
ПРОИЗВОДСТВО ЗАГОТОВОК ОБРАБОТКОЙ МЕТАЛЛОВ ДАВЛЕНИЕМ
Обработка металлов давлением основана на способности металлической заготовки пластически деформироваться, т.е. изменять форму и размеры в результате приложения внешней нагрузки. В современной металлообрабатывающей промышленности обработка металлов давлением является одним из основных способов формообразования деталей машин. Около 90% стали и более 55% цветных сплавов, выплавляемых в СССР, подвергается обработке давлением. Допустимая степень деформации металлической заготовки при ее обработке давлением определяется пластичностью металла и его сопротивлением деформированию.
В процессе пластического деформирования металл приобретает не только требуемую форму, но и изменяет структуру (форму и размеры зерен, характер распределения включений, направленность структурных составляющих) и физико-механические свойства.
В зависимости от температуры и, скорости деформации различают холодную и горячую деформацию. При холодной деформации в металле происходит процесс упрочнения с образованием волокнистой структуры, повышением прочности и снижением пластичности. При этом возникает ориентация кристаллографических осей, зерен, образуется текстура. Основными видами горячей обработки металлов давлением является прокатка, прессование, волочение, ковка, объемная и листовая штамповки.
В зависимости от серийности производства применяют различные способы изготовления заготовок обработкой металлов давлением. При единичном и мелкосерийном производстве заготовки обычно изготавливают ковкой. Этим способом можно получить поковки только простой конфигурации. При средне- и крупносерийном производстве применяют горячую штамповку на молотах, прессах и горизонтально-ковочных машинах. Зависимость выбора метода обработки металлов давлением от конструкции деталей и объема выпуска представлена в табл. 3.1 /5.6/.
Таблица 3.1.
Выбор метода обработки металлов давлением
Метод изготовления заготовки |
Размер или масса |
Толщина стенки, мм |
Форма заготовки |
Шероховатость поверхности Ra, мкм |
Тип произ-водства |
Ковка на молотах и прессах |
До 250 т |
3-5 |
Простая |
12,5 |
Единичное, мелкосерийное |
Ковка на молотах в подкладных штампах |
10 кг и более |
3-5 |
Средней сложности |
12,5 |
Мелкосерийное |
Ковка на ротационно-ковочных машинах |
До 150 мм (диаметр трубы, прутка) |
3-5 |
Тала вращения |
0,40 |
Серийное |
Штамповка на молотах, прессах |
До 0,4 т |
2,5 |
Простая |
12,5-3,2 |
Серийное, массовое |
Штамповка на чеканочных кривошипных прессах |
До 0,1 т |
2,5 |
Средней сложности |
12,5-3,2 |
То же |
Высадка |
До 15 кг |
2,5 |
Простая |
12,5-3,2 |
То же |
Волочение прутков через фильтры |
1-25 мм (диаметр) |
2,5 |
Фасонный профиль |
3,2-0,8 |
То же |
Материалы, применяемое при обработке металлов давлением
Для получения заготовок обработкой давлением использует различные деформируемые материалы: углеродистые, легированные и высоколегированные стали, жаропрочные сплавы, сплавы на основе алюминия, меди, магния, титана, никеля и др. Химический состав и механические свойства деформируемых металлов и сплавов приведены в ГОСТах, например:
ГОСТ 4543-71. Сталь легированная, конструкционная. Технические условия.
ГОСТ 1050-74. Сталь углеродистая, качественная, конструкционная. Технические условия.
ГОСТ 19807-74. Титаны и титановые сплавы, обрабатываемые давлением. Марки.
ГОСТ 4784-74. Алюминий и сплавы алюминиевые деформируемые. Марки.
При разработке технологического процесса обработки металлов давлением необходимо учитывать технологические свойства сплавов. С уменьшением пластичности материала возрастает сложность технологического процесса и себестоимость детали. Особенно жесткие требования по технологической пластичности предъявляются к тем сплавай, которые используются для деформирования в холодном состоянии.
Заготовки из сортового и специального проката
Во многих случаях, когда требуются высокие прочность и пластичность, применяет заготовки из сортового и специального проката. В процессе прокатки нагретые до температуры деформирования литые заготовки подвергают многократному обжатию в валках прокатных станов, в результате чего значительно повышается плотность материала за счет "залечивания" литейных дефектов - пористости, микротрещин и т.п. Это придает заготовкам из проката высокую прочность даже при небольшой их толщине.
Прокатка является одним из основных видов обработки металлов давлением. Около 75% всей выплавляемой стали подвергается прокатке, после чего в виде различных полуфабрикатов (листов, плит, профилей различных сечений, труб) поступает на предприятия для использования в качестве заготовок деталей машин и других металлоконструкций.
Прокатка является самым производительным методом обработки
металлов давлением вследствие непрерывности процесса, выполняемого при больших скоростях.
Прокатка, имея общую схему деформирования заготовки между вращающимися валками, является многогранным процессом, разделяющимся на ряд разновидностей по форме и размерам изготовляемых полуфабрикатов.
С учетом особенности использования продукции прокатных станов на машиностроительных заводах все виды прокатки можно разделить на две группы.
1. Прокатка полуфабрикатов общего назначения: листов, плит, лент, труб, профилей различных сечений и др. Эти полуфабрикаты не подвергаются обработке давлением на машиностроительных заводах с целью изменения толщин листов и лент, а также толщин стенок труб, полок и стенок профилей, и следовательно, точность выполнения этих размеров полностью определяет точность размеров по толщинам и другим размерам сечений деталей машин. Применяемые для этих полуфабрикатов штамповочные операции по раскрою, а так же формоизменяющие операции холодной штамповки (гибка, вытяжка, отбортовка, формовка, обтяжка и др.) влияют на размеры незначительно.
Применительно к указанным полуфабрикатам основным требованием машиностроителей является высокое качество металла и высокая точность на размеры сечений, так как последние переходят полностью на готовые детали.
2. Прокатка заготовок под штамповку или прокатка непосредственно деталей машин. В качестве полуфабриката в данном случае используют первичные сортовой прокат, в большинстве случаев кругло го сечения, а в качестве оборудования применяют станы периодической прокатки, раскатные станы, шаропрокатные станы, станы с винтовыми калибрами, ковочные вальцы, зубо- и резьбонакатные станы, станы для прокатки листов и профилей переменного сечения и др. К продукции вторичной, специального вида, проката предъявляются требования наиболее точного соответствия получаемой заготовки форме и размерам готовых деталей.
Процессы первых видов прокатки, дающие листовой и сортовой прокат общего назначения, сравнительно подробно изучены и широко применяются в металлургической промышленности уже продолжительное время. Сортовой прокат для заготовок применяется следующих видов:
1) нормальный и качественный горячекатаный прутковый металл круглого, квадратного и шестигранного сечения (нормальный из углеродистых сталей, качественный - легированные стали);
2) холоднотянутый качественный калиброванный прутковый металл круглого, квадратного и шестигранного сечения;
3) профильный специальный и полосовой прокатный металл (лента малой ширины и толщины и большой длины);
4) листы различной толщины;
5) трубы.
Сортамент проката и точность его размеров определяется ГОСТами, Холоднотянутый волоченый прокат в виде прутков круглого, квадратного и шестигранного сечения широко применяется в машиностроении. Особенно при обработке деталей на автоматах. Шероховатость поверхности достигает Ra 0,32 мкм, а точность соответствует 8-му - 12-му квалитету для круглых и 10-му - 12-му-квалитету для квадратных прутков.
Способы прокатки второй группы сравнительно новые, основным назначением их является приближение принципов прокатки, производительных в своей основе, к непосредственным нуждам машиностроения, применение прокатки для изготовления наиболее массовых деталей или заготовок для них: колес, бандажей, лопаток, шестерен, втулок, коленчатых валов, шаров, ребристых труб, и др. Области применения специальных видов прокатки для непосредственного изготовления изделий машиностроения непрерывно расширяется. Многие виды специальной прокатки, например, штамповка в ковочных вальцах, периодическая прокатка, накатка шестерен, сближаются по назначению с горячей объемной штамповкой.
Рассмотрим некоторые разновидности специальных видов прокатки. В практике строительства машин часто возникает необходимость применения листов или профилей с незначительным изменением сечения на единицу длины, что, естественно, очень трудно обеспечить механической обработкой. Для прокатки клиновидных листов применяет прокатные станы, имевшие устройство для плавного и согласованного с поступательным движением листа перемещения одного из валков стана с целью изменения калибрующего зазора (прокатка-волочение), рис. 4.
Для изготовления периодических профилей переменного сечения осесимметричной формы разработаны специальные станы поперечно-винтовой прокатки заготовок сплошного сечения (рис. 5). Круглые изделия с переменным по длине диаметром применяются во многих отраслях машиностроения. К таким изделиям относятся полуоси, валы, шпиндели и т.п. Наиболее целесообразным способом получения заготовок для таких деталей является поперечно-винтовая прокатка на трехвалковых станах. Этот способ заключается в том, что три приводных валка 2 вращают заготовку 1, которая принудительно перемешается в осевом направлении со значительным натяжением, создаваемым натяжным устройством через свободно вращающийся патрон 3, захватывавший передний конец заготовки. Во время прокатки валки сближаются и разводятся на требуемый размер гидравлической следящей системой в соответствии с заданным профилем сменной копировальной линейки или путем числового программного управления по заранее заданной программе.
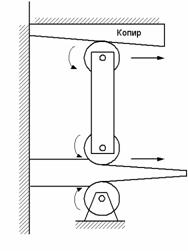
Рис. 4 Прокатка-волочение профилей переменного сечения.
На трех валковых станах можно получать прокат, имеющий любую форму, состоящую из соосно расположенных цилиндрических. Конических, сферических и других поверхностей вращения. Максимальная степень обжатия по диаметру конусными валками 1,5-1,6, отклонения от заданных размеров по диаметру +/-1,0%, по длине до 0.5%. Промышленные станы поперечно-виттовой прокатки обеспечивает прокатку прутков Е250, 120 и 70 мм с максимальным уменьшением по диаметру в 2.5 раза.
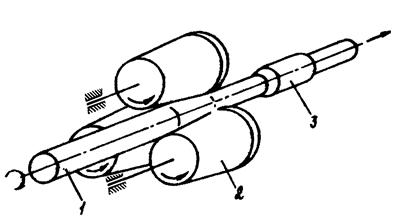
Рис.5. Схема станка для поперечно-винтовой прокатки профилей круглого сечения
По сравнению с другими способами получения аналогичных деталей поперечно-винтовая прокатка профилей переменного сечения имеет следующие преимущества:
экономия металла до 15-30%;
возможность полной механизации и автоматизации;
простота переналадки на другой типоразмер деталей;
низкая стоимость и малый расход инструмента по сравнению со штамповкой.
Для таких изделий, как шары, втулки, кольца, ребристые трубы, ролики и другие изделия, имеющие форму тел вращения, все шире применяется поперечно винтовая прокатка в винтовых калибрах (рис. 6). Сущность этого метода заключается в том, что заготовка прокатывается между двумя или тремя вращающимися волками, на рабочих поверхностях которых (бочках) нарезаны винтовые калибры. Рабочий контур калибров обрабатывают по форме прокатываемых изделий. Винтовой калибр имеет переменное сечение с учетом увеличение степени обжатия заготовки; на выходе перемычки между отдельными заготовками перерезаются и тогда изделия отделяются друг от друга. Такими образом получают, в частности, шары, исходным материалом для которых служат прутки круглого поперечного сечения из углеродистой стали ШХ15 диаметром на 1-3 мм меньше диаметра шара. Прокатанные заготовки шаров имеют точную форму, а их диаметры изменяются в пределах 0,2-0,3 мм.
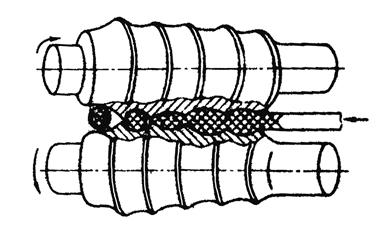
Рис. 6. Схема станка поперечно винтовой прокатки шаров
Большое внимание уделяется продольной периодической прокатке на высокопроизводительных прокатных станах металлургических заводов и на более простом оборудовании, например на ковочных вальцах, которые устанавливаются на машиностроительных заводах. Обработкой этим способом круглого и других форм сортового проката изготавливаются периодические профили, которые после разрезки используются как фасонные заготовки для дальнейшей штамповки в штампах, а в некоторых случаях они являются окончательно оформленными полуфабрикатами или деталями (рис. 7). Валки периодической прокатки представляют вращающийся штамп, на котором фигура заготовки периодически повторяется целое число раз. Верхние и нижние валки точно совмещаются, так как только при этом условии можно получить точный отпечаток формы штампа. Прокатка производится с выходом и без выхода металла в облой подобно открытой и закрытой штамповке.
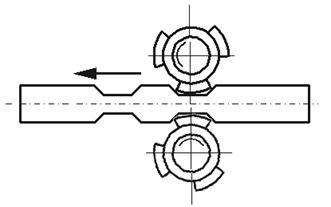
Рис. 7. Схема продольной периодической прокатки
Основной задачей периодической продольной прокатки и вальцовки является профилирование заготовки, проведение обжатия заготовки в одних местах и набор материала в других.
Наибольшее распространение вальцовка заготовок получила на заводах автомобильной, тракторной, сельхозмашиностроительной, авиамоторной промышленности, т.е. на предприятиях крупносерийного производства.
При поперечной прокатке или формировании зубьев крупномодульных зубчатых колес нагретая до температуры прокатки цилиндрическая заготовка помещается между двумя вращающимися зубчатыми валками. Заготовке сообщается принудительное вращение с определенной скоростью, соответствующей передаточному числу между валками и прокатываемой шестерней, а затем происходит сближение валков (рис. 8).
Рис. 8. Схема прокатки шестерен из штампованной заготовки
При сближении валков их зубья углубляются в заготовку и образуют впадину в прокатываемой шестерне. Нагрев обычно производится секторным индуктором ТВЧ, во время прокатки нагрев заготовки продолжается, что исключает возможность резкого охлаждения и создает благоприятные условия течения металла. Припуск на дальнейшую обработку - 0,5-0,6 мм на сторону. Изготавливаются шестерни модулем 5-10 мм.
Разработаны конструкции полностью автоматизированных и механизированных станов для осуществления процесса прокатки. Станы для прокатки зубчатых колес с успехом применяются для прокатки других зубчатых деталей, в частности для звездочек цепных передач. Мелкомодульные шестерни прокатываются с осевой подачей заготовки между двумя вращающимися зубчатыми валками, установленными на постоянное межцентровое расстояние. Для нагрева заготовок применяется кольцевой индуктор ТВЧ, установленный перед валками по оси прокатки. Привод осуществляется от делительной шестерни, находящейся в зацеплении с валками. Модуль изготавливаемых шестерен 1,5-2 мм.
Продольно-винтовая прокатка сверл диаметром от 1,8 до 25 мм является наиболее эффективной по сравнению с другими способами производства сверл этого диаметра. Этот процесс осуществляется четырьмя валками, расположенными под углом 90° друг к другу и повернутыми к оси заготовки на угол подъема винтовых канавок сверла. Одна пара валков, выполненных в виде кольцевых секторов, прокатывает профиль спинки и ленточки. Прокатка производится с одного нагрева и за один проход. Процесс прокатки сверл полностью автоматизирован, производительность повышается в 10-15 раз, экономия быстрорежущей стали 25-30%. Этот метод прокатки целесообразно использовать также для производства инструмента других видов, например, метчиков, зенкеров и разверток.
Оригинальный принцип действия специальных прокатных станов широко используется в машиностроительной промышленности и в других областях.
Технический прогресс обеспечивают специальные станы для накатки зубчатых колес, винтов с крупной резьбой и других подобных изделий. Механическая обработка этих изделий с точки зрения производительности прогрессирует очень медленно, несмотря на огромную потребность изделий указанного типа; так, за последние 30 лет производительность металлорежущих станков, занятых на изготовлении зубчатых колос, увеличилась всего в 1,5 раза, что не соответствует общему развитию машиностроения и не может удовлетворить его потребности. Внедрение же в производство зубонакатных специальных станов увеличивает производительность в 10 раз и более; точность прокатных шестерен после дополнительной холодной обкатки соответствует 9-му - 8-му квалитету, а усталостная прочность прокатных шестерен в 1,3 выше, чем фрезерованных. Внедрение зубонакатных станов на автомобильных, тракторных, сельхозмашиностроительных и других заводах дает значительный технико-экономический эффект.
В последние годы в металлургической промышленности все более применяются раскатные станы для производства таких изделии, как крупные колеса, диски, бандажи и другие подобные им детали. Как и при изготовлении шестерен, здесь может сочетаться несколько видов обработки давлением: во многих случаях заготовка штампуется на молотах или прессах, а затем окончательная форма изделию придается на раскатных станах.
Производство заготовок свободной ковкой
Ковка является рациональным и экономически выгодным процессом получения качественных заготовок с высокими механическими свойствами в условиях мелкосерийного и единичного производства. Ковкой изготавливаются самые разнообразные поковки, масса которых находится в пределах от нескольких десятков граммов до сотен тонн. Наиболее ответственные детали, такие как валы и диски турбин, роторы, коленчатые валы судовых двигателей, барабаны котлов высокого давления, к которым предъявляется высокие требования по качеству металла механическим свойствам, изготавливаются из поковок.
При ковке формоизменение происходит вследствие течения металла в стороны, перпендикулярные к движению деформирующего инструмента-бойка. Применяемый при ковке инструмент не создает значительного сопротивления течению металла при деформировании, что и отличает ковку от других видов обработки давлением.
Применение ковки для получения заготовок объясняется рядом преимуществ:
1) возможность изготовления крупногабаритных поковок массой несколько сотен тонн;
2) универсальность оборудования и оснастки позволяет получать поковки широкого ассортимента;
3) в процессе ковки значительно улучшаются механические свойства металла, особенно пластичность и ударная вязкость.
К недостаткам процесса ковки можно отнести следующее: низкая производительность, большие напуски, припуски и отклонения размеров поковок, что приводит к увеличению объема механической обработки и расхода металла.
Ковка осуществляется при температурах горячей деформации, поэтому при ковке применяют все виды сталей и сплавов, используемые при обработке металлов давлением. Шероховатость поверхности кованых заготовок не превышает ![]() 320-8О мкм. При использовании подкладных штампов шероховатость поверхности поковок не превышает
320-8О мкм. При использовании подкладных штампов шероховатость поверхности поковок не превышает ![]() 80-40 мкм. Коэффициент весовой точности поковок находится в пределах 0,3-0,4, что вызывает большой объем механической обработки. В этом случае для снижения расхода металла в мелкосерийном производстве рекомендуют использовать подкладные штампы /1/. В этом случае возможно получение поковок с припусками на 15-20% меньше, чем при ковке на универсальном оборудовании. Подкладные штампы применяют преимущественно для поковок массой 10-15 кг.
80-40 мкм. Коэффициент весовой точности поковок находится в пределах 0,3-0,4, что вызывает большой объем механической обработки. В этом случае для снижения расхода металла в мелкосерийном производстве рекомендуют использовать подкладные штампы /1/. В этом случае возможно получение поковок с припусками на 15-20% меньше, чем при ковке на универсальном оборудовании. Подкладные штампы применяют преимущественно для поковок массой 10-15 кг.
Производство заготовок объемной горячей штамповкой
Этот способ наиболее широко распространен для получения качественных заготовок. Более 65% массы всех поковок и до 20% массы деталей большинства машин изготовляет из заготовок, полученных горячей объемной штамповкой. Этот способ штамповки наиболее эффективен при массовом, крупносерийном и серийном производстве деталей массой от нескольких граммов до нескольких тонн. Наиболее целесообразно изготовление штамповкой поковок массой не более 50-100 кг /7/.
По сравнению с ковкой горячая объемная штамповка имеет ряд преимуществ:
1. Поковки, изготовляемые штамповкой, имеют более сложную форму и лучшее качество поверхности; шероховатость поверхности ![]() 8О-20мкм, а при применении холодной калибровки – 1,0-1,6 мкм.
8О-20мкм, а при применении холодной калибровки – 1,0-1,6 мкм.
2. Поковки получаются с меньшими допусками, чем при ковке, припуски снижаются в 2-3 раза.
3. Значительно повышается производительность труда (десятки
и сотни поковок в час).
4. Наличие выталкивателей позволяет получать поковки с меньшими штамповочными уклонами.
К недостаткам процесса относятся: ограничения по массе поковок; дополнительный отход металла в заусенец; большие усилия деформирования, чем при ковке; более сложный и дорогой штамп.
При горячей объемной штамповке процесс формоизменения независимо от вида используемого оборудования состоит из следующих основных этапов: подготовительных операций (фасонирование заготовок), оформления поковки и отделочных операций.
Процесс штамповки заключается в принудительном перераспределении металла заготовки, соответствующем форме полости инструмента, называемого штампом. Полость штампа называется ручьем. Оформление поковки производится в окончательном (или чистовом) ручье; фасонирование заготовок - в подготовительных ручьях. Если штамповке подвергается заготовка без фасонирования в штампах, то такая штамповка называется одноручьевой в отличие от многоручьевой штамповки. При штамповке на универсальном оборудовании может быть использован любой из основных типов штампов: открытый (штамповка о облоем); закрытый (безоблойная штамповка) и штамп для выдавливания металла. В зависимости от типа штампа окончательные ручьи и соответственно форма готовых поковок одного и того же наименования отличаются друг от друга. Существенные различия наблюдаются в макроструктуре поковок вследствие неодинаковых условий течения металла при их изготовлении в открытых, закрытых и в штампах для выдавливания. Поскольку макроструктура металла определяет прочность и долговечность штампованных деталей машин, указанное обстоятельство должно приниматься во внимание при выборе типа штампа.
Штамповка в открытых штампах (штамповка с облоем) характеризуется образованием облоя, выполняющего некоторые технологические функции (рис. 9).Типичными машинами орудиями для этого способа штамповки являются молоты и прессы. При таком процессе штамповки необходимо в заготовке иметь некоторый объем металла на образование облоя. Облой подлежит удалению (обрезке) в специальных (обрезных) штампах. Недостатком рассматриваемого способа штамповки является значительный отход металла в облой, а также в напуски из-за наличия уклонов боковых стенок ручья. Для сокращения отходов металла в напуски, вызываемые наличием штамповочных уклонов, плоскость разъема (рис. 10) штампа АА смещают к средней полости ББ поковки, которая приобретает форму двух усеченных конусов, сопряженных по большим основаниям. Для уменьшения уклонов применяют штампы с выталкивателями поковок из полости. Открытые штампы с выталкивателями применяют, например, на кривошипных прессах.
Рис. 9. Схема штамповки в открытых (а), закрытых (б) штампах и в штампах для выдавливания (в)
Рис. 10. Возможные положения плоскости разъема штампов для поковок типа тела вращения: а – по поверхности детали; б – по условной поверхности; в по осевой линии
Штамповка в закрытых штампах (безоблойная штамповка) осуществляется на горизонтально-ковочных машинах, прессах и молотах. Сущность процесса (рис. 9,б) состоит в том, что заготовка деформируется, находясь в полости одной части штампа, в которую входит, как в направляющую, другая его часть. Извлекают поковки следующими двумя способами. Для удаления поковки из полости применяется выталкиватель. Для уменьшения усилия выталкивания используют штамповочные уклоны относительно небольших размеров. По такой схеме выполняют штампы, работающие на прессах. В другом случае часть штампа, в котором расположена полость, выполнена разъемной, состоящее из двух половин; штамп состоит из трех частей и имеет разъем в двух плоскостях; штамповочные уклоны при этом не нужны. По такой схеме выполняют штампы горизонтально-ковочных машин, в которых деформация металла происходит обычно на конце прутка. Каждый из описанных способов штамповки имеет преимущества и недостатки, однако штамповка в закрытых штампах более рациональна, так как при ней исключается расход металла в облой, качество же поковок при этом повышается.
Штамповка выдавливанием, как правило, осуществляется на прессах, но может быть осуществлена на горизонтально-ковочных машинах и даже на молотах (ударное выдавливание). Сущность процесса состоит в том, что заготовка устанавливается в полости штампа, выполненного конструктивно по типу безоблойного (рис. 9,в), но так как в ручье имеется выходное отверстие, то часть металла выдавливается через него за пределы полости. Никакие отходы здесь не предусматриваются. Поковка, полученная в этом штампе, состоит из двух частей: основной 1, находящейся в основном части полости штампа к концу процесса, и стержневой 2, выдавленной через отверстие в полости штампа.
Инструмент для выдавливания поковок сходен с инструментом для прессования прутков, процессы существенно отличаются друг от друга. Если процессы выдавливания и прессования подразделить на два этапа: заполнение полости инструмента и образование стержня, то для процесса выдавливания значение второго этапа (по величине хода пресса и деформации металла) относительно невелико, так как стержневая часть поковки обычно меньше ее корпуса. Напротив, основная часть процесса прессования состоит из установившейся стадии истечения металла через отверстие матрицы, причем только вытекший из полости инструмента металл является изделием, а оставшийся в полости - отходом (пресс-остаток).
Главное преимущество процесса выдавливания перед штамповкой в открытых штампах состоит в возможности получения поковок очень точными размерами и низкой шероховатостью поверхности. К основным недостаткам штамповки выдавливанием относятся высокие удельные усилия, большие энергозатраты на осуществление процесса, а также относительно низкая стойкость инструмента.
Способ штамповки выдавливанием в разъемных матрицах является одним из перспективных направлений в развитии кузнечно-штамповочного производства заготовок. Реализация способа осуществляется на универсальном оборудовании, в специальных штампах, на специальных многоплунжерных прессах. В отличие от традиционных способов штамповки матрица имеет одну или несколько плоскостей разъема, по которым части матрицы плотно прилегает друг к другу в период деформирования заготовки (рис. 11). Штамповка выдавливанием применяется при холодной, полугорячей и горячей обработке металла.
Рис. 11. Схемы штамповки выдавливанием в разъемных матрицах: поперечный (а), продольной (б), смешанный (в) разъемы
Штамповка в разъемных матрицах обладает следующими преимуществами по сравнению со штамповкой в открытых штампах:
увеличение коэффициента использования металла ![]() до 0,5-0,85 за счет отсутствия заусенца, незначительных штамповочных уклонов (до 1-3°), уменьшения припусков на механическую обработку до 30%;
до 0,5-0,85 за счет отсутствия заусенца, незначительных штамповочных уклонов (до 1-3°), уменьшения припусков на механическую обработку до 30%;
увеличение производительности труда в среднем на 25%;
улучшение условий для автоматизации процесса штамповки благодаря малому числу переходов (один - два).
К недостаткам процесса штамповки выдавливанием в разъемных матрицах можно отнести следующее: необходимость специального оборудования, более сложной и дорогостоящей технологической оснастки. Кроме этого, в процессе штамповки из-за охлаждения заготовки при контакте со штампом снижается пластичность металла, ухудшается заполнение полости штампа, возрастает нагрузки на штамп. Особенно значительно это влияет на штамповку титана и жаропрочных сплавов.
Этих недостатков лишены процессы изотермического деформирования, отличающиеся от традиционных способов горячей штамповки тем, что процесс осуществляется в штампе, нагретом до температуры деформации заготовки. Высокотемпературное изотермическое деформирование используют для получения разнообразных конфигураций заготовок из малопластичных металлов, практически не поддающихся обработке давлением в обычных условиях. Кроме того, этот способ целесообразен при штамповке заготовок с повышенной точностью, для изделий, к качеству и надежности которых предъявляется повышенные требования.
Для изотермического деформирования применяют гидравлические прессы. Особенностью процесса является влияние скорости деформирования на сопротивление металла: уменьшение скорости деформации приводит к снижению сопротивления деформированию по сравнению с условиями горячей штамповки. Это особенно важно при производстве крупногабаритных и сложных поковок.
Одним из важных преимуществ изотермического деформирования является повышение пластичности обрабатываемого материала. Это создает условия для деформирования малопластичных материалов, например, чугуна. При температуре 900°С при малых скоростях деформирования (до 0,5 мм/с) пластичность серого чугуна значительно возрастает, позволяя осуществить формоизменение путем деформирования /1/.
В изотермических условиях штампуют заготовки с небольшими штамповочными уклонами или без них, с резкими перепадами сечений, малыми радиусами переходов и припусками на механическую обработку.
К преимуществам процесса изотермического деформирования можно отнести следующее:
повышение пластичности-металла, возможность деформирования малопластичных материалов;
улучшение структуры, повышение механических свойств и качества металлов;
уменьшение или полное устранение припусков, снижение трудоемкости механической обработки на 25-60%;
повышение ![]() до 0,3-0,6;
до 0,3-0,6;
уменьшение усилий деформирования в 5-10 раз.
При изотермическом деформировании появляется возможность получения параметра шероховатости поверхности заготовок ![]() 0,8-5мкм, точности до 11-го квалитета.
0,8-5мкм, точности до 11-го квалитета.
К недостаткам процесса изотермической штамповки относят низкую производительность процесса, большие трудоемкость изготовления и стоимость оснастки.
Горячая штамповка в зависимости от масштаба производства и наличного парка машин выполняется на молотах и других машинах ударного действия, на кривошипных горячештамповочных прессах, на горизонтально-ковочных машинах, на гидравлических прессах, на электровысадочных машинах, на ковочных вальцах и раскатных машинах. Выбор вида оборудования часто обуславливается конструкцией изделия и его габаритом.
Штамповка на молотах. Молоты относятся к машинам ударного действия (рис. 12). Энергия, расходуемая на деформацию, представляет собой кинетическую энергию падающих масс. Конец штамповки на
молотах фиксируется моментом соприкосновения верхней и нижней частей штампа. При работе на молотах процесс штамповки обычно осуществляется в каждом ручье за несколько (2-4) ударов. Большое число ударов молота (10-20) используют при штамповке крупных поковок. В настоящее время на молотах штампуют поковки массой 0,1-1000кг.
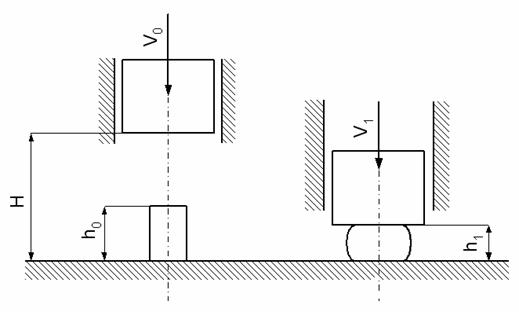
Рис. 12. Схема работы молота
На практике применяется несколько разновидностей штамповки на молотах: в открытых и закрытых штампах, одноручьевая и многоручьевая штамповка мерных и фасонных заготовок. Для повышения производительности и упрощения конфигурации поковок, кроме штамповки по одной поковке, применяется штамповка по две, три и более поковок.
По расположению заготовок возможна штамповка в торец (продольная) и поперек оси заготовок (поперечная). Для фасонирования заготовок на молотах при многоручьевой штамповке применяют различные подготовительные ручьи.
Штамповка на фрикционных прессах. Фрикционные прессы по современной классификации оборудования относятся к группе молотов, у которых деформация осуществляется за счет энергии падающих масс. Однако в технологическом отношении они ближе к прессам. Конец хода у них не фиксируется, что позволяет осуществлять в каждом ручье штамповку за несколько ходов. Из-за конструктивных особенностей фрикционные прессы непригодны для штамповки с большим эксцентриситетом прилагаемых сил, поэтому они в основном применяются для одноручьевой штамповки, а также для гибки, правки и других операций.
Свободный ход фрикционных прессов, так же, как и у молотов, позволяет деформировать металл в каждом ручье штампов за несколько ударов. С другой стороны, фрикционные прессы не могут развить ту же энергию, что и молоты с одинаковой массой падающих частей, так как скорость удара фрикционных прессов примерно в 2 раза меньше, чем молотов (3-4 м/с вместо 5-7 м/с), а энергия удара, как известно, пропорциональна квадрату скорости. Наличие большого рабочего хода у этих прессов позволяет штамповать поковки относительно большой высоты. Наибольшее распространение нашла продольная штамповка в открытых штампах, но применяется поперечная штамповка, штамповка в закрытых, в том числе разъемных, штампах, а также в штампах для выдавливания и т.п.
Штамповка на кривошипных прессах. Деформация металла на кривошипных прессах характеризуется жестким характером кривой изменения пути ползуна во времени (рис. 13). В каждом ручье для данного размера заготовок возможна лишь определенная степень деформации, осуществляемая за один рабочий ход пресса.
Кривошипные прессы к началу деформации металла имеют скорости инструмента в пределах 0,5-0,6 м/с (молоты двойного действия к моменту удара имеют скорость бойка 6-7.5м/с). Кривошипные горячештамповочные прессы являются рациональным оборудованием для объемной штамповки при крупносерийном производстве средних по массе поковок (от десятых долей до нескольких сот килограмм). На прессах можно штамповать детали массой до 200 кг типа плоских поковок (штампуемых в торец), шестерен, крестовин с круглой ступицей, круглых и квадратных фланцев со ступицами, ступенчатых валов, валов-шестерен, поворотных кулаков, рычагов, шатунов, коленчатых валов и т.д. На кривошипных прессах применяются открытые и закрытые штампы.
Продольная и поперечная штамповка осуществляется при использовании различных подготовительных ручьев. При использовании КГШП не применяют сложного фасонирования, а применяют с этой целью специализированные методы подготовки заготовок. В частности, при поперечной штамповке широко используют прокатку периодического профиля или подготовку фасонных заготовок на ковочных вальцах.
По сравнению с молотами штамповка на КГШП обеспечивает большую точность размеров поковок (за счет постоянства хода кривошипного пресса), увеличение коэффициента использования металла за счет уменьшения припусков, напусков, допусков и штамповочных уклонов (возможность применения выталкивателей в штампах кривошипных прессов позволяет применять небольшие штамповочные уклоны).
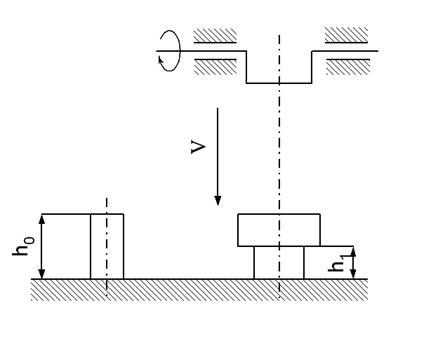
Рис. 13. Схема работы кривошипного пресса
Штамповка на горизонтально-ковочных машинах (ГКМ). Штамповку на ГКМ осуществляют в открытых и закрытых штампах. Типичным процессом для штамповки на. ГКМ является многоручьевая высадка в закрытых штампах. Основным отличием штампов ГКМ является наличие двух взаимно перпендикулярных разъемов (рис. 14). Штамповка обычно осуществляется в нескольких ручьях штампа, расположенных вертикально по высоте блоков Наличие разъема у матриц позволяет не применять штамповочные уклоны на стенках ее полости в тех случаях, когда глухая полость ручья попадает в разъем. Точность высаженных поковок более высокая, чем, например, точность поковок при штамповке не молотах. Эта разновидность штамповки может быть применена преимущественно для поковок, штампуемых в торец. На ГКМ изготавливается следующие поковки: конические шестерни с валом, цилиндрические шестерня с валом, кольца, втулки, шестерни с фланцем, двухвенцовые шестерни, втулки с квадратным фланцем и т.д. Чем сложнее конфигурация поковки, тем за большее число операций происходит ее формовка. Операции формовки осуществляются в матрице, в пуансоне или частично в матрице и пуансоне. Формовка в разъемной матрице позволяет осуществлять штамповку без уклонов. Но получаемая при этом точность меньше, чем при штамповке в пуансоне. В отдельных случаях формовка сопровождается только высадкой металла, высадкой и прошивкой с образованием глухой полости и высадкой с выдавливанием.
Рис. 14. Схема штамповки на горизонтально-ковочных машинах: а - принцип работы ГКМ; б, в, г - примеры технологических операций, выполняемых на ГКМ
Горизонтально-ковочные машины удобны для обработки труб, особенно при большой их длине, когда высадка на этих машинах является единственно возможным способом получения фланцев и утолщений на конце труб.
Штамповка на гидравлических прессах. Гидравлические прессы наиболее удобны в эксплуатации для выдавливания. Выдавливанием можно получать поковки с одним или несколькими отростками, сплошные или полые, а также с боковыми отростками; в этом случае необходимы штампы с двумя плоскостями разъема. Выдавливание применяется и для фасонирования заготовок, используемых при последующей штамповке.
Штамповка на оборудовании узкого назначения. Кроме перечисленного оборудования для получения поковок в специализированных производствах используют ротационную ковку, электровысадку, калибровку поковок, гибку на бульдозерах, изготовление поковок высокоскоростной штамповкой, штамповку металла в период кристаллизации (штамповка жидкого металла), штамповку под высоким гидростатическим давлением и др.
3.5. Технологические требования к конструкции штампованных заготовок
Чертеж поковки разрабатывают по чертежу готовой детали, при этом руководствуются следующими основными положениями:
1) волокна металла в поковке должны быть расположены так, чтобы улучшались прочностные свойства ее отдельных элементов;
2) припуски на механическую обработку должны назначаться на те элементы, шероховатость поверхности и точность размеров которых не могут быть получены обработкой давлением;
3) на чертеже поковки должна быть установлена база для первой операции механической обработки;
4) при установлении линии разъема штампа следует учитывать, что ручей в верхнем штампе заполняется при выдавливании легче, чем ручей в нижнем штампе;
5) на чертеже поковки должны быть указаны штамповочные уклоны, радиусы закруглений и наметки под отверстия по соответствующим нормалям;
6) определение припусков, допусков, штамповочных уклонов, радиусов переходов и закруглений, а также конструирование ребер и бобышек, наметок и пленок под прошивку следует производить по нормалям и ГОСТ 7505-74;
7) на чертеж поковки должны быть нанесены основные технические условия.
Одной из главных, задач конструктора является выбор положения поковки в штамме. При этом необходимо предусматривать возможность свободного удаления готовой поковки из полостей штампа в направлении, перпендикулярном плоскости разъема. Положение поковки в штампе определяет линию разъема, т.е. линии пересечения плоскости с (поверхности) разъема с телом поковки.
Разъем штампов следует осуществлять в плоскости двух наибольших габаритных размеров детали. Полости штампов получатся неглубокими, облегчается их заполнение, но увеличиваются периметр и объем облоя, а также площадь зеркала штампа, занятая ручьями. Желательно разъем штампов проводить по плоской, а не по ломаной или криволинейной поверхностям целесообразно применять торцевую штамповку, так как удается отформовать полость для отверстия с небольшим отходом в виде перемычки. При выборе плоскости разъема необходимо учитывать особые требования механической обработки. Например (см. рис. 10), базовые поверхности для удобства механической обработку не должны быть искажены штамповочными уклонами, Это требование заставило провести плоскость разъеме не через наибольший размер, а через наименьший. Существуют и другие требования.
Отступление от технологических требований, предъявляемых к конструкции, штампованных деталей, приведет к увеличению себестоимости заготовок из-за повышения процента брака и затрат на материалы и механическую обработку.
При разработке чертежа поковки пользуются ГОСТ 7505-74, данные которого распространяются на штампуемые детали массой до 400 кг, изготовляемые горячей объемной штамповкой из черных металлов на различных видах штамповочного оборудования.
Практика использования горячей объемной штамповки показала, что конструктивные элементы поковок из цветных сплавов отличаются от таких же элементов стальных поковок. Припуски и допускаемые отклонения размеров на поковки из цветных сплавов рекомендуется назначать по ОСТ или ведомственным нормалям, например по ОСТ-3-4026-78.
Штампованные поковки из алюминиевых и магниевых сплавов, подвергаемые очистке поверхности травлением, должны изготовлять с той же точностью, что и поковки, не подвергающиеся механической обработке.
На поковки из титановых сплавов, поверхности которых не подлежат механической обработке, а поверхностный слой металла удаляется травлением, устанавливают дополнительный припуск 0,5 мм. Если же поверхности штампованных поковок подлежат механической обработке, то дополнительный припуск на травление не назначается.
Завершающие операции производства поковок
К завершающим операциям относят: обрезку облоя и пробивку отверстий; термическую обработку; очистку поковок; правку поковок; калибровку; контроль поковок /9/.
Обрезку облоя и пробивку отверстий поковок, полученных штамповкой на молотах и прессах, осуществляют в специальных штампах на обрезных кривошипных, реже - гидравлических прессах.
Для обрезки облоя и пробивки отверстий применяют штампы, рабочими деталями которых являются матрица и пунсон.
При обрезке облоя (рис. 15,а) поковку 2 укладывают на матрицу 1, закрепленную на столе пресса. Во время рабочего хода ползуна пуансон 3 проталкивает поковку в отверстие матрицы, острые кромки которой срезают облой. Таким образом, в обрезном штампе режущим инструментом является матрица, а пуансон выполняет роль толкателя.
Рис. 15. Схема обрезки облоя (а) и пробивки отверстий (б): 1,5 – матрицы;
2 – поковка; 3,4 – пуансоны.
При пробивке отверстия (рис. 15,б) режущим инструментом является пуансон 4, а матрица 5 является опорной и центрирующей деталью.
После ковки и штамповки поковки подвергают термической обработке, в результате которой изменяется структура металла, улучшаются механические и технологические характеристики, например, обрабатываемость резанием. Основными операциями термической обработки стальных поковок являются отжиг, нормализация, закалке и отпуск.
Отжиг заключается в нагреве заготовки до определенной температуры (температуры отжига), выдержке при этой температуре и медленном охлаждении с печью. В результате образуется устойчивая структура металла, свободная от остаточных напряжений.
Нормализация отличается от отжига тем, что охлаждение ведут не с печью, а на воздухе, т.е. с большей скоростью. При нормализации повышаются механические свойства, устраняются внутренние напряжения.
Закалка состоит в нагреве поковки до определенной температуры, (температуры закалки), выдержке и ускоренном охлаждении поковок, как правило, в воде или масле (углеродистые стали охлаждают в воде, легированные - в масле во избежание образования трещин). В результате закалки улучшаются механические свойства, надежность и долговечность изделий.
Отпуск заключается в нагреве закаленной заготовки до температуры не выше 650°С, выдержке при этой температуре и последующем охлаждении; проводят для снятия внутренних напряжений в закаленной стали и повышения ее вязкости. В зависимости от требуемых свойств детали различают низкий (150-250°С), средний (350-450°С) и высокий (500-650°С) отпуск.
Термическая обработка цветных сплавов отличается от обработки сталей режимами нагрева и охлаждения. Алюминиевые поковки закаливают с последующим старением - естественным или искусственным. Поковки из магниевых сплавов подвергают отжигу или закалке, из титановых сплавов - отжигу иди двойному отжигу.
После штамповки и термической обработки на поверхности поковок остается окалина, очистка от которой необходима для повышения стойкости режущего инструмента при механической обработке, а также для выявления дефектов на поверхности поковок (волосовин, трещин и т.п.).
Существует несколько способов удаления окалины, из которых наибольшее распространение получили вибрационная обработка, дробеметная очистка, галтовка и травление.
Вибрационная абразивная обработка осуществляется в контейнере, стенки которого облицованы полиуретаном. В качестве инструмента используют абразивные гранулы различной конфигурации. При высокой производительности процесса шероховатость поверхности ![]() 2,5-5 мкм. Процесс хорошо механизируется и автоматизируется.
2,5-5 мкм. Процесс хорошо механизируется и автоматизируется.
Дробеметную очистку осуществляют струей металлической дроби, выбрасываемой на поковку лопатками быстровращающегося колеса турбины или струей сжатого воздуха (дробеструйная очистка). Очистка дробью позволяет достичь шероховатости поверхности ![]() 5-10 мкм.
5-10 мкм.
При галтовке поковки загружают во вращающийся барабан вместе с металлическими звездочками и абразивным боем. При вращении барабана поковки перекатываются, ударяются друг о друга и о звездочки, очищаясь от окалины.
Травление заключается в воздействии кислоты на металл. Для очистки стальных поковок применяют растворы серной и соляной кислоты при температуре 60-90°С. Используется редко в связи с повышенной вредностью для здоровья обслуживающего персонала.
Правка поковок необходима для устранения искривлений (коробления) поковок, которые превышают допуск на размеры и могут возникать в результате термической обработки, неравномерного охлаждения после штамповки, застревания поковки в ручье, при обрезке облоя и т.п. Различают правку горячую, используемую для простых поковок типа валиков и колес, для поковок из высокоуглеродистых сталей, холодная обработка которых могла бы привести к образованию трещин, и правку холодную для мелких, но сложных заготовок. Правку осуществляют в штампах на прессах и молотах.
Калибровку применяют для повышения точности формы и размеров поковки и снижения шероховатости поверхности; в результате часто получают поверхности, не требующие дальнейшей механической обработки. Калибровка получила распространение в крупносерийном и массовом производстве. Отличие ее от правки заключается в том, что при калибровке изменяются размеры поковки, а при правке исправляются ее искажения.
Различают плоскостную калибровку (рис 16,а), при которой металл свободно перемещается в горизонтальной плоскости, и объемную калибровку (рис. 16,б), при неменяющуюся для получения боле точной формы поковок с ужесточением размеров не только в вертикальной, но и в горизонтальной плоскости.
В кузнечных цехах применяют три вида технического контроля: контроль исходного металла, межоперационный контроль заготовок и окончательный контроль поковок. Используют методы неразрушающего контроля: магнитный, люминесцентный, ультразвуковой, рентгеновский.
Рис. 16. Схемы плоскостной (а) и объемной калибровки (б).
Физико-механические свойства контролируют по следующим параметрам: структура металла, химический анализ, прочность на растяжение, ударная вязкость, твердость.
При проведении контроля геометрических размеров поковки используют различный измерительный инструмент, приспособления.
В современном крупносерийном и массовом производстве темп штамповки настолько высок, что проводить полный контроль каждой поковки практически невозможно. В связи с этим в кузнечных цехах объемной штамповки применяет статистический метод контроля поковок, представляющий собой систематическое изучение их качества; результаты изучения обрабатываются методами математической статистики.
Производство заготовок холодной объемной штамповкой
В последние годы в машиностроении все более широкое применение находят процессы холодного объемного деформирования. Производство деталей, изготовляемых путем холодного пластического деформирования, непрерывно возрастает.
Динамическое развитие процессов холодного объемного деформирования обусловлено следующими преимуществами:
возможность изготовления сложных по форме деталей с повышенным коэффициентом использования металла и многократно увеличенной производительностью;
высокая точность при шероховатости поверхности ![]() 0,04-0,4мкм, что позволяет существенно снизить объем последующих отделочных операций;
0,04-0,4мкм, что позволяет существенно снизить объем последующих отделочных операций;
улучшение механических характеристик;
снижение требований к квалификации обслуживающего персонала;
повышение возможности механизации и автоматизации технологических процессов;
сокращение машинного парка.
К недостаткам этого вида обработки металлов следует отнести:
возможность внутренних разрушений металла;
изменение физических свойств материала (увеличение магнитной проницаемости, коэрцитивной силы и др.);
повышенную энергоемкость процессов, которая зависит от многих факторов, влияющих на изменение условий деформирования - химический состав и механические свойства обрабатываемого металла, вид, форму и геометрические размеры деформирующего инструмента, степень деформации и др.
Методами холодного объемного деформирования могут обрабатываться углеродистые стали с содержанием углерода до 0,45%, многие легированные стали, алюминиевые и медные сплавы, а также другие материалы, обладающие в холодном состоянии достаточной пластичностью.
Процесс холодного деформирования является многостадийным и обычно состоит из получения исходной заготовки, ее подготовки под последующее формирование, самого формообразования, термообработки и отделочных операций. Эффективность процесса определяется оптимальным сочетанием условий на каждой стадии производства. В качестве критерия могут служить, например, производственные расходы или производительность. При выборе способа деформирования следует учитывать другие конкурентоспособные, процессы изготовления деталей данного типа, их эффективность и экономичность.
Одним из наиболее прогрессивных способов обработки металлов в холодном состоянии является штамповка по схемам выдавливания и высадки. Многие поковки, получаемые данными способами, не требуют дальнейшей механической обработки и является готовыми деталями..
В зависимости от конструктивно-технологических особенностей изделий и серийности их производства применяют два способа холодной объемной штамповки:
1) одно- и многопозиционная штамповка на прессах;
2) одно- и многопозиционная штамповка на автоматах.
Холодная объемная штамповка на многопозиционных автоматах считается наиболее современным способом изготовления различных деталей машин. Ее внедрение позволяет: увеличить производительность труда по сравнению со штамповкой на прессах более чем в 60 раз, а по сравнению с использованием токарных автоматов для изготовления аналогичных деталей - в 10-15 раз; резко снизить себестоимость и увеличить коэффициент использования металла до 96-98%; повысить такие важные эксплуатационные характеристики деталей, как усталостная прочность и сопротивление вибрациям.
Этот вид штамповки осуществляется преимущественно с помощью таких технологических операций, как редуцирование, прямое и обратное выдавливание, высадка, а также прошивка, обрезка по заданному контуру и др. Технологию холодной объемной штамповки на многопозиционных автоматах отличает широкая возможность изменения формы и размеров рабочей части инструмента. Используемые при этом выталкиватели могут быть расположены как в матрице, ток и в пуансоне.
Принципиальная особенность многопозиционных автоматов заключается в том, что процесс формообразования деталей или поковок совершается по параллельно-последовательной схеме в нескольких матрицах, расположенных горизонтально или вертикально.
Высадке на автоматах является одним из наиболее распространенных малоотходных способов изготовления многих видов металлических деталей, в том числе таких массовых, как винты, болты, гвозди, заклепки и т.п. Сущность высадки заключается в формообразовании деталей типа стержня с утолщениями путем осадки незащемленной части заготовки между деформирующими инструментами - матрицей и пуансоном.
Холодную высадку применяют преимущественно при обработке исходного проката ?0.6-30 мм. Число переходов определяют в основном в зависимости от отношений ![]() и
и ![]() , где
, где ![]() - длина свободно осаживаемой части заготовки диаметром
- длина свободно осаживаемой части заготовки диаметром ![]() ;
; ![]() - диаметр высаженной части детали, имеющей высоту Н (.рис. 17). Детали, с отношением
- диаметр высаженной части детали, имеющей высоту Н (.рис. 17). Детали, с отношением ![]() <2,3 штампуют обычно за один переход. Числовое значение отношения
<2,3 штампуют обычно за один переход. Числовое значение отношения ![]() характеризует устойчивость высаживаемой части заготовки к продольному изгибу: чем оно меньше, тем лучше условия формообразования. Заготовки с отношением
характеризует устойчивость высаживаемой части заготовки к продольному изгибу: чем оно меньше, тем лучше условия формообразования. Заготовки с отношением  высаживают, по меньшей мере, за два перехода, с отношением
высаживают, по меньшей мере, за два перехода, с отношением  - за три и более. При высадке деталей с предельным отношением
- за три и более. При высадке деталей с предельным отношением ![]() , необходимо использовать заготовки с чистым срезом и минимальным отклонением от перпендикулярности торцевой поверхности заготовки к ее оси. Первые переходы являются подготовительными для последующей высадки. На рис. 18 показаны переходы при высадке детали с большим объемом высаживаемой части. Отношение
, необходимо использовать заготовки с чистым срезом и минимальным отклонением от перпендикулярности торцевой поверхности заготовки к ее оси. Первые переходы являются подготовительными для последующей высадки. На рис. 18 показаны переходы при высадке детали с большим объемом высаживаемой части. Отношение  , поэтому во избежание изгиба потребовалось пять переходов высадки головки.
, поэтому во избежание изгиба потребовалось пять переходов высадки головки.
Рис. 17. Схема холодной высадки: I - пуансон; 2 - матрица;
3 - заготовка
Рис. 18. Переходы (1...У1) высадки детали с большим объемом высаживаемой части
Наибольшее распространение высадка на автоматах нашла при изготовлении болтов. При многопозиционной высадке болтов (рис. 19) калиброванный пруток 6 подается роликами 5 в отрезную матрицу 4 до упора 1. Нож 3 отрезает заготовку 2 и переносит ее на первую позицию, где пуансон 10 заталкивает заготовку в высадочную матрицу 8. После высадки на позиции 1 заготовка 9 выталкивается из матрицы выталкивателем 7 и перекладчиком подается на последующие позиции 11-1У, где происходит окончательная высадка головки и оформление стержня.
Рис. 19. Схема многопозиционной высадки болтов на автомате
Рабочим инструментом для холодной высадки на автоматах являются: задающие, подающие и правильные ролики; отрезные матрицы и ножи; высадочные матрицы; пуансоны предварительного и окончательного формообразования; выталкиватели. Задающие ролики применяют для заправки и проталкивания проката диаметром более 12 мм через правильные ролики. Отрезные матрицы (отрезные ножи) служат для приема и отрезки металла, а высадочные - для предварительного и окончательного формообразования детали. С помощью предварительных пуансонов происходит заталкивание заготовки в матрицу, осадка заготовки и редуцирование стержня, а с помощью чистовых - окончательное формообразование головки болта требуемых формы и размеров.
Холодное выдавливание (рис. 20) является процессом, сущность которого заключается в выдавливании пуансоном 1 металла из замкнутой полости контейнера через канал матрицы 2, форма и размеры которого определяют сечение получаемой поковки. При обратном выдавливании металл продавливается в зазор между поверхностями контейнера и пуансона в направлении, обратном движению последнего.
Рис. 20. Схема холодного выдавливания: 1 – пуансон;
2 – матрица; 3 – заготовка
К преимуществам холодного выдавливания можно отнести следующие:
возможность получения за одну операцию значительных степеней деформации заготовки, (до 80%); при этом трудоемкость и себестоимость изготовления детали значительно снижается из-за сокращения числа операций и занятого оборудования, уменьшения количества отходов, возможности автоматизации процессов; повышение таких эксплуатационных характеристик детали, как усталостная прочность, вибропрочность, за счет упрочнения, благоприятного направления волокон в металле и измельчения зерна;
повышенно надежности и долговечности детали в эксплуатации благодаря улучшению микрогеометрии поверхности;
повышение коэффициента использования металла на 10-30% по сравнению с литьем и горячей штамповкой и в 2-3 раза – по сравнению с обработкой резанием (поэтому особенно эффективно применение холодного выдавливания при изготовлении сложных по форме деталей из дорогостоящих цветных и других металлов и сплавов).
Номенклатура получаемых деталей довольно разнообразна. Их размеры ограничиваются усилием и возможностями применяемого оборудования. Методом холодного выдавливания получают детали диаметром до 120 мм и длиной до 300 мм.
Номенклатура используемых материалов ограничена. Холодному выдавливанию могут быть подвергнуты стали с низким пределом текучести, малой склонностью к упрочнению и довольно высокой пластичностью. К таким сталям можно отнести низкоуглеродистые и низколегированные конструкционные и лишь некоторые - среднеуглеродистые и среднелегированные стали. В ряде случаев холодным выдавливанием изготовляют детали из коррозионностойких и жаропрочных сталей и сплавов. Их выдавливание производят за несколько переходов при малых степенях обжатия с применением промежуточных отжигов.
Важную роль для успешного протекания процесса играет подготовка исходных заготовок, к точности, геометрической форме, химическому составу и структуре которых предъявляют повышенные требования. Форму и размеры заготовок выбирают таким образом, чтобы они обеспечили получение заданных форм и размеров детали при наименьшем числе переходов и минимальных усилиях деформирования.
На качество заготовки значительно влияет способ разделки исходного проката. Для холодного выдавливания наиболее целесообразна разделка на токарных полуавтоматах и в штампах на прессах.
Поскольку холодное выдавливание характеризуется высоким давлением (2000-2500 МПа для стали) и значительными силами трения между заготовкой и инструментом, с целью снижения контактного трения применяют различные смазочные материалы и покрытия для заготовок и инструмента. Во избежание непосредственного контакта последних толщина смазочного слоя должна составлять не менее 0,1 мкм.
Поверхность заготовок для выдавливания должна обеспечивать наличие смазки в очаге деформации в течение всего времени протекания процесса. Для этого ее очищают от окалины и загрязнения и создают рельеф, способствующий удержанию смазочного материала. Очистка поверхности может осуществляется механически (металлическими щетками, дробеструйной обработкой, галтовкой, обдиркой, шлифованием) и с помощью ультразвука. Подготовка рельефа поверхности для стальных заготовок состоит из обезжиривания, травления, фосфатирования и промывки в холодной или горячей воде после каждой из названных операций. Заготовки из алюминиевых сплавов для получения слоя - носителя смазочного материала подвергают анодированию в растворе серной кислоты (сущность анодирования состоит в образовании на поверхности металла вследствие электролиза пленки окислов). Заготовки из медных сплавов, в частности латуней и бронз, перед выдавливанием подвергают пассивирование в растворе ангидрида хрома и сульфата аммония.
Важным фактором, ограничивающим возможности применения холодного выдавливания, является усилие выдавливания. Учитывая то, что усилие прямо пропорционально степени деформации, при холодном выдавливании стали степень деформации следует ограничивать примерно до 60% при первом переходе и до 40% - при последующих.
Производство заготовок листовой штамповкой
В современном машиностроении весьма широко применяют листоштампованные детали и штампосварные конструкции, отличающиеся высокой прочностью и жесткость при относительно малой массе, законченностью и совершенством конструктивных форм.
Листовая штамповка обеспечивает низкую трудоемкость и стоимость продукции, достаточно высокую точность и стабильность размеров и рациональное использование материала. Процессы холодной листовой штамповки можно подразделить на две основные группы - разделительные и формоизменяющие. К первой группе относят операции резки, вырубки, пробивки и др. Ко второй группе - операции гибки, формовки, вытяжки, отбортовки и др. Разделительные операций характерны локализацией напряжений в узкой зоне, прилегающей к режущим кромкам инструмента. Величина напряжений превосходит предел прочности материала, что обуславливает развитие в указанной зоне упругопластического сдвига и последующего скалывания.
Все формообразующие операции характерны наличием напряжений, величина которых равна или превосходит предел текучести и меньше предела прочности. Фактическая величина развиваемых напряжений зависит от многих факторов, главные из которых степень деформации, конфигурация штампуемой детали, условия внешнего трения. Неравномерность напряжений и деформаций характерные для всех формоизменяющих операций листовой штамповки и является причиной изменения толщины исходного материала.
Поскольку пластические деформации при всех формоизменяющих операциях сопровождаются и упругими, снятие внешней нагрузки вызывает отклонение формы и размеров, ранее приобретенных заготовкой. Величина упругой деформации (пружинение) зависит от большого числа факторов в том числе в значительной степени от конструктивных размеров детали и модуля упругости материала.
В современном машиностроении для изготовления листоштампованных деталей применяют большое количество разнообразных материалов. Однако наиболее распространенным материалом является лист из углеродистых сталей. К процессам листовой штамповки относят также процессы получения деталей из тонкостенных полуфабрикатов типа труб, профилей и др. операции листовой штамповки осуществляют на прессах с помощью штампов. Кроме штамповки на прессах широко используют беспрессовые методы листовой штамповки. К их числу можно отнести ротационное выдавливание.
Сущность ротационного выдавливания заключается в том, что толстая заготовка раскатывается роликом на оправке с дву-, трехкратным уменьшением исходной толщины. Этот способ успешно применяется для изготовления конических и цилиндрических обечаек больших размеров с местными утолщениями (рис. 21).
В области листовой штамповки в настоящее время развиваются такие способы, как штамповка эластичными и жидкими средами деталей сложных форм в условиях серийного и мелкосерийного производства, в том числе при свободной гибке-формовке, штамповке-вытяжке, динамической штамповке, штамповке импульсными источниками энергии (взрывом, магнитно- и электрогидроимпульсной штамповке).
Рис. 21. Схема ротационного выдавливания
Наиболее широко применяют холодную листовую штамповку в автотракторном и сельскохозяйственном машиностроении, которой получают основные детали кузова автомобиля, картеры, крышки, колпаки, диски и другие детали.
Производство заготовок из порошковых материалов
К прогрессивным технологическим процессам, направленным на снижение расхода материалов и получение высококачественных заготовок, относятся способы порошковой металлургии. При этом методе применяется исходное сырье в виде порошков, которые затем прессует или, формуют в изделия заданных размеров и подвергают термической обработке (спеканию), проводимой при температурах, ниже температуры плавления основного компонента шихты.
Выделяются два направления использования методов порошковой металлургии:
получение принципиально новых материалов и изделий из них со специфическими свойствами, которые невозможно получить при использовании других технологических процессов;
изготовление деталей, не обладающих специфическими свойствами, получение которых методом порошковой металлургии целесообразно в результате снижения расхода материалов, трудоемкости изготовления, себестоимости.
К достоинствам порошковой металлургии относят:
возможность изготовления деталей из тугоплавких материалов, пористых материалов с заданной пористостью;
значительная экономия материалов в связи с возможностью прессования деталей, почти не нуждающихся в механической обработке;
возможность получения изделий из материалов высокой чистоты;
технология порошковой металлургии не требует высокой квалификации обслуживающего персонала, легко поддается автоматизации.
К недостаткам порошковой металлургии можно отнести ограниченность размеров и относительную простоту формы получаемых заготовок.
Типовыми деталями, изготовляемыми методами порошковой металлургии являются шестерни, кулачки, звездочки, накладки, шайбы, фланцы и др.
При конструировании деталей, предназначенных для изготовления методом порошковой металлургии, следует придерживаться следующих технологических требований:
- максимально упрощать форму детали;
- не допускать боковых впадин, круговых канавок, отверстий, не параллельных, оси прессования;
- избегать тонких стенок, узких пазов и т.п.;
- использовать круглые сечения взамен прямоугольных;
- радиус закругления у наружных углов выбирать не менее 2,5мм, у внутренних - 0,25 мм;
- для получения высоких прочностных свойств изделий необходимо использовать более сложные технологические процессы – двойное (тройное) прессование, калибровку, горячее прессование, горячую объемную штамповку и др.
При однократном холодном прессовании с последующим спеканием может быть достигнута следующая точность размеров: 0,03-0,05 мм (радиальные размеры), до 0,12 мм (размеры по высоте).
Шероховатость поверхности спеченных деталей определяется шероховатостью поверхности пресс-форм; наличие пористости в деталях не позволяет получить полированные поверхности.
Детали из металлических порошковых материалов можно получать и методами, холодного объемного деформирования. Деформирование порошков осуществляют по следующей технологической схеме: предварительно прессуют из порошка заготовку простой формы; спекают заготовку в защитной среде и штампуют из нее, как из обычной прутковой заготовки, деталь сложной формы; отштампованную деталь подвергает термообработке.
Штамповкой спеченных пористых заготовок можно достичь высокой плотности деталей. Горячая штамповка требует меньших удельных деформирующих усилий, чем холодная, но приводит к окислению детали. Кроме того, она не позволяет полностью реализовать упрочнение порошковой заготовки, которое при холодной штамповке достигается как упрочнением порошка, так и наклепом частиц. Холодная штамповка спеченных заготовок лишена недостатков, присущих горячей штамповке, и позволяет получить довольно широкий ассортимент высококачественных порошковых деталей. Однако холодная штамповка требует приложения к заготовке высоких удельных усилий, поэтому область ее применения ограничена стойкостью инструмента.
Совершенствованием метода порошковой металлургии является изостатическое прессование, осуществляемое на специальных изостатических прессах. Изостатическое прессование реализуется с помощью газа или жидкости, находящихся под высоким давлением и равномерно (изостатически) сжимающих заготовку вдоль всей ее поверхности. Детали, изготовленные данным способом, обладают высокой и равномерной плотностью. В изостатических прессах можно прессовать заготовки диаметром 1000 и высотой 2500 мм.
ПРОИЗВОДСТВО СВАРНЫХ ЗАГОТОВОК
Во многих отраслях промышленности широко используется комбинированные сварные детали, состоящие из отдельных заготовок, выполненных с применением различных технологических процессов, а иногда и различных материалов. Сварные комбинированные детали экономически выгодны при любом характере производства. Крупногабаритные детали целесообразно изготовлять сварными в следующих случаях:
если изготовление ее цельнолитой или цельнокованой связано с отсутствием оборудования, усложнением механической обработки;
если из-за нетехнологичности детали увеличивается брак; снижается качество металла;
когда отдельные чести детали работает в особо тяжелых условиях и изготовление их требует применения более дорогих материалов.
Одним из основных факторов, определяющих целесообразность и возможность использования сварки при производстве комбинированных заготовок, является материал. Он должен обладать высокой свариваемостью, т.е. образовывать надежные сварные соединения. Наиболее распространенным материалом является сталь, однако все шире используются сплавы на основе алюминия, магния, титана. Химический состав стали оказывает существенное влияние на свариваемость, особенно сильно влияет содержание углерода: до 0,25% сталь сваривается легко, дальнейшее увеличение содержания углерода резко снижает свариваемость стали, так как служит причиной закалки в переходных, зонах и способствует возникновение трещин. В связи с этим наибольшее применение при изготовлении сварных деталей имеют малоуглеродистые и низколегированные стали.
При использовании сварки для производства комбинированных заготовок необходимо учитывать не только материал заготовок, но и технологические особенности различных методов сварки.
Условно сварные комбинированные заготовки разделяет на четыре группы /1/:
листосварные детали, для которых исходными элементами являются заготовки из листового или профильного материала;
сварно-литые детали, для которых попользуется литые заготовки, полученные тем или иным способом литья;
штампокованосварные детали, где исходные заготовки - поковки, полученные штамповкой или ковкой;
сварно-комбинированные детали, где одновременно могут быть использованы заготовки, полученные литьем, ковкой или штамповкой и вырезкой из листового или профильного проката.
Для соединения элементов в сварнолитые и штампосварные детали в зависимости от толщины сварного соединения и материала применяют следующие способы сварки: ручная электродуговая, полуавтоматическая или автоматическая (в среде углекислого газа или под флюсом) и электрошлаковая. Для соединения листоштампованных заготовок может быть использована контактная шовная или точечная сварка.
Основные технологические требования, которые необходимо соблюдать при конструировании комбинированных сварных деталей, следующие:
сварные швы по возможности необходимо изготовлять прямолинейными и непрерывными по длине;
вырезы и отверстия в деталях выполнять после сварки;
элементы конструкций балочного типа для уменьшения деформаций, вызываемых сваркой, проектировать и изготовлять симметричными;
сварочные швы располагать в местах, доступных для сварки.
При конструировании литых заготовок для сварнолитых конструкций, необходимо предусматривать расположение прибылей на отливке вдали от кромок, подлежащих сварке, потому что в местах расположения прибылей содержание серы и углерода в несколько раз превышает среднее содержание этих элементов в отливке, что может привести к появлению дефектов в сварных швах.
Применение сварнолитых деталей целесообразно при любом характере производства в целях улучшения качества детали, устранения брака цельнолитой детали, сокращения объема механической обработки и экономии металла.
Изготовление крупных цельнокованных деталей, как правило, сопряжено с большими отходами материала, со значительной неоднородностью свойств металла по сечение поковки. Применение сварной детали из отдельных кованных или штампованных заготовок приводит к значительному экономическому эффекту, повышению качества изделия.
Примером сварной конструкции из разнородных сталей может служить ротор газовой турбины (рис. 22). По ободу диск подвергается действие высоких температур и относительно небольших нагрузок, а центральная часть работает в условиях невысоких температур и больших усилий; центральная часть сварного ротора изготовляется из высокопрочной стали перлитного класса, а обод ротора - из жаропрочной аустенитной.
Наиболее рациональный технологический процесс изготовления сварной детали следует выбит рать на основании технического анализа нескольких возможных вариантов ее изготовления.
Рис. 22. Сварной вариант ротора газовой турбины
