|
Технологический процесс – это совокупность действий людей, оборудования и инструмента, связанных с изменением формы, размеров и свойств заготовки, начиная от разделки металла, до получения готового изделия. Технологический процесс состоит из ряда операций – законченных частей технологического процесса. По функциональному признаку операции можно классифицировать следующим образом: предварительные, основные, вспомогательные и отделочные /6,8/. К предварительным операциям относятся: отрубка, отрезка, надрубка, надрезка и вырубка. Надрезка и отрезка осуществляется режущим инструментом с удалением части металла в отход – на токарном станке, фрезерном, газорезом и т.д. При отрезке заготовка отделяется полностью, при надрезке частично и потом обламывается. Этот процесс оставляет хороший торец, однако очень трудоемок и вызывает отход металла. Надрубка и отрубка аналогичны, но производятся в нагретом состоянии металла, не предусматривают отхода и весьма эффективны. Процесс вырубки относится к получению заготовок из плит, путем контурного отделения заготовки от исходного металла. Все эти процессы служат для получения заготовок. Основные операции ковки подвергают заготовку пластическому формоизменению с целью получения поковки требуемых форм и размеров. К ним относятся: протяжка, раскатка, осадка, высадка, проколка, прошивка, пробивка, раздача, гибка, торсировка, кузнечная сварка /3,6/. Протяжка – операция увеличения длины всей или части заготовки за счет уменьшения площади поперечного сечения. Эта операция применяется при получении поковок типа стержня – круглых, квадратных и плоских, возможно с утолщениями по длине.
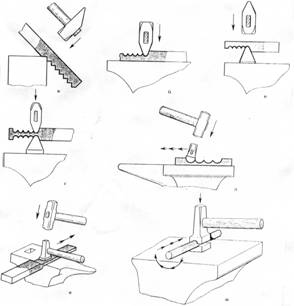
Рис.2 /5/ Протяжка: а - на ребре наковальни; б – при помощи задка кувалды; б- при помощи задка подбойника; г – на парной подбойке; д – с верхней подбойкой; е - при помощи гладилки; ж – в оправках
Раскатка – операция аналогичная протяжке, применяемая для увеличения диаметра кольцевых заготовок, за счет уменьшения площади поперечного сечения их стенок. Осадка – основная кузнечная операция, обратная протяжке. Здесь уменьшают величину всей заготовки, за счет увеличения площади ее поперечного сечения. Нагретую заготовку устанавливают вертикально на наличник наковальни, поддерживая клещами за середину, наносят по верхнему торцу удары молотом, с нарастающим усилием. С ударами высота заготовки увеличивается, а площадь поперечного сечения увеличивается. При этом заготовка приобретает бочкообразную форму. Это не является эффективным проявлением процесса, однако при художественной обработке, такой эффект можно весьма оригинально использовать.
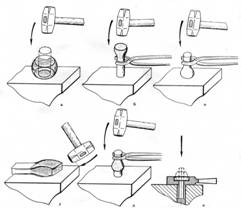
Рис.3 Осадка и высадка: осадка цилиндрической заготовки; б - высадка верхней и нижней частей заготовки; г – высадка конца плоской и заготовки; д – высадка средней части заготовки; е – высадка головки в гвоздильне.
Высадка – уменьшение высоты части заготовки, при увеличении площади поперечного сечения этой части. Эту операцию можно назвать локальной осадкой /8/. Для получения изделий типа стержней с головкой, например заготовок под навершия оград или решеток, производят высадку конца заготовки. При необходимости получения поковки с утолщением в средней части, ее так же высаживают, применяя специальный инструмент. Часто встречаются операции получения отверстий в поковках. К ним следует отнести – проколку, пробивку и прошивку. Проколка – операция выполнения отверстия в поковке без удаления металла в отход. Выполняется с применением разновидности накладного инструмента – кузнечного шила (см. раздел 3.2). С помощью этой операции получают отверстия в поковках толщиной до 25 мм. Однако качество отверстия, полученного данным образом невелико. Пробивка – выполнение в заготовке отверстия с удалением металла в отход. Этой операцией получают отверстия заданной формы – круглые, шестигранные, квадратные и т.д. Качество, получаемых отверстий намного выше, чем при получении их проколкой, однако это требует применения достаточно сложного инструмента. Этой операцией получают отверстия в более толстых заготовках. Прошивка – операция получения несквозных отверстий, за счет свободного вытеснения металла кузнечным инструментом – прошивнем. Прошивка может служить предварительной операцией перед пробивкой глубокого отверстия и дальнейшей раскатки. Раздача – увеличение поперечного сечения отверстия при одновременном воздействии кузнечного инструмента - раздатчика, по всему периметру сечения. При небольшом увеличении отверстия эту операцию называют калибровкой. Гибка – образование или изменение углов между частями заготовки, или придание ей криволинейной формы. Как часто мы используем определения, при невозможности их формулировки! Торсировка – или скручивание – осуществляют поворотом части заготовки вокруг ее продольной оси. Этой операцией позволяют получать поковки спиральной формы из плоских и квадратных в сечении заготовок. Кузнечная сварка – получение неразъемных соединений в результате соединения двух, или нескольких заготовок внахлест и интенсивной ковки их ударным инструментом. Таким образом, в давние времена получали Дамасскую сталь. Ее секрет состоит не многократной протяжке и последующей сварки заготовок, а в искусстве избавляться от окалины на стыках. Вспомогательные операции ковки применяются с целью улучшения и облегчения последующей ковки. К ним можно отнести пережим и сбивку углов. Пережимом формируют в поковке углубления, или уменьшают ее сечение, путем внедрения инструмента. При этом последующие формообразующие операции становятся менее энергоемкими. Сбивка углов, это операция, при которой ударным кузнечным инструментом деформируют острые углы у заготовок квадратного или прямоугольного сечения /3/. В завершающей части работы проводят отделочные операции. Отрубкой удаляют излишки металла и заусенец. Правкой устраняют искажение формы поковки для ее полного соответствия эскизу. Правку осуществляют в горячем и холодном состоянии. Операция проглаживание устраняет неровности поверхности поковки при помощи гладилок / см. далее/. Вариантом проглаживания является калибровка, применительно к имеющимся в поковке отверстий. Все операции ковки состоят из приемов – отдельных действий и перемещений заготовки и инструмента. Существуют следующие приемы проведения кузнечных операций /5/. Переход – часть операции, которая проводится без замены кузнечного инструмента и перестановки заготовки. Проход – последовательные однотипные удары молотом по заготовке, в результате которых она пластически деформируется при осуществлении одной из основных операций. Кантовка – часть операции, состоящая из поворота заготовки вокруг оси. Подача – часть операции, состоящая из продольного или поперечного перемещения заготовки во время прохода или между переходами. Осуществление основных операций может происходить при использовании одного или нескольких приемов. |