Лабораторные работы
Определение затрат времени на сборочную операцию методом xpoнометражных наблюдений
Теоретические предпосылки:
Нормированием - называется установление норм времени на выполнение как технологического процесса в целом, так и отдельных операций, переходов и приемов. Операцией называется законченная часть технологического процесса, выполняемая на одном рабочем месте, одним рабочим (или группой рабочих) непрерывно.
Нормой времени называется отрезок времени, отводимый на выполнение операции. Нормой времени на операцию является штучное (в массовом производстве) и штучно-калькуляционное (в серийном производстве) время.
Норма штучного времени в общем виде включает в себя
 | (4.1) |
tвоп.=t0+tв- оперативное время - реальное технологическое время на выполнение данной операции; tобсл.- время на техническое и организационное обслуживание рабочего места - уход за рабочим местом Время технического обслуживания затрачивается на поднастройку технологической систем, смену затупившегося инструмента, удаление стружки с рабочих органов и др. Время организационного обслуживания рабочего места затрачивается на подготовку рабочего места в начале смены (раскладка инструмента, проверка оборудования и оснастки и др.), на поддержание его в рабочем состоянии в течение смены (уборка стружки со станка, смазка и др.) и на приведение в порядок рабочего места в конце дня. Время обслуживания рабочего места и время перерывов на естественные надобности и на отдых определяются либо по нормативам, либо в процентах от оперативного времени;
tотд. - время на отдых и естественные потребности рабочего;
tдоп.=tобсл.+tотд.- дополнительное время;tдоп.=(0,08..0,12)tоп. .
Для серийного производства определяется штучно-калькуляционное время tшт.к. :
 | (4.2) |
tп.з.- подготовительно-заключительное время, затрачиваемое на переход к выполнению другой операции над другим изделием. Время затрачивается на подготовку для изготовления или сборки партии из m изделий (получение наряда, ознакомление с чертежом и технологическим процессом, установка оснастки и инструмента, настройка станка и др.) и на заключительную работу после завершения изготовления или сборки всей партии (сдача наряда, снятие со станка и сдача оснастки и инструмента и др..
Определение норм времени в сборочном производстве имеет свои особенности. При сборке практически невозможно отделить основное время tо от вспомогательного tв , поэтому основным нормируемым элементом при сборке является оперативное время tоп. . Кроме того, сборка в большей части - ручной процесс, поэтому время выполнения одних и тех же действий может очень сильно различаться в зависимости от удобства выполнения, квалификации рабочих, от освещенности рабочего места, от температуры, от настроения рабочего. Поэтому практически не существует единого надежного способа нормирования.
Опытный или опытно-статистический. Метод заключается в использовании устоявшихся норм времени на сборку изделий-аналогов, на родственных подразделениях или предприятиях. Нормы устанавливаются на операцию в целом без анализа и расчленения её на составные части. На период освоения выпуска продукции опытно-статические нормы увеличиваются в 1,5-1,7 раз.
- Нормативный. Метод заключается в использовании справочных нормативов приводимых в специальных сборниках. Например, "Общемашиностроительные нормативы". Этот метод дает крайне неточные и очень жесткие нормы времени, кроме того, очень трудно учесть все приемы при выполнении переходов.
- Метод наблюдений. Метод наиболее объективен и широко применяется при нормировании сборочных работ. Выполняется он 2-мя способами:
- Фотография рабочего времени (ФРВ).
- Хронометраж.
При использовании метода фотографии рабочего дня проводятся наблюдения и измерения всех без исключения затрат рабочего времена в течение смены в порядке их фактической последовательности. Фотография рабочего дня дает возможность накопить необходимые данные для подготовки нормативных материалов по нормированию подготовительно - заключительного, времени, времени обслуживания рабочего места, времени перерывов на естественные надобности и отдых.
При хронометраже проводятся наблюдения измерения затрат рабочего времени на выполнение основных и вспомогательных приемов или движений, циклически повторяющихся при выполнении технологической операции. Изучение содержания операции производят по приемам и движениям с целью: анализа всех факторов, влияющих на трудоемкость выполнения приемов; влияния нерациональных и лишних движений и приемов; отбора наиболее экономичных и производительных приемов выявления возможности совмещения во времени ручных приемов с машинной работой.
Хронометраж может проводиться двумя способами: наблюдением по текущему времени и методом отдельных наблюдений (отдельных отсчетов). Предварительно перед проведением хронометража необходимо подробно расписать исследуемый переход по приемам и наметить фиксажные точки - отчетливо выраженные начало и конец каждого приема или движения. Фиксажной точкой называется некое действие условно принятое за начало или конец выполнения приема.
При наблюдении по текущему времени достаточно наметить только начальные фиксажные точки. Секундомер включают в момент выполнения начальной фиксажной точки первого элемента операции и не выключают до окончания изготовления намеченной партии изделий. В хронометражную карту последовательно записывается текущее время окончания каждого приема, которое фиксируется по предварительно установленным конечным фиксажным точкам. Этот способ хронометрирования после обработки результатов позволяет установить среднюю продолжительность выполнения каждого из приемов работы, составлявших наблюдаемую операцию.
Хронометраж по способу отдельных наблюдений позволяет определить продолжительность лишь отдельных приемов. Этот способ применяется для изучения отдельных элементов операции и в случае малой продолжительности выполнения элемента. При этом методе секундомер включается в начале хронометрируемого элемента и останавливается в момент его окончания. В хронокарту записывается продолжительность измеряемых приемов. При методе отдельных наблюдений необходимо наметить начальные и конечные точки.
Затем составляется карта наблюдений. Например, для перехода 1 общей сборки "Установить корпус в приспособление" можно установить следующие фиксажные точки (таблица 4.1). При наблюдении по текущему времени секундомер не выключается в течение всего рабочего дня. При обработке результатов хронометража определяются основные показатели хроноряда: среднее арифметическое всех членов хроноряда. Оно может быть принято за норму времени на выполнение данного приема, но обычно норму ужесточают по сравнению со средней хроноряда и в качестве нормы применяются улучшенная средняя, двойная средняя или мода, или медиана. Улучшенная средняя - средняя величина хроноряда, найденная после отбрасывания всех значений на 30%, превышающих среднее значение. Двойная средняя - новая средняя величина, найденная после отбрасывания всех значений превышающих среднее значение. Это гораздо белее жесткая норма времени. Более обосновано применение моды и медианы. Мода - значение наиболее часто повторяющееся в упорядоченном хроноряде. Медиана - значение находящееся в середине упорядоченного хроноряда.

6 Т - текущее время
7 П - продолжительность приема
Цель работы:
- Освоить методику назначения норм времени нормативным методом.
- Освоить методику исследования затрат времени на операцию методом хронометражных наблюдений.
- Определить норму времени на операцию нормативным методом.
- Провести хронометраж сборочной операции.
- Рассчитать штучно-калькуляционное время на сборочную операцию при двух способах нормирования.
- Сравнить нормы времени на операцию, полученные разными методами нормирования.
- Определить коэффициент неустойчивости каждого хроноряда
Перед проведением работы необходимо изучить правила техники безопасности в лаборатории "Технологии машиностроения". При проведении данной работы особые требования техники безопасности не предусматриваются.
Материальное обеспечение работы.
- Детали сборочной единицы, подвергаемой сборке - 10 комплектов.
- Секундомер.
- Методические указания к проведению лабораторной работы №4.
- Калькулятор, линейка, карандаш простой для нанесения выполнения эскиза СЕ.
- Изучить общие теоретические сведения, приведенные в работе.
- Получить у преподавателя допуск к проведению работы.
- Получить набор деталей и измерительные средства для проведения работы.
- Подготовить протокол лабораторной работы: заполнить графы "Студент", "№ группы", вычертить эскиз собираемой сборочной единицы.
- Ознакомиться с содержанием технологической операции сборки, организацией труда и рабочего места.
- Провести нормирование переходов нормативным методом.
- Составить перечень переходов операции.
- Провести нормирование переходов нормативным методом, используя таблицы 4.5 - 4.9. Заполнить таблицу 4.2. В таблице приведен пример ее заполнения. k - количество деталей, входящий в одну сборочную единицу
Таблица 4.2 - Нормирование технологического процесса сборки. 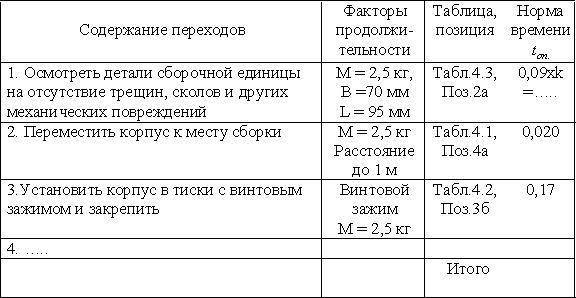
- Рассчитать норму штучного времени по зависимости (4.1) и штучно-калькуляционного времени по зависимости (4.2). Время на отдых для слесарно-сборочных работ для массового, крупносерийного и среднесерийного производства принимаются - 4%, на личные потребности - 2%, всего - 6%. Норму подготовительно-заключительного времени и времени на обслуживание рабочего места принимается по таблицам 4.10 и 4.11 .
- Провести хронометраж технологической операции сборки методом хронометража. Для этого выполнить следующие действия.
- Разделить исследуемую операцию на отдельные приемы. Если продолжительность отельных приемов меньше пяти секунд рекомендуется их объединить с предшествующими или последующими приемами.
- Установить фиксажные точки. При этом иметь ввиду, что фиксажная точка окончания первого приема является начальной фиксажной точкой следующего за ним второго приема и далее аналогично (таблице 4.1).
- Занести полученные исходные данные в хронометражную карту.
- Провести хронометражные наблюдения по текущему времени. Объект и количество наблюдений назначает преподаватель. Один студент работает с секундомером и сообщает время начала выполнения каждого приема другому студенту, который записывает в хронокарту текущее время в графу Т. Секундомер остается включенным в течение проведения всей серии наблюдений.
- Обработать результаты наблюдений. Для этого:
- вычислить продолжительность П отдельных приемов по каждому наблюдению в секундах, для этого из последующего показания текущего времени Т вычесть предыдущее;
- записать результаты вычислений в графу П (продолжительность) и проанализировать хроноряд продолжительности каждого перехода. При наличии значений, сильно отличающихся от всех прочих, их следует исключить из расчетов и записать внизу хронокарты, отметив причины их появления;
- определить коэффициент неустойчивости каждого хроноряда по зависимости:
где Пнаиб, Пнаим - наибольшая и. наименьшая продолжительность выполнения приема, сек;
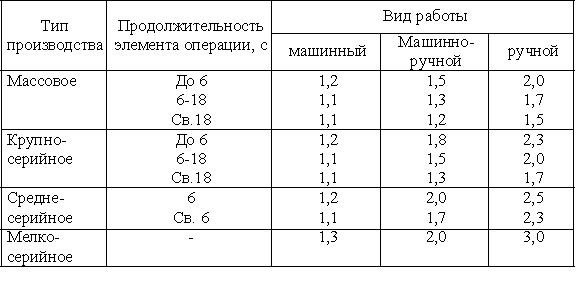
(4.3) - полученные значения коэффициентов сравнить с нормативными (табл. 4.4). Если рассчитанное значение коэффициента неустойчивости хроноряда превышает нормативное значение, необходимо повторить хронометражные наблюдения, предварительно выявив причины недопустимого разброса значений продолжительности элементов операции;
- определить среднюю хроноряда и улучшенную среднюю хроноряда, моду и медиану хроноряда. В дальнейшем расчеты вести по улучшенной средней хроноряда.
- рассчитать норму штучного (4.1) и штучно-калькуляционного времени (4.2). При этом надо учесть, что при хронометрировании сборки практически невозможно разделить основное и вспомогательное время, поэтому по результатам хронометража определяется оперативное время, представляющее собой сумму основного и вспомогательного времени. При различии времени, определенного нормативным методом, и фактического значений оперативного времени более чем на 15 % выявить причины отклонений и, при необходимости, повторить хронометражные наблюдения. Время на отдых для слесарно-сборочных работ для массового, крупносерийного и среднесерийного производства принимаются - 4%, на личные потребности - 2%, всего - 6%. Норму подготовительно-заключительного времени и времени на обслуживание рабочего места принимается по таблицам 4.10 и 4.11.
- По результатам нормирования построить циклограмму сборки (по результатам использования двух методов нормирования в одной таблице). Форма циклограммы представлена в приложении (Таблица 4.12).
- Указать, какова величина (в мин) установленной нормы времени, полученная различными методами. Указать основные причины отличия.
- Указать пути снижения трудоемкости данной технологической операции.
- Какие существуют основные методы определения норм времени?
- Формула штучного времени и условия ее использования?
- Формула штучно-калькуляционного времени и условия её использования?
- Содержание основного, вспомогательного и оперативного времени и определение их величин.
- Содержание времени обслуживания рабочего, места, времени перерывов и подготовительно-заключительного времени и определение их величин.
- Назначение и сущность нормативного метода.
- Назначение и сущность нормативного хронометража.
- Что такое фиксажная точка?
- Охарактеризовать хронометражные наблюдения по текущему времени и по отдельным отсчетам.
- Что такое коэффициент неустойчивости хроноряда?
- Что такое мода и медиана.
- Что такое среднее арифметическое членов хроноряда, улучшенная средняя и двойная средняя хроноряда.