|
При механической обработке станок, приспособление, обрабатываемая заготовка, режущий инструмент и несущие его элементы (державки, оправки, расточные скалки и т.п.), представляют собой упругую систему, которая называется технологической системой «станок - приспособление - инструмент - деталь» (СПИД). Сила резания при обработке детали вызывает упругие деформации и смещение элементов системы СПИД из-за зазоров в их сочленениях. Их величина зависит как от силы резания, так и от жесткости системы.
Под жесткостью тела или системы тел подразумевается способностью их сопротивления упругим перемещениям при действии приложенной к ним нагрузки.
Чем меньше величина перемещений, при прочих равных условиях, тем выше жесткость. С точки зрения точности обработки наиболее существенное значение имеют колебания величины составляющей силы резания Ру, направленной по нормали к обрабатываемой поверхности. Поэтому жесткостью упругой системы «станок – приспособление – инструмент - деталь» называется отношение нормальной (радиальной) составляющей усилия резания к смещению лезвия инструмента относительно детали, отсчитываемому в направлении действия этой составляющей
 (4) (4)
где j – жесткость системы СПИД, Н/мм;
Ру – нормальная (радиальная) составляющая усилия резания, Н;
у – упругое перемещение системы в направлении действия силы Ру, мм.
Величина нормальной (радиальной) составляющей усилия резания (на-правленной вдоль державки резца) при точении определяется по формуле:
 (5) (5)
где Ср – коэффициент, величина которого зависит от условий обработки;
t - глубина резания, мм;
S - подача, мм/об;
НВ – твердость материала обрабатываемой заготовки по Бринелю;
х, у, n – показатели степени.
В процессе обработки сила резания изменяется в результате колебания величин припуска заготовок, механических свойств обрабатываемого материала и притупления инструмента, вследствие износа его режущей кромки. Нестабильность силы резания, а также нестабильность жесткости технологической системы в ее различных сечениях вызывает неравномерность деформаций и отжатий элементов системы, в результате чего возникают погрешности формы обработанной поверхности и колебания размеров деталей в партии. Жесткость технологической системы также существенно влияет на ее виброустойчивость, и следовательно, на частоту и интенсивность вибраций при обработке. Частота и интенсивность вибраций, в свою очередь, влияют на стойкость режущих инструментов, качество обрабатываемой поверхности и производительность процесса.
Упругие свойства технологической системы можно также характеризовать ее податливостью ω, т.е. величиной, обратной жесткости.
Жесткость большей части элементов технологической системы определяется экспериментально; лишь жесткость заготовок простой конфигурации (гладкие валы, планки) и некоторых типов инструментов можно найти расчетным путем. Жесткость узлов новых станков достигает 20000-40000 Н/мм. В отдельных случаях жесткость узлов изношенных и разрегулированных станков бывает ниже 10000 Н/мм. Жесткость узлов часто бывает неодинакова в различ-ных направлениях.
С увеличением жесткости повышается точность и производительность об-работки. Увеличение жесткости достигается следующими основными путями:
- уменьшением количества стыков в конструкциях станков и приспособ-лений;
- предварительной затяжкой стыков постоянно контактирующих деталей посредством болтовых креплений;
- улучшением качества сборки узлов тщательной пригонкой сопряженных поверхностей и регулировкой зазоров;
- повышением жесткости деталей технологической системы вследствие уменьшения их высоты или вылета и увеличения размеров опорной поверхно-сти;
- использованием дополнительных опор, люнетов и других элементов для заготовок и инструментов.
Для определения жесткости металлорежущих станков (то есть жесткости их технологической системы) применяют два принципиально различных метода: лабораторный и производственный. Первый требует специальных приспособлений, которые дают возможность прилагать к различным элементам станка нагрузку, аналогичную усилиям, возникающим при резании. Эти приспособления обеспечивают также измерение получаемых при нагружении деформаций. Лабораторный метод позволяет измерять жесткость металлорежущих станков в статическом состоянии и дает возможность производить приемку станков на станкостроительных заводах или после капитального ремонта.
Производственный метод позволяет определять жесткость системы СПИД, а также отдельных узлов станка, в условиях его работы (при резании), что очень важно для определения общей погрешности обработки. В основе производственного метода определения жесткости металлорежущих станков лежит существующая зависимость между глубиной резания, усилием резания и получаемым размером. Например, пусть до начала обработки инструмент установлен на заданную глубину резания tзад (рис.4)
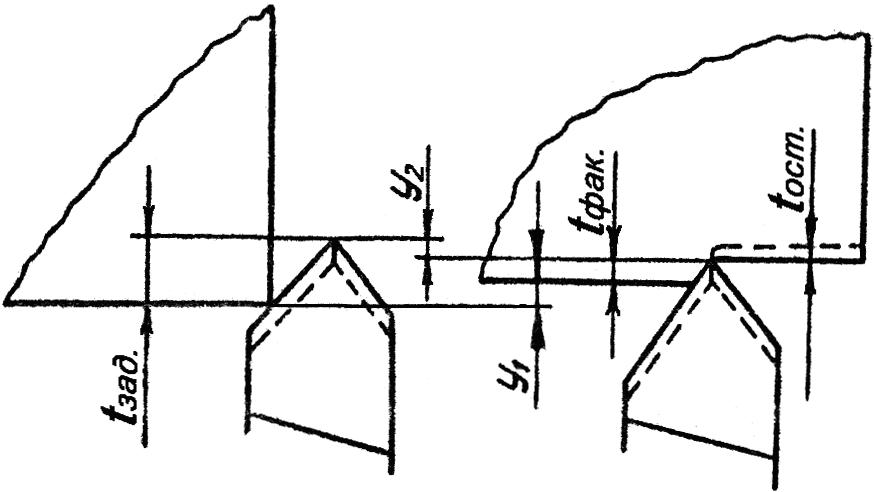
Рисунок 4 - Схема перемещений детали, и инструмента при обработке
а) статическая настройка,
б) динамическая настройка
В процессе обработки заготовка упруго отжимается на величину У1, а ин-струмент на величину У2. В результате этого заданная глубина резания уменьшается до значения tост.
Для каждого отдельного сечения можно написать:
У1 + У2 = tзад – tфак
Формулу (4) можно переписать в следующем виде:
(6)
где Py – нормальная (радиальная) составляющая усилия резания, Н;
j – жесткость технологической системы, Н/мм;
tост – расстояние между фактическим и расчетным положением обработанной поверхности, мм.
В процессе выполнения лабораторных работ значения Py определяются расчетным путем.
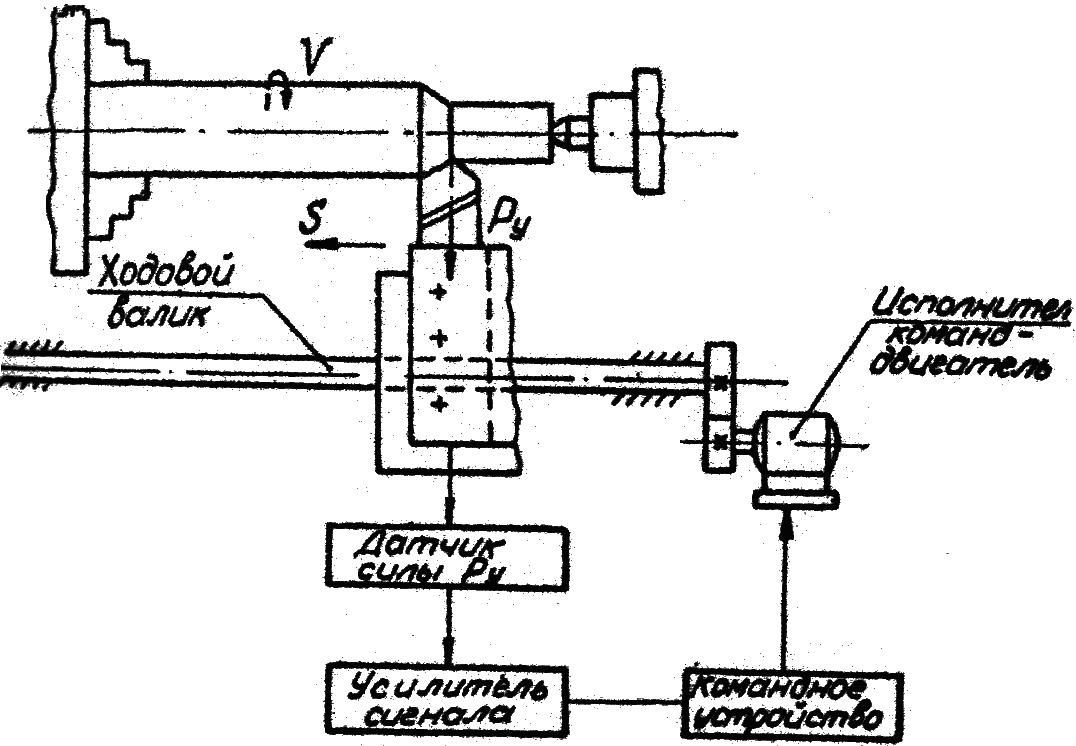
Рисунок 5 - Блок-схема автоматического поддержания постоянства усилия резания в процессе обработки вала на токарном станке
Величину нормальной (радиальной) составляющей усилия резания при точении можно определить по формуле (5). При точении показатель степени х при глубине резания t обычно равен единице.
Значения коэффициента Cp и показателей степени «x», «у» и «n» зависят от обрабатываемого материала и типа инструмента и могут быть определены по таблице 3.
Таблица 3
Значения коэффициента Cpt и показателей степени
| Тип резцов |
Обрабатываемый материал |
| сталь |
чугун |
| Cpt |
у |
n |
x |
Cpt |
у |
n |
x |
| Проходные |
112 |
0,75 |
0,35 |
1 |
63,5 |
0,75 |
0,55 |
1 |
| Прорезные и отрезные |
138 |
1,00 |
0,35 |
1 |
88,2 |
1,00 |
0,55 |
1 |
Другие конкретные условия резания учитываются умножением табличного значения Cpt на коэффициенты K1 и K2. Коэффициент K1 учитывает влияние главного угла в плане φ и определяется по таблице 4.
Таблица 4
Значения коэффициента K1
| Угол в плане в град. |
Значение K1 для обрабатываемых материалов |
| сталь |
чугун |
30
45
60
75
90 |
1,08
1,00
0,98
1,03
1,08 |
1,05
1,00
0,96
0,91
0,92 |
Коэффициент K2 учитывает влияние переднего угла резца и определяется по таблице 5.
Таблица 5
Значение коэффициента K2
| Обрабатываемый материал |
Передний угол резца gamma;° |
| сталь |
+7 |
+9 |
+11 |
+13 |
+15 |
+17 |
+19 |
+21 |
+23 |
| чугун |
+4 |
+6 |
+8 |
+10 |
+12 |
+14 |
+16 |
+18 |
+20 |
| K2 |
1,100 |
1,075 |
1,050 |
1,025 |
1,000 |
0,975 |
0,950 |
0,925 |
0,900 |
|



