Детали машин изготавливают из заготовок. Заготовка – предмет производства, из которого изменением формы, размеров, шероховатости поверхности и свойств материала изготавливают деталь.
Технологический процесс – последовательность выполнения различных видов обработки, направленная на превращение заготовки в готовую деталь.
Законченная часть технологического процесса, выполняемая на одном рабочем месте, называется операцией. После снятия детали со станка и закрепления новой заготовки начинается новая операция.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок.
Технологический переход - законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой (подрезание торца, наружное точение, вытачивание канавки и т.д.).
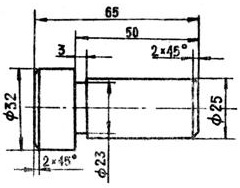
Полная обработка заготовки за одну операцию характерна для единичного производства. Например, при изготовлении из прутковой заготовки ?34 детали «Палец» (рис.15) принята такая последовательность (рис.16): проходным резцом I (рис.16, б) подрезают торец. Проходным упорным резцом II обтачивают наружные поверхности ?32 и ?25, канавочным резцом III вытачивают канавку шириной 3 мм, резцом I снимают фаску 2х450, отрезают деталь отрезным резцом IV. Затем отрезанную деталь вновь закрепляют в патроне за поверхность ?25, подрезают второй торец и снимают фаску резцом I.
Таким образом, операция токарной обработки заготовки детали «Палец» выполнялась за два установа, причем за первый установ выполнено пять переходов, а за второй установ – два перехода.
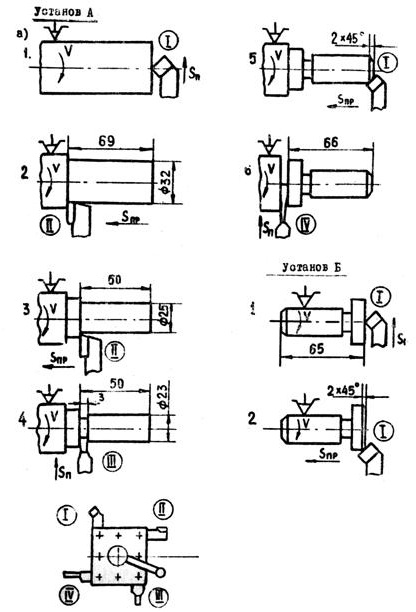
операцию: а – схема технологического процесса; б – схема наладки резцедержателя;
1-6 – переходы; резцы: I – проходной отогнутый, II – проходной упорный;
III – канавочный, IV – отрезной