|
Дифовка - это первый, созданный человеком, процесс обработки листового металла давлением. От свободной ковки дифовка отличается тем, что она производится в холодном состоянии при использовании листа толщиной порядка 2 мм. Задача этой технологии – создание из листового металла полого объемного изделия. Получение объемной формы из плоской заготовки осуществляется тремя операциями, в различных их комбинациях, посредством ручной выколотки.
Рис.11./1/ Серебряный барс, выполненный дифовкой 17 век. Англия, государственная оружейная палата
Рис 12 /1/ Стальной рыцарский доспех, выполненный дифовкой, Государственная оружейная палата,15 век.
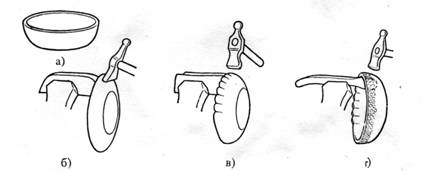
Первая операция – это расплющивание заготовки, лежащей на наковальне ударами дифовочного молотка. При нанесении равномерных ударов по всей поверхности металлический лист увеличивает свою площадь при уменьшении толщины. При нанесении ударов на локальном участке заготовка будет образовывать сферическую форму, вогнутую в сторону ударов. Это происходит потому, что нетронутые ударом части листа не дают материалу раздаваться в стороны /1/. (Рис. 13 )
Рис. 13 /1/ а) готовое изделие, б) склонка края, в) создание гофр, г) осаживание гофр.
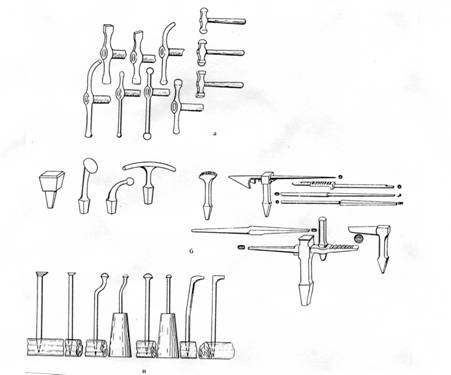
Вторая основная операция – сгибание заготовки. Сгибание может происходить под углом и по радиусу, по прямой, по дуге и сложной кривой. При этом наружные слои металла претерпевают растяжение, а внутренние – сжатие. При применении фасонной наковальни происходит не только сгибание, но и частичная вытяжка металла. Третья операция – осадка металла. Ее нельзя путать с кузнечной осадкой. Здесь в результате ударов толщина листового металла увеличивается. Заготовку предварительно гофрить при помощи круглогубцев. Далее гофры осаживать, или «выводить» под ударами молотка на наковальне. Гофры должны быть низкими и широкими, в противном случае они нагоняются друг на друга и образуют складки и трещины. Инструмент, применяемый для дифовки, разделяют на ударный и опорный. К ударному инструменту относят разнообразные по форме инструменты (рис.14) с бойками из разных материалов. Материал бойка следует выбирать,
Рис. 14 /4/ Молотки для дифовки (а), подкладной инструмент (б), вертикальные стойки (в).
более мягким, чем обрабатываемый лист. Это гарантирует меньшее упрочнение металла в результате обработки, а так же отсутствие царапин и рисок на поверхности. Бойки молотков использовать из дерева твердых пород, твердой резины, текстолита, капрона, полиуретана, свинца, алюминия, меди. При обработке прочного листа, например нержавеющей стали, использовать молотки со стальными бойками, однако при этом они должны быть тщательно отполированы. К опорному инструменту относят различные по форме наковальни и плиты, на которых производят правку и гибку под углом. Шпераки (бугаи), имеющие обычно два плеча с разнообразными формами рабочих участков. Стойки прямые и изогнутые для обработки сложных изделий. Амбусы – массивные стойки с выпуклой поверхностью, которые используют для выколотки и проковки. Скребки – используют для загибки, подсечки и клепки швов. Они бывают односторонние, двухсторонние, прямые и радиусные. При работе опорный инструмент следует зажимать в стуловые тиски, или забивать в массивную деревянную опору. Кроме основных инструментов следует использовать весь набор слесарных инструментов – напильники, шаберы, плоскогубцы, круглогубцы, гофрилки, ножницы.
|