-
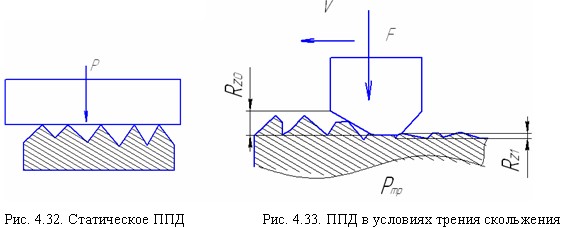
Статическое ППД – поверхностно пластическое деформирование при статическом взаимодействии деформируемого материала с инструментом, рабочими телами или средой. Деформирование поверхности заготовки в этом случае в основном осуществляется вследствие действия нормальных к поверхности сил (статическое деформирование поверхности торцом гладкого или фигурного пуансона), рис. 4.32.
-
ППД в условиях трения скольжения – поверхностное пластическое деформирование при скольжении инструмента по локально контактирующей с ним поверхности обрабатываемого материала (рис.4.33). Для этого вида характерно наличие в зоне контакта инструмента и детали на только нормальных сил, но и сил трения, появляющихся вследствие перемещения инструмента по образующей обрабатываемой поверхности. Силы трения значительно изменяют схему напряженного состояния металла в зоне его контакта с инструментом и оказывают существенное влияние на процесс деформирования поверхностного слоя. На использовании трения скольжения основаны процессы выглаживания поверхностей, поверхностное дорнование и поверхностное редуцирование.
-
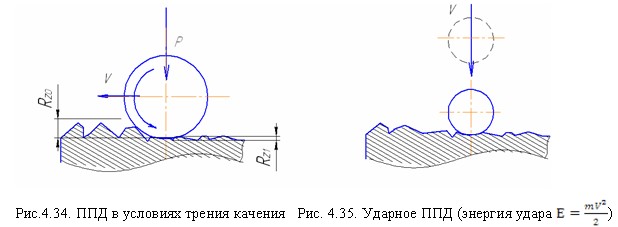
ППД в условиях трения качения – поверхностно пластическое деформирование при качении инструмента по поверхности деформируемого материала (рис.4.34). К этому виду ППД относятся многочисленные методы обработки деталей роликовыми и шариковыми инструментами. К этой же группе можно отнести процессы накатывания различных профилей, резьб, зубчатых колес, так как они осуществляются по кинематике качения.
-
Ударное ППД – поверхностно пластическое деформирование при ударном воздействии деформируемого материала с инструментом, рабочими телами или средой (рис.4.35). Деформирование при больших скоростях относительного соударения и перемещение и детали приводит к значительному поверхностному наклепу – изменению структуры металла без его полной реклисталлизации. Величина и степень наклепа зависят от массы соударяющихся тел, скорости их относительного движения и других факторов, определяющих энергию удара инструмента об обрабатываемую поверхность.
К способам обработки ППД с ударным воздействием рабочих тел относятся: обработка дробью, центробежная обработка, галтовка, обработка металлическими щетками, упрочняющая чеканка и др.
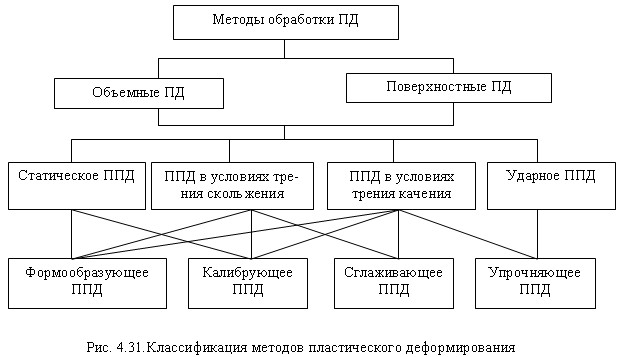
В зависимости от технологического назначения процессы ППД делят на формообразующие, калибрующие и упрочняющие.
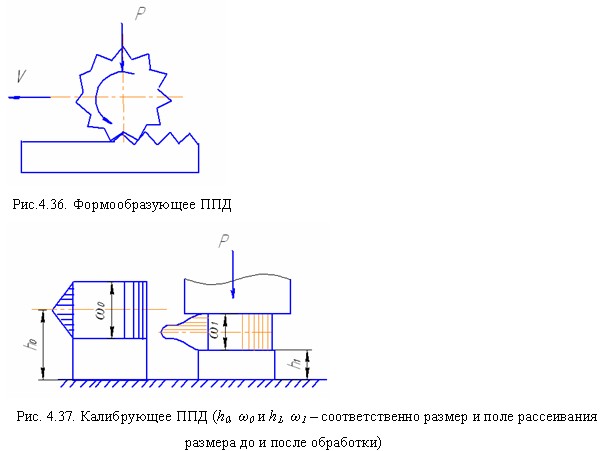
Формообразующие ППД – это поверхностное пластическое деформирование, образующее определенную макро- и (или) микрогеометрическую форму поверхности деформируемого материала. В отличие от формообразования при объемном ПД поверхностно пластическое деформирование осуществляется за счет пластического течения поверхностных слоев материала заготовки. При формообразовании ППД, как правило, простая поверхность преобразуется в более сложную, причем образование необходимой формы при этом совмещается с отделкой поверхности и упрочнением поверхностного слоя материала (рис.4.36).
С помощью процессов поверхностного пластического формообразования в настоящее время можно получать мелкомодульные зубчатые колеса, наружные и внутренние шлицы, резьбы, конусные детали типа штифтов, ступенчатые и гладкие валы, сферические и другие детали.
Калибрующие ППД - – это поверхностное пластическое деформирование, изменяющее размеры заготовки до допускаемых. При калибрующем ППД наряду с повышением точности размеров и формы обеспечивается значительное снижение шероховатости и упрочнение поверхности детали (рис.4.37).
Сглаживающее ППД – это поверхностное пластическое деформирование, уменьшающее шероховатость поверхности деформируемого материала.
Упрочняющее ППД – это повышение сопротивляемости материала или заготовки разрушению или остаточной деформации поверхностным наклепом. Поверхностный наклеп приводит к изменению структуры материала без его его полной рекристаллизации, причем материал находится в статически напряженном состоянии. Упрочнение наклепом приводит к повышению поверхностной твердости и микротвердости. В поверхностном наклепанном слое создаются сжимающие напряжения. Сжимающие остаточные напряжения уменьшаются по мере удаления от поверхности, переходя на некоторой глубине в уравновешивающие их растягивающие напряжения.
Поверхностное упрочнение характеризуется степенью упрочнения и толщиной поверхностно-упрочненного слоя.
Степень упрочнения – это относительное повышение значения заданного параметра сопротивляемости материала заготовки разрушению или остаточной деформации по сравнению с исходным в результате упрочняющей обработки.
Толщина поверхностно-упрочненного слоя – это кратчайшее расстояние от поверхности заготовки до условной поверхности, точки которой соответствуют заданному значению параметра сопротивляемости металла разрушению или остаточной деформации.
Рассмотренное деление способов ППД по технологическому назначению весьма условно. Зачастую один и тот же способ ППД может реализовать различные технологические задачи в зависимости от применяемых режимов обработки.