Методические указания:
При теоретическом моделировании изучаются физические закономерности процессов, на основании этого с помощью дифференциальных уравнений составляются математические модели процессов.
Полученные модели описывают процессы в весьма широком диапазоне изменения их параметров, что является существенным достоинством таких моделей. Однако, во многих случаях математические модели, при разработке которых делается ряд допущений, на практике не дают ожидаемых результатов в отношении требуемой точности. Исходные дифференциальные уравнения, как правило, нелинейны и при линеаризации допущения резко снижают точность.
Статистическое моделирование помогает создавать модели при наличии неполной информации об объекте исследования, что имеет место при создании конкретных технических средств. Быстрота создания модели технического устройства с большим числом параметров и оптимизация его с помощью этой модели, делают статистические методы перспективными. (2.).
Технологические способы уборки и использования НЧУ не имеют хорошо разработанной теории. Для исследования указанных процессов перспективны методы статистического описания и оптимизации, дающие возможность, абстрагируясь от неизученной сущности процесса, оптимизировать его. Имеются два способа статистического описания стохастических процессов: регрессионный анализ и планирование многофакторного эксперимента. (1,3).
Характерными чертами технических средств и комплексов уборки и использования НЧУ являются:
- наличие большого количества факторов, влияющих на ход технологического процесса и отсутствие контороля над частотой возмущающих воздействий;
- ограниченность теоретических представлений и неполнота информации о законах связи между параметрами процесса и их характеристиками;
- узкие пределы колебаний параметров при установившемся технологическом процессе;
- запаздывание во времени контроля параметров на входе процесса его характеристик на выходе.
Исходя из этого, наиболее эффективным методом для построения математической модели функционирования технических средств можно считать метод планирования активных экспериментов.
Сущность его составляет активное экспериментирование при непрерывном “покачивании” технологического процесса в окрестностях нормального режима работы с целью выделения статистически значимых коэффициентов при факторах в уравнениях, которые и составляют математическую модель процесса.
При выполнении многофакторных экспериментов основное внимание уделялось их планированию, построению математических моделей, описываемых как линейными, так и нелинейными уравнениями.
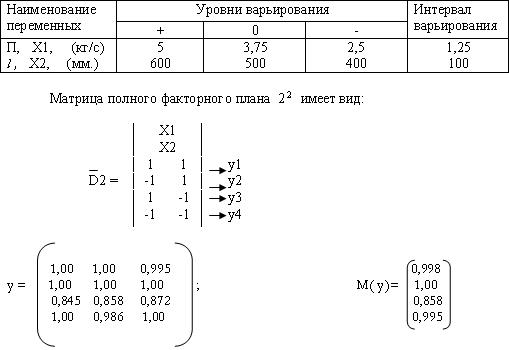
Для построения зависимости y = f ( x 1, x 2) использовано планирование ![]()
Параметром оптимизации выбран коэффициент надежности технологического процесса (К н.т.п.) . В качестве основных факторов, влияющих на надежность технологического процесса (прохода массы НЧУ) приняты: подача НЧУ (Х1 – П) и длина прохода (Х2 – l ).
Уровни и интервалы варьирования переменных факторов приведены в таблице 1.
Таблица 1. Интервалы и уровни варьирования
На основе данных многофакторных экспериментов с помощью ЭВМ получена математическая модель надёжности технологического процесса в виде:
![]()
Оценка дисперсии опытных данных показала, что они однородны ( Gp < G табл или 0,7122<0,7679)
Табличное значение критерия Фишера F 0,95= 5,32.
Поскольку ![]() , то нелинейная модель процесса адекватна эксперименту.
, то нелинейная модель процесса адекватна эксперименту.
Анализ значимости коэффициентов регрессии по критерию Стьюдента ( t табл = 2,31) показал, что все коэффициенты значимы.
Доверительный интервал
![]() где t табл – табличное значение критерия Стьюдента при принятом уровне значимости и числе степеней свободы f , по которым определилась дисперсия
где t табл – табличное значение критерия Стьюдента при принятом уровне значимости и числе степеней свободы f , по которым определилась дисперсия ![]() ; при равномерном дублировании опытов число степеней свободы находится по выражению f =( n -1) xN ,где N – число опытов в матрице планирования, а n – число параллельных опытов; s { bi } – ошибка в определении i - го коэффициента регрессии, вычисляемая по формуле
; при равномерном дублировании опытов число степеней свободы находится по выражению f =( n -1) xN ,где N – число опытов в матрице планирования, а n – число параллельных опытов; s { bi } – ошибка в определении i - го коэффициента регрессии, вычисляемая по формуле ![]()
Анализ математической модели процесса показывает, что на надежность технологического процесса практически в равной степени влияет как величина подачи НЧУ, так и величина параметра “ l ” , а также взаимодействие указанных параметров. При уменьшении фактора X 1 и увеличении фактора X 2 параметр оптимизации увеличивается. С целью оптимизации параметров, были проведены имитационные эксперименты на полученной модели с помощью ЭВМ. При этом фактор X 1 изменяли с шагом 0,1 в пределах от +0,6 до +1,0, а фактор X 2 с таким же шагом от 0 до + 1,0.
![]()
![]() Оптимальные параметры отклика у находятся в пределах от 0,96 до 1,00. При указанных границах изменения функции отклика для наименьшего значения факторов X 1 = 0,8 и X 2 = 0,4. При подаче П = 4,7 кг/с и l = 560 мм.
Оптимальные параметры отклика у находятся в пределах от 0,96 до 1,00. При указанных границах изменения функции отклика для наименьшего значения факторов X 1 = 0,8 и X 2 = 0,4. При подаче П = 4,7 кг/с и l = 560 мм.
![]()
Для наибольшего значения отклика кодированные значения факторов X 1 = 0,6, X 2 = 1,0. При значениях l = 600 мм и П = 5 кг/с Кнтп = 1.
Переходя от кодированных X 1 и X 2 значений к натуральным П и l , получим зависимость коэффициента надежности технологического процесса (Кнтп) от подачи НЧУ (П ) и длины прохода ( l )
Кнтп= 1,060 – 0,157 П – 0,0001 l + 0,00026 П l (2)
Математическая модель (2) адекватна, поэтому ее можно использовать как интерполяционную формулу для вычисления и прогнозирования Кнтп.
Диаметр измельчающего барабана при установке его ниже клавиш соломотряса должен определятся исходя из оптимальной скорости измельчения и устойчивости технологического процесса измельчающего блока. Как показали эксперименты, диаметр должен выбираться с учетом следующего соотношения:
![]()
где l – расстояние от конца клавиш соломотряса до задней стенки измельчающего блока, в то же время l = 1,3 Н , где Н – расстояние от клавиш соломотряса до корпуса молотилки. Такое соотношение подтверждают данные экспериментов. В первоначальной конструкции измельчителя к комбайнам РСМ – 120 соотношение l / Н = 0,7, что привело к полной неработоспособности измельчителя из-за зависания массы по размеру l . Увеличение соотношения l / Н до 1,4 полностью исключило этот недостаток.
Заключение
1.Получена математическая модель надежности технологического процесса, позволяющая оптимизировать максимальную подачу НЧУ при проходе через измельчающий блок.
2. Анализ модели показывает, что на надежность практически в равной степени влияют пропускная способность измельчающего блока и его геометрические параметры, а также их взаимодействие.