных режимов сварки давлением; 2 –
область практически применяемых режимов сварки давлением; 3 – область сварки
плавлением
Рассмотрим процесс
образования сварного соединения при контактной стыковой сварке сопротивлением.
Свариваемые детали 1 зажимают в токоподводах 2-3 (см. рис. 8,а), один из
которых, например, токоподвод 2, является подвижным и связан с приводом усилия
машины. При сварке сопротивлением детали сжимают достаточно большим усилием F, и подают напряжение на свариваемые детали.
Протекание тока
через детали приводит к постепенному нагреву металла в стыке до температуры,
близкой к температуре плавления (0,8-0,9)Тпл. Затем увеличивают
усилие (осадка деталей), ток выключают. При этом возрастает перемещение S подвижной детали, происходит пластическая деформация
металла в стыке и образование соединения в твердом состоянии. Образование
непрерывной структурной связи осуществляется за счет совместной (взаимной)
рекристаллизации металла свариваемых деталей. Сварное соединение имеет
зернистую структуру.
При контактной
стыковой сварке оплавлением детали сближаются при очень малом усилии (штриховая
линия на рис. 8,а) при включенном источнике тока. Оплавление деталей происходит
в результате непрерывного образования и разрушения контактов – перемычек между
их торцами. Перемычки нагреваются значительно выше температуры плавления,
вплоть до температуры кипения.
После образования
необходимого слоя расплавленного металла на торце свариваемых деталей ток
выключается, дается осадочное давление. Жидкий металл вместе с загрязнениями
(окисными пленками) выдавливается из стыка, образуя при затвердении грат. Соединение
образуется в твердом состоянии между металлами, нагретыми до пластического
состояния опять же за счет совместной (взаимной) рекристаллизации металла
свариваемых деталей.
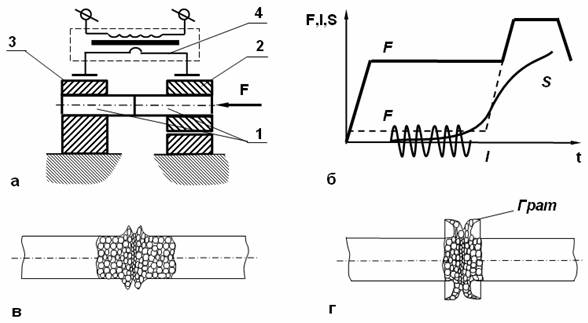
Рис. 8. Образование сварного соединения при контактной
стыковой сварке:
а – принципиальная схема контактной машины; б –
циклограмма процесса; в - сварное соединение
при сварке сопротивлением; г - сварное соединение при сварке оплавлением; 1 –
свариваемые детали; 2 – подвижный токопровод; 3 – неподвижный токопровод; 4 –
вторичный контур сварочного трансформатора
При сварке в жидкой
фазе сближение атомов осуществляется за счет явления смачивания и тепловых
колебаний частиц. Очистка поверхностей – за счет восстановления элементов из
окислов (термической диссоциации окислов) при нагреве, десорбции, металлургической
обработки сварочной ванны.
Начало контакта
свариваемых металлов, т. е. установление непрерывной структурной связи,
соответствует моменту образования общей сварочной ванны. Соединение происходит за счет самопроизвольного смешивания и
взаимного растворения жидкого металла свариваемых деталей с последующей его кристаллизацией
на базе частично оплавленных зерен основного металла. Сварной шов имеет
структуру литого, т. е. кристаллитного или дендритного металла. Дендриты (их
главные оси) в своем основании направлены перпендикулярно линии сплавления,
дальнейшее направление их роста – в сторону теплового центра (см. введение, рис. 1.в). Следовательно,
сварное соединение при сварке плавлением образуется за счет явления совместной
(взаимной) кристаллизации.
При точечной
контактной сварке детали соединяются по отдельным участкам касания, называемыми
точками. При этом детали собирают внахлестку (рис. 9,а) и сжимают электродами
(токоподводами 1), связанными со сварочным трансформатором 2, при включении
которого детали нагреваются кратковременным (0,01-0,5с) импульсом тока до
появления расплавленной зоны 3 или ядра точки. Расплавленный металл
удерживается в ядре от выплеска и надежно защищается от взаимодействия с
окружающей средой уплотняющим пояском, формирующимся в результате значительной
пластической деформации металла, примыкающего к ядру.
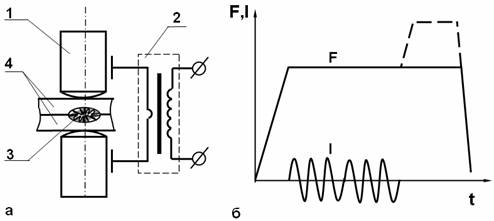
Рис. 9. Точечная
контактная сварка:
а – принципиальная схема процесса; б – циклограмма
процесса; 1 – электроды; 2 – сварочный трансформатор; 3 – ядро точки; 4 –
свариваемые детали
Усилие после
выключения тока сохраняется некоторое время для того, чтобы кристаллизация
металла происходила под давлением. Тем самым предохраняется образование
дефектов усадочного происхождения – трещин, рыхлот и т. д.
Шовная сварка – это
образование непрерывного сварного соединения путем постановки последовательного
ряда перекрывающих друг друга точек. Таким образом достигается герметичность
сварного соединения. При шовной сварке подвод тока, передачу усилия к деталям и
их перемещение осуществляют через вращающиеся дисковые электроды-ролики 1 (рис.
10,а). Как и при точечной сварке, детали собирают внахлестку и нагревают током
без применения специальных средств защиты жидкого металла от взаимодействия с
атмосферой.
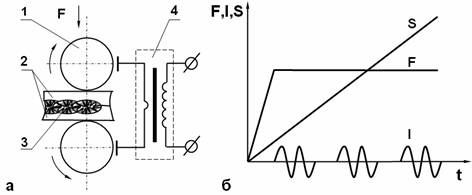
Рис. 10. Шовная
контактная сварка:
а – принципиальная схема процесса, б – циклограмма
процесса; 1 – электроды; 2 – свариваемые детали; 3 – ядро точки; 4 – сварочный
трансформатор
При шовной сварке,
как и при точечной, образование межатомных связей происходит за счет взаимной
кристаллизации под давлением расплавленного металла в замкнутом объеме.
ДАЛЕЕ: 1.4.
Особенности образования
соединений при сварке плавлением разнородных металлов