

|
Лабораторная работа № 4 Исследование условий захвата полосы валками при прокатке Введение Процесс пластической деформации металла между двумя или несколькими вращающимися валками (рисунок) называется прокаткой. Если валки гладкие и имеют одинаковый диаметр, а вращаются навстречу друг другу, то процесс прокатки называется простым. 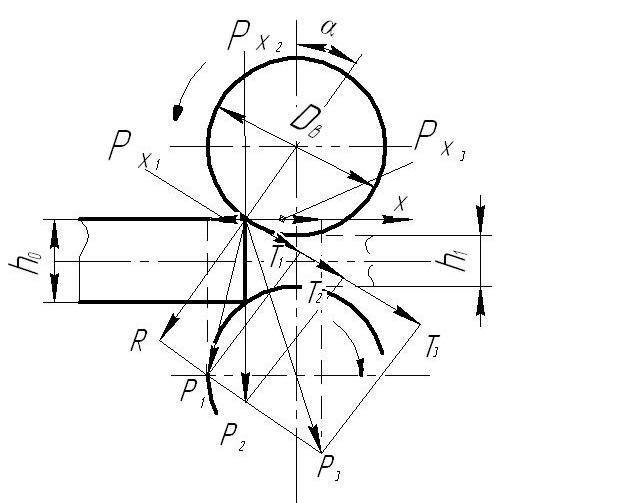
Рис. Схема действующих сил при захвате полосы валками в зави-симости от величины сил трения:N – нормальная сила; Тi – сила трения на контакте;Р1,2,.3 – результирующие сил при разных величинах сил трения на контакте, Рхi – проекции сил Р1,2,3 на ось Х, h0 – исходная высота полосы; Условия захвата полосы валками при прокатке определя-ются соотношением геометрического угла захвата 1. При 2. При 3. При Цель работы: Изучение условий и определение угла захвата полосы валками при простой прокатке. Оборудование, материалы и инструмент 1. Установка для прокатки полосы, имеющая валки с гладким, рифленым, шлифованным, полированным участками поверхности, с возможностью привода одного или двух валков. 2. Образцы из свинца (модель прокатываемой заготовки) круглого или прямоугольного поперечного сечения. 3. Штангенциркуль, линейка, набор щупов для измерения зазора h1 между валками. Порядок выполнения работы 1. Измерить исходные размеры образцов. 2. Закрепить установку для прокатки на верстаке, измерить диаметр валков. 3. Последовательно прокатать образцы для участков валков: а) полированного; б) шлифованного; в) рифленого. Результаты ис-следований занести в таблицу.
Обозначения: «+» -захват полосы, «-» - проскальзывание 4.Определить экспериментальные коэффициенты трения для ма-териала образца и валков, а также условий контактного трения. 5. Для случая захвата полосы валками рассчитать геометрический угол захвата 
где 6.Используя соотношение 7. Рассчитать для случая холодной прокатки в шлифованной части валков теоретический коэффициент трения по формуле: 
где Vв - окружная скорость валков, м/с (определяется из условия, что частота оборотов валков n = 2 сек -1 ); Км - поправочный коэффициент, зависящий от условий смазки валков; Км = 1,55 - при отсутствии смазки. 8. Оформить в виде графиков зависимости углов захвата 9. Сравнить полученные результаты теоретического расчета ко-эффициента трения с экспериментальными данными. 10. Сделать выводы по работе: - о влиянии контактных условий на захват полосы валками; - о влиянии абсолютного обжатия на условия захвата поло-сы; - о сходимости теоретических и экспериментальных расчетов коэффициента трения (в последнем случае дать объяснение). Содержание отчета изложить в последовательности: 1. Цель работы. 2. Материалы и инструмент. 3. Эскиз установки. 4. Таблица эксперимента. 5. Расчеты теоретического и экспериментального коэффициента трения. 6. Графики зависимости от Контрольные вопросы 1. Чем обусловлен захват полосы валками? 2. В какой части валков захват происходит быстрее при равных прочих условиях? 3. Как зависит захват от зазора между валками? 4. Что происходит с полосой при неравномерном зазоре в валках? 5. Что нужно сделать, чтобы обеспечить захват полосы при постоянстве геометрических параметров процесса? Литература 1. Рудской Д.И. Теория и технология прокатного производ-ства: учеб. пособие / Д.И. Рудской, В.А. Лунев. – СПб.: Наука, 2008. – 527с. 2. Целиков А.И. Теория прокатки / А.И. Целиков, А.И. Гриш-ков. – М.: Металлургия, 1970. – 378 с. 3. Сторожев М.В. Теория обработки металлов давлением / Сторожев М.В., Попов Е.А. – М.: Машиностроение, 1977. – 423 с. 4. Губкин С.И. Теория обработки металлов давлением / С.И. Губкин. – М.: Металлургиздат, 1947. – 469с. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 – геометрический угол захвата; Dв – диаметр валка.
– геометрический угол захвата; Dв – диаметр валка. . Величина угла трения определяется условиями трения на кон-такте заготовки с валками. Различают следующие случаи соотношений между углами
. Величина угла трения определяется условиями трения на кон-такте заготовки с валками. Различают следующие случаи соотношений между углами  h, (мм)
h, (мм)